Машина жасау технологиясының теориялық негіздері

МАШИНА ЖАСАУ ТЕХНОЛОГИЯСЫНЫҢ ТЕОРИЯЛЫҚ НЕГІЗДЕРІ
Бұйым, машина жасаудағы өндірістік және технологиялық үдерістер
Бұйым және оның бөліктері. Бұйым дегеніміз -кәсіпорында дайындалатын өндіріс өнімі. Берілген өндірістің соңғы сатысына байланысты бұйымға дайындалған (жөнделген) машиналар ғана емес, сонымен бірге жиналған машинаның жеке бөлшектері де жатады. Мысалы, экскаватор зауыты үшін бұйым
ретінде экскаватор, мотор жасау зауыты үшін - қозғалтқыш, поршень зауыты үшін - поршень болып табылады. Бұйымдардың мынадай түрлері болады: детальдар, жинақ бірліктері, кешендер, жиынтықтар.
Деталь - жинақтау операциясын қолданбастан біртекті материалдан дайындалған бұйым.
Жинақ бірліктері - құрамдас бөліктері дайындаушы-кәсіпорында бір-бірімен өзара жинақтау операцияларымен (пісіру, бұрау және т. б. ) біріктірілген бұйым. Техникалық әдебиетте
«жинақ бірліктері» мағынасын білдіретін «торап» термині қолданылады. Техникалық тұрғыдан алғанда торап - басқа жинақтау бірліктерінен немесе бұйымнан бөлек жинауға болатын және бұйымда құрамдас бөліктерімен бірігіп қана жеке функцияны атқаратын жинақтау бірлігі, мысалы, тістідөңгелектерімен бірігіп жиналған білік.
Кешен - дайындаушы-кәсіпорында жинау операцияларымен біріктірілмеген, бірақ өзара байланысқан пайдалану функцияларын орындауға арналған екі және одан да көп бұйым, мысалы, цех-автомат, бұрғылау қондырғысы және т. б.
Жиынтық - жалпы пайдалануға арналған көмекші
сипаттағы бұйымдар топтамасы.
Бұйымды функционалды белгісі бойынша құрамдас бөлікке жіктеудің басқа да түрі бар. Мысалы, оған қозғалтқыштың газ тарату механизмін, майлау немесе салқындату жүйесін және т. б. жатқызуға болады. Технологиялық тұрғыдан қарағанда бұйымның бұл құрамдас бөліктері жинақтаушы болып табылмайды, себебі оларды көбінесе бұйымның басқа бөліктерімен бөлек толығымен жинауға болмайды.
Өндірістік және технологиялық үдерістер. Машина жасау (машина жөндеу) кәсіпорындарында бұйымды шығаруға
(жөндеуге) байланысты әртүрлі үдерістер орындалады.
Машина жасау технологиясында зерттеу және жасау нысандарына төмендегілер жатады:
- өңдеу түрлері, дайындамалар таңдау, өңделетін бет сапасы, өңдеу дәлдігі мен олардың припускілері, дайындамаларды базалау;
- беттерді (жазық, цилиндрлік, күрделі профильді және т. б. ) механикалық өңдеу тәсілдері;
- типтік детальдарды (тұрқылар, біліктер, тісті дөңгелектер және т. б. ) дайындау әдістері;
- жинау үдерістері (детальдар мен тораптарды біріктіру сипаты, жинау жұмыстарын механикаландыру және автоматтандыру) жабдықтарды құрылымдау.
Берілген кәсіпорында бұйымды дайындау (жөндеу) үшін қажетті адамдар іс-әрекеті мен өндіріс құралдарының өзара байланыстағы жиынтығын өндірістік үдеріс деп атайды.
Өндіріс құралын өзгертіп және оның одан кейінгі жағдайын анықтау бойынша іс-әрекеттен тұратын өндірістік үдерістің бір бөлігін технологиялық үдеріс деп атайды.
Қоюшы кәсіпорындағы қосымша өңдеуді немесе жинауды қажет ететін бұйым шикізат деп аталады. Технологиялық үдерістердің түрлері: механикалық, термиялық өңдеудің, жинаудың технологиялық үдерістері және т. б.
Бір жұмыс орнында орындалатын технологиялық үдерістің аяқталған бөлігі технологиялық операция деп аталады.
Технологиялық өтпе - тұрақты технологиялық режимдер мен қондыру кезінде технологиялық жабдықтаудың бірдей құралдармен орындалатын технологиялық операциясының
аяқталған бөлігі.
Мысалы, алдымен біліктің бір сатысын, сонан соң екіншісін кескішпен тізбектеп кесу екі технологиялық өтпеден тұрады; егер бұл сатыларды бірмезгілде екі кескішпен кесуді орындайтын болсақ (1. 1-сурет), онда бұл бір өтпемен кесу болып табылады. Дайындаманың бір бетін алдымен қараттым, сонан соң таза режимде өңдеу екі технологиялық өтпеден тұрады, себебі бұл жағдайда кесу режимі өзгереді.
Мысалы, алдымен біліктің бір сатысын, сонан соң екіншісін кескішпен тізбектеп кесу екі технологиялық өтпеден тұрады; егер бұл сатыларды бірмезгілде екі кескішпен кесуді орындайтын болсақ (1. 1-сурет), онда бұл бір өтпемен кесу болып табылады.
Дайындаманың бір бетін алдымен қаралтым, сонан соң таза режимде өңдеу екі технологиялық өтпеден тұрады, себебі бұл жағдайда кесу режимі өзгереді.
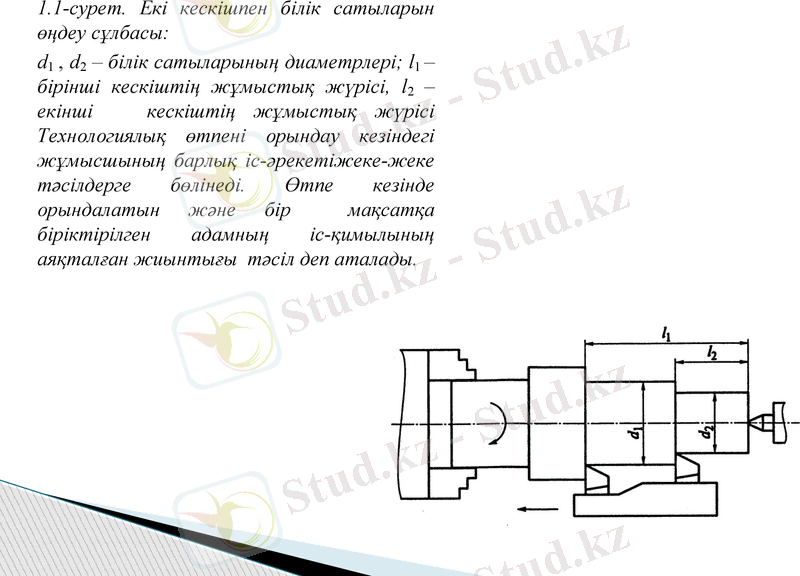
1. 1-сурет. Екі кескішпен білік сатыларын өңдеу сұлбасы:
d1, d2 - білік сатыларының диаметрлері; l1 - бірінші кескіштің жұмыстық жүрісі, l2 - екінші кескіштің жұмыстық жүрісі Технологиялық өтпені орындау кезіндегі жұмысшының барлық іс-әрекетіжеке-жеке тәсілдерге бөлінеді. Өтпе кезінде орындалатын және бір мақсатқа біріктірілген адамның іс-қимылының аяқталған жиынтығы тәсіл деп аталады.
Бекітпе - өңделетін дайындаманың немесе жинақ бірлігінің мықтап бекітілген кезінде орындалатын технологиялық операцияның бір бөлігі.
Дайындама - материалдың формасын, өлшемдерін, бет
сапасы мен қасиеттерін өзгерте отырып, деталь немесе
ажырамайтын жинақ бірлігін дайындайтын өндіріс заты.
Беттердің формасы, өлшемдері және кедір-бұдырлығы
өзгермейтін, бірақ технологиялық өтпені орындауға қажетті жұмысшы іс-қимылынан тұратын технологиялық операцияның аяқталған бөлігі қосымша өтпе деп аталады. Қосымша өтпенің мысалы ретінде өңдеу алдында дайындаманы бекітуді, кескіш бастиегін бұруды және т. с. с. айтуға болады. Өтпе жұмыстық және қосымша жүрістерден тұрады.
Жұмыстық жүріс - нәтижесінде дайындаманың формасы, өлшемдері, беттік кедір-бұдырлығы немесе қасиеттер өзгеріске
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz