Былғарыны әрлеудің механикалық операциялары және өндірістік технологиясы

ҚАЗАҚСТАН РЕСПУБЛИКАСЫНЫҢ БІЛІМ ЖӘНЕ ҒЫЛЫМ МИНИСТРЛІГІ
СЕМЕЙ қаласының ШӘКӘРІМ атындағы МЕМЛЕКЕТТІК УНИВЕРСИТЕТІ
Инженерлік технологиялық факультеті
«Тамақ өндірісі және жеңілөнеркәсіп бұйымдарының технологиясы» кафедрасы
Тақырыбы:
Былғарыны әрлеудің механикалық операциялары.
Орындаған: Қонақбаев Е. М.
Топ: ТК-321
Тексерген: Бауыржанова А. З.
Семей, 2015 жыл
ЖОСПАР
1. Сығу немесе жартылай фабрикатты ылғалдан арылту
2. Сүргілеу
3. Былғарыны тегістеу және қыртысын жазу
4. Былғарыны керу
5. Былғарының бетін түрпілеу және шаңнан арылту
6. Престеу, үтіктеу және бедер салу
7. Былғарыны нығыздау
8. Былғарының ауданы мен қылыңдығын өлшеу
1. СЫҒУ НЕМЕСЕ ЖАРТЫЛАЙ ФАБРИКАТТЫ ЫЛҒАЛДАН АРЫЛТУ.
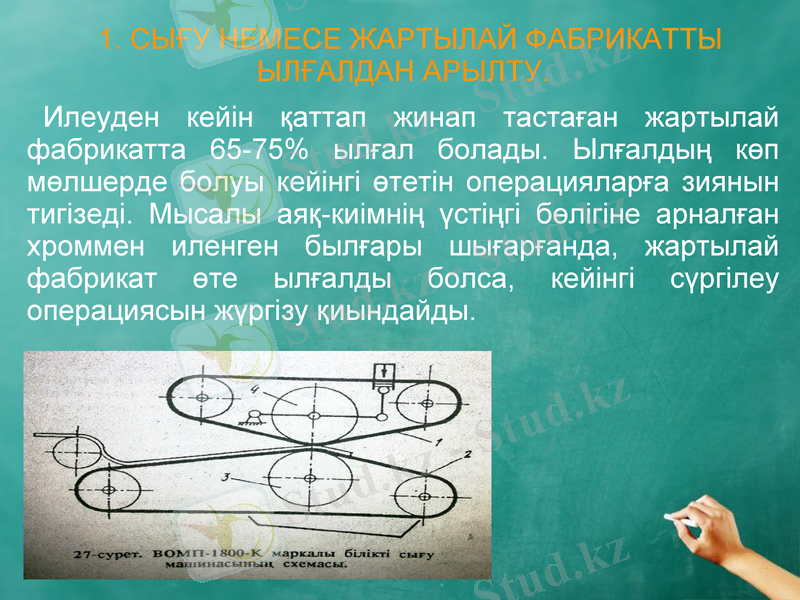
Илеуден кейін қаттап жинап тастаған жартылай фабрикатта 65-75% ылғал болады. Ылғалдың көп мөлшерде болуы кейінгі өтетін операцияларға зиянын тигізеді. Мысалы аяқ-киімнің үстіңгі бөлігіне арналған хроммен иленген былғары шығарғанда, жартылай фабрикат өте ылғалды болса, кейінгі сүргілеу операциясын жүргізу қиындайды.

Экономикалық тұрғыдан қарағанда ылғалды жартылай фабрикаттан сығу арқылы арылтқан тиімді. Сығу операциясы білікті - сығу машинасында (27-сурет) және гидравликалық престе жүргізіледі. Сығу операциясынан соң ылғал мөлшері:хроммен иленген былғарыда 55-60%, юфать аяқ-киімнің төменгі былғарысында 45-52% болуы керек. Білікті-сығу операциясында жартылай фабрикат ылғалдан киізбен қапталған екі білік арасымен екі рет жүріп өтуінің нәтижесінде арылады. Ал, өтпелі сығу машинасында жартылай фабрикат құрамындағы ылғалдан бір өткеннен соң, арылады. Өндірісте Ресейдің, Чехтардың, сондай-ақ Италияның «Рицци» фирмасының білікті және өтпелі машиналары кең түрде қолданылады.
2. СҮРГІЛЕУ.
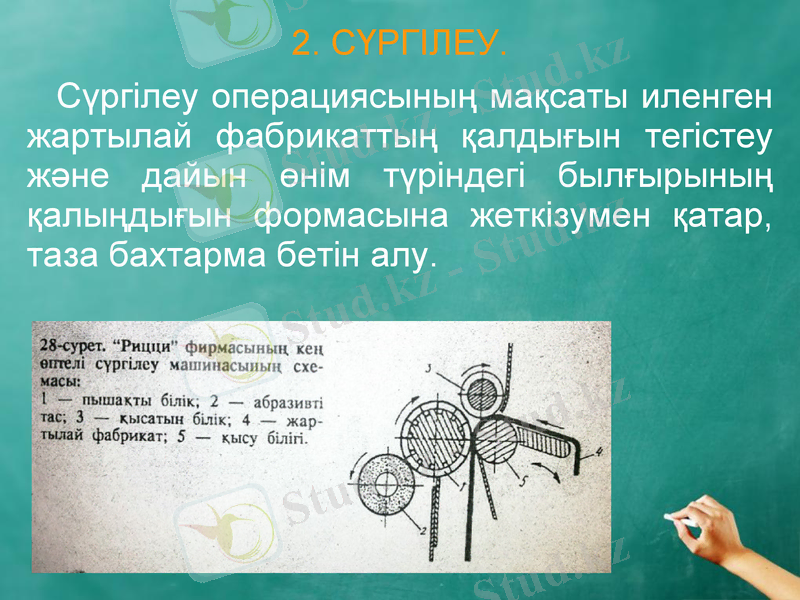
Сүргілеу операциясының мақсаты иленген жартылай фабрикаттың қалдығын тегістеу және дайын өнім түріндегі былғырының қалыңдығын формасына жеткізумен қатар, таза бахтарма бетін алу.
Сүргілеу дегеніміз жартылай фабрикаттың артық қалыңдығын жылдам айналатын пышықты білікпен алу. Сүргілеген кезде былғарының созымдылығы өзгеретіндігін, оның беріктігінің кемитінін ескеру керек. Былғары қалыңдығын 10%-ке жұқарту, оның беріктігіне әсер ете қоймайды. Ал қалыңдығының 11-ден 40%-ке дейінгі бөлігін сүргілеп алып тастағанда, былғары беріктігі қалыңдығының жұқаруымен пропорциональды түрде кемиді.
Сүргілеу операциясының сапасына жартылай фабрикаттың ылғалдылығы да әсер етеді. Егер ылғалдылық бұл мөлшерден көп болса, жартылай фабрикат білікке жабыса береді, ал құрғақтау болса, қызып кетеді. Қазіргі кезде жартылай фабрикатты машинадан бір рет өткізгенде өңдейтін сүргілеу машиналары кең қолданылуда. Соның бірі «Рицци» фабрикасының сүргілеу машинасы.
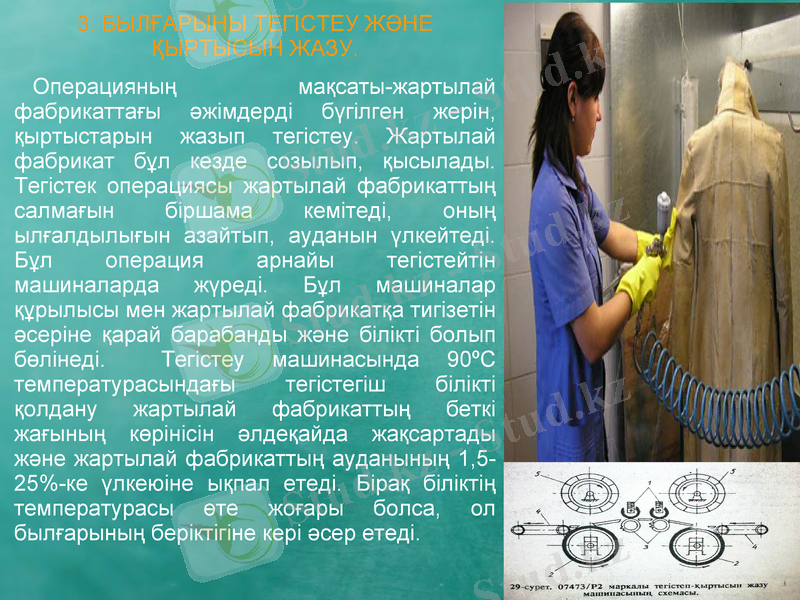
3. БЫЛҒАРЫНЫ ТЕГІСТЕУ ЖӘНЕ ҚЫРТЫСЫН ЖАЗУ.
Операцияның мақсаты-жартылай фабрикаттағы әжімдерді бүгілген жерін, қыртыстарын жазып тегістеу. Жартылай фабрикат бұл кезде созылып, қысылады. Тегістек операциясы жартылай фабрикаттың салмағын біршама кемітеді, оның ылғалдылығын азайтып, ауданын үлкейтеді. Бұл операция арнайы тегістейтін машиналарда жүреді. Бұл машиналар құрылысы мен жартылай фабрикатқа тигізетін әсеріне қарай барабанды және білікті болып бөлінеді. Тегістеу машинасында 90ºС температурасындағы тегістегіш білікті қолдану жартылай фабрикаттың беткі жағының көрінісін әлдеқайда жақсартады және жартылай фабрикаттың ауданының 1, 5-25%-ке үлкеюіне ықпал етеді. Бірақ біліктің температурасы өте жоғары болса, ол былғарының беріктігіне кері әсер етеді.
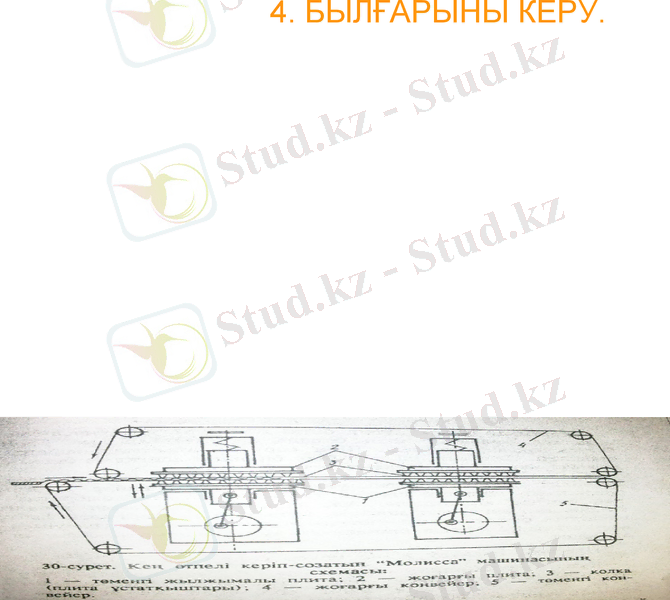
4. БЫЛҒАРЫНЫ КЕРУ.
Мақсаты - құрғатылған және дымқылданған жартылай фабрикатқа жұмсақтық, иілгіштік қасиет беру. Керу операциясы аяқ киімнің төменгі бөлігінің былғарысын өңдеуге қолданылмайды. Керіп созу операциясы кезінде жартылай фабрикат деформацияға ұшырайды. Бұл операция кезінде, құрғап, жартылай желімделген өзегінің талшықтары дараланып белгілі ретпен орналасады да, былғарының физикалық-механикалық қасиеттеріне өзгеріс береді. Мысалы, жұмсақтық, иілгіштік, созылғыштық қасиеттері артады. Созу операциясы кезінде жартылай фабрикаттың ауданы үлкейеді, ал үлкею дәрежесі кептіру дәрежесіне байланысты болдады.
Өндірісте қазіргі кезде вибрациялық кең өтпелі, созып-жұмсартқыш «Молисса» машинасы қолданылуда.

5. БЫЛҒАРЫНЫҢ БЕТІН ТҮРПІЛЕУ ЖӘНЕ ШАҢНАН АРЫЛТУ.
Операцияның мақсаты-жартылай фабрикаттың қалыңдығын біркелкілеу, беткі және бақтарма жағына түк беру. Жартылай фабрикаттың бетінің ақау кемістігін тегістеу үшін қолданылады. Түрпілеу операциясы екі түрлі арнайы машиналарда орындалады. Жартылай бірнеше рет түрпіленеді: нубук 2-3 рет, велюр 3 немесе одан да көп рет. Машинаның жұмыс бөлігі барабан, ол түрпілейтін арнайы матамен керілген. Жартылай фабрикаттың беткі жағын тегістеген соң, одан көп мөлшерде шаң болды, ол былғарының бетін бояуға нұқсан келтіреді.

6. ПРЕСТЕУ, ҮТІКТЕУ ЖӘНЕ БЕДЕР САЛУ.
Бұл операциялар жасанды беткі қабаты бар былғары алуда үлкен рөл атқарады. Былғарының бетін бояу процесінде және сол процеске дайындау кезінде жартылай фабрикатты престейді немесе 3 рет қайтара үтіктейді. Бұл кезде былғарының бетіне жағылған бояу қалыптасып, жартылай түседі де, оның былғарымен байланысы күшейеді.

Бедер салу кезінде былғары бетіне суреттер, әртүрлі із-өрнек салуға болады. Ол бетінің кейбір ақау кемістігін жақсартып тұрады. Престеудің 2 тәсілі бар: біріншісі- қысымның жылжымалы және жылжымайтын тегіс екі плитканың арасындағы жазықтыққа беретін әсеріне негізделген. Екіншісі- қысымның айналмалы тегіс екі металл біліктің жанасу жеріне беретін әсеріне негізделген.

Гидравликалық жазық престе жұмыс істегенде, жартылай фабрикаттың беткі жағын жоғары қаратып плитада орналасқан киізден жасалған төсемеге қояды. Престеу кезінде төменгі плита көтеріліп, былғарыны 85-100ºС-қа дейін қыздырылған плитаға қысады. Монометрдің көрсетілуімен белгілі қысымға жеткен соң, төменгі плита былғарының келесі бөлігін өңдеу үшін төмен түседі. Бұл операция 3-5 секунд аралығында өтеді. Жоғары плитаны бедерлі жасап, былғарының бетіне әртүрлі өрнек салуға болады.
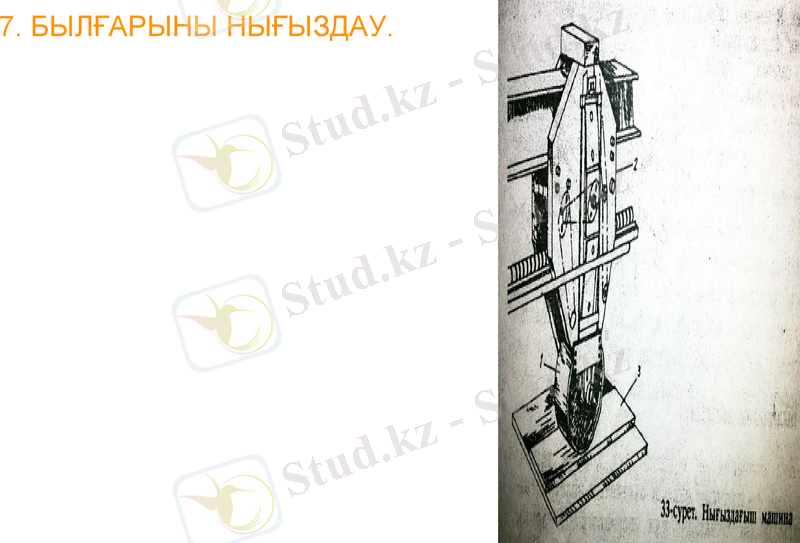
7. БЫЛҒАРЫНЫ НЫҒЫЗДАУ.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz