Электрлі қож арқылы құю әдісі: технологиясы, артықшылықтары және өндірістік қолданылуы


Электрлі қож арқылы құю
Жоспар:
Электрлі қож арқылы құю;
Электрлі қож арқылы құю технологиясы;
Құйманы электрлі қож арқылы алу операциялары;
Артықшылықтары;
Кемшіліктері;
Қолдану ортасы;
Құюдың әртүрлі әдістердің салыстырмалы сипаттамалары;
Пайдаланылған әдебиеттер тізімі.
Электрлі қож арқылы құю - бұл электродты қайта балқыту тәсілі арқылы қалыптың жоғарыда орналасқан құмыра ваннасының ауадағы өзара әрекеттесуінен металл ваннаны қорғауға арналған және ол арқылы өтетін электр тоғымен сұйық металды дайындай отыра құйма жасап шығару әдісі. Мысалы, биметалдық илемдеу біліктерін жасауда қолданылады.
Осы құюдың мақсаты - жоғары температураларда циклдік жүктеме жағдайында (1300°C дейін) жұмыс істеуге арналған қорытпаларды алу, пештерді жылытқыш болат құймаларына арналған пештерді пайдалану. Өнімдер тұрақты микроқұрылымға, жоғары балқыту нүктесіне, жоғары температуралық беріктікке ие және тотығуға ерекше қарсылыққа ие болуы керек. Бұл өнімдер үшін перспективалық материал хром негізіндегі қорытпалар болып табылады.
ЭЛЕКТРЛІ ҚОЖ АРҚЫЛЫ ҚҰю технологиясы
Электрлі қож арқылы құю технологиясы балқыманы дайындау, құю және қалып ішінде құйма суыту амалдарының барлығы бір жерде бір мезгілде орындалуымен ерекшеленеді.
Электрлі қож арқылы құю әдісіндегі (1 сурет) сумен суытылатын металл қалып кристалдандырғыш 6 деп аталады. Шығындалатын электродтың 7 құрамы алынатын құйманың химиялық құрамына жақын болады немесе толық сәйкес келеді. Қож ретінде кальций фторидін, не болмаса соның негізіндегі құрамды қолданады. Қож құрамында CaF2, CaO, SiO2, Al2O3 және т. б. компоненттер болады. Сұйық қож 1700-2500°C температурасына дейін қызады. Нәтижесінде осындай қождардан өтіп металдың тамшылары күкірттен тазарып құрамындағы металл емес қоспалар төмендейді де, содан соң кристаллизаторда тығыз жоғары сапалы құйма пайда болады.
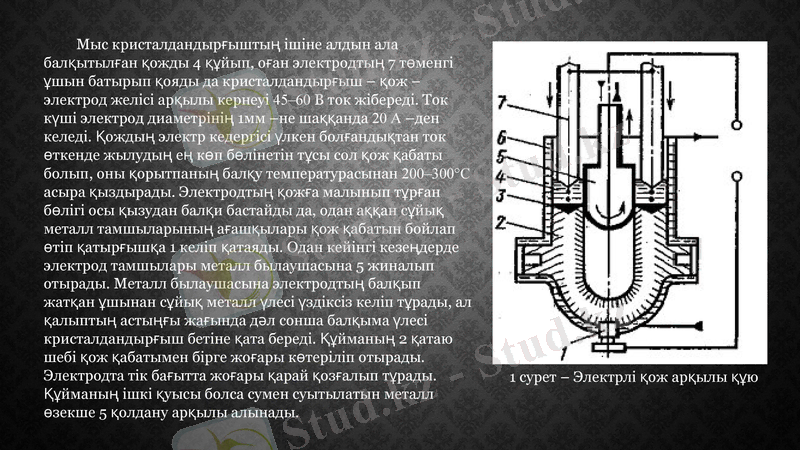
Мыс кристалдандырғыштың ішіне алдын ала балқытылған қожды 4 құйып, оған электродтың 7 төменгі ұшын батырып қояды да кристалдандырғыш - қож - электрод желісі арқылы кернеуі 45-60 В ток жібереді. Ток күші электрод диаметрінің 1мм -не шаққанда 20 А -ден келеді. Қождың электр кедергісі үлкен болғандықтан ток өткенде жылудың ең көп бөлінетін тұсы сол қож қабаты болып, оны қорытпаның балқу температурасынан 200-300°C асыра қыздырады. Электродтың қожға малынып тұрған бөлігі осы қызудан балқи бастайды да, одан аққан сұйық металл тамшыларының ағашқылары қож қабатын бойлап өтіп қатырғышқа 1 келіп қатаяды. Одан кейінгі кезеңдерде электрод тамшылары металл былаушасына 5 жиналып отырады. Металл былаушасына электродтың балқып жатқан ұшынан сұйық металл үлесі үздіксіз келіп тұрады, ал қалыптың астыңғы жағында дәл сонша балқыма үлесі кристалдандырғыш бетіне қата береді. Құйманың 2 қатаю шебі қож қабатымен бірге жоғары көтеріліп отырады. Электродта тік бағытта жоғары қарай қозғалып тұрады. Құйманың ішкі қуысы болса сумен суытылатын металл өзекше 5 қолдану арқылы алынады.
1 сурет - Электрлі қож арқылы құю

Электрлі қож арқылы құю процессінің негізгі технологиясы:
1. Қозғалмалы электрод ұстағыш;
2. Икемді ток өткізгіштігі;
3. Балқытылған металдың тамшылары;
4. Балқытылған қож;
5. Балқытылған металл;
6. Футеровка тигля;
7. Трансформатор;
8. Үлкен ток өткізгіштігі;
9. Тұтынбайтын электрод - поддон;
10. Электрод ұстағыш;
11. Тұтынылатын электрод;
12. Тигельдің ағызатын шүмегі;
13. Футеровка;
14. Құю науасы;
15. Разъемная форма;
16. Литой фланец;
17. Қож гарнисажы.
Электрлі қож арқылы құю әдісінің басты ерекшелігі - қалып ішінде металл балқуымен қоса балқыманың тазартылуы және керек болса магниймен және кальциймен модифицирленуі бірге орындалады. Күкірттен, газдар және металл емес кірінділерден тазартылуына сұйық металдың қож қабатынан сүзгіленіп өтуінің нәтижесінде қол жетеді. Кристалдандырғыш бетіне қатып жатқан металл қабаттарының шөгуі оның үстіндегі сұйық балқымадан тікелей толықтырылып отырғандықтан құйма денесі шөгу қуысы жоқ, тығыз болып қалыптасады. Құйма бойында ликвациялық әркелкілік болмайды. Өте үлкен температура градиентіне байланысты құйма құрылымы діңгек тәрізді кристалдардан тұрады. Осының бәрі құйманың механикалық қасиетінің жоғары болуының кепілі.
Кристалдандырғыш пен қатаю үстіндегі құйманың арасындағы саңылауға сұйық қож құйылып тұруы нәтижесінде құйма беті тегіс және таза болып шығады.
1 сурет - Электрлі қож арқылы құю
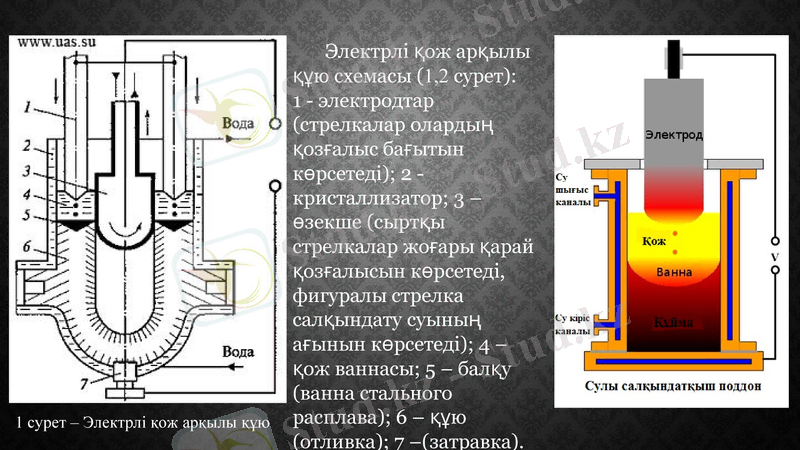
Электрлі қож арқылы құю схемасы (1, 2 сурет) :
1 - электродтар (стрелкалар олардың қозғалыс бағытын көрсетеді) ; 2 - кристаллизатор; 3 - өзекше (сыртқы стрелкалар жоғары қарай қозғалысын көрсетеді, фигуралы стрелка салқындату суының ағынын көрсетеді) ; 4 - қож ваннасы; 5 - балқу (ванна стального расплава) ; 6 - құю (отливка) ; 7 -(затравка) .
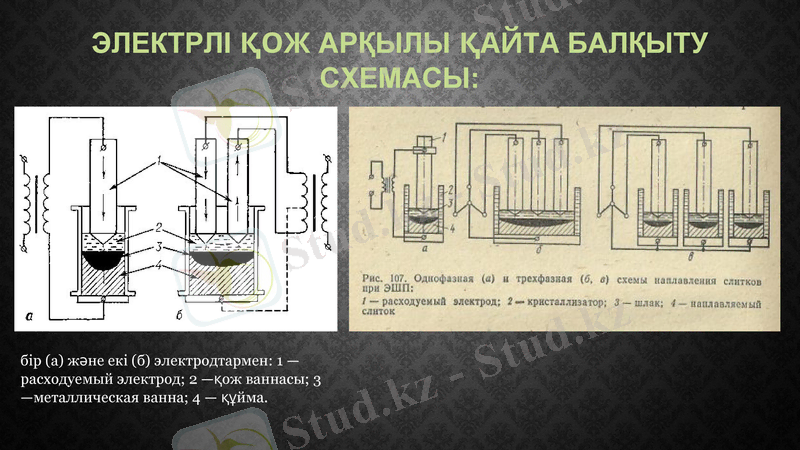
Электрлі қож арқылы Қайта балқыту схемасы:
бір (а) және екі (б) электродтармен: 1 - расходуемый электрод; 2 -қож ваннасы; 3 -металлическая ванна; 4 - құйма.
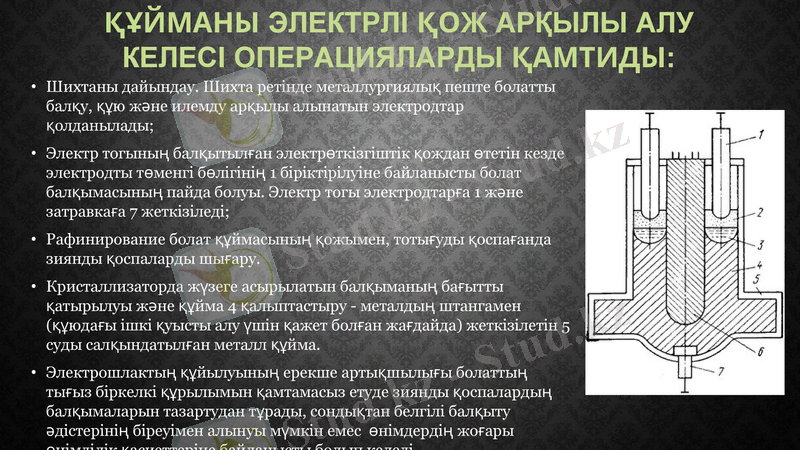
Құйманы электрлі қож арқылы алу келесі операцияларды қамтиды:
Шихтаны дайындау. Шихта ретінде металлургиялық пеште болатты балқу, құю және илемду арқылы алынатын электродтар қолданылады;
Электр тогының балқытылған электрөткізгіштік қождан өтетін кезде электродты төменгі бөлігінің 1 біріктірілуіне байланысты болат балқымасының пайда болуы. Электр тогы электродтарға 1 және затравкаға 7 жеткізіледі;
Рафинирование болат құймасының қожымен, тотығуды қоспағанда зиянды қоспаларды шығару.
Кристаллизаторда жүзеге асырылатын балқыманың бағытты қатырылуы және құйма 4 қалыптастыру - металдың штангамен (құюдағы ішкі қуысты алу үшін қажет болған жағдайда) жеткізілетін 5 суды салқындатылған металл құйма.
Электрошлактың құйылуының ерекше артықшылығы болаттың тығыз біркелкі құрылымын қамтамасыз етуде зиянды қоспалардың балқымаларын тазартудан тұрады, сондықтан белгілі балқыту әдістерінің біреуімен алынуы мүмкін емес өнімдердің жоғары өнімділік қасиеттеріне байланысты болып келеді.
электрлі қож арқылы құюдың артықшылықтары :
құйманың шөгуісіз, жоғары сапалығын;
құрылымның біртектілігі және химиялық құрамы;
қабаттылық және зоналық ликвацияның болмауы;
күкірт, оттегі, азот секілді жағымсыз элементтердің құрамында реттелетінін төмендету мүмкіндігі;
кремний және титан тәрізді тотықтыруға болатын тұтқыр элементтерді сақтау мүмкіндігі
түзу және тегіс құймалар алуға мүмкіндік береді, сондай-ақ күрделі пішінді құймаларды алуға мүмкіндік береді;
балқыту пештерінің жоқтығы;
қалып және өзекше қоспаларының және қалыптау жұмысының керек болмауы;
құю жүйесі мен қосылма қажет еместігі;
құйманың металы мен сыртқы бетінің сапасының жоғары болуы;
массасы 300т дейінгі механикалық қасиеттері жоғары құймаларды алу мүмкіндігі.
электрлі қож арқылы құюдың КЕмшіліктері :
айтарлықтай күрделі және қымбат тұратын қалып қажеттілігі;
алдын ала дайындалатын арнаулы электрод керектігі;
төтенше жағдайларға жол бермеу үшін үздіксіз қадағалауды қажет етеді;
балқытылған көлемі тұндырғыштың (тигель) сыйымдылығынан кем болмауы керек.
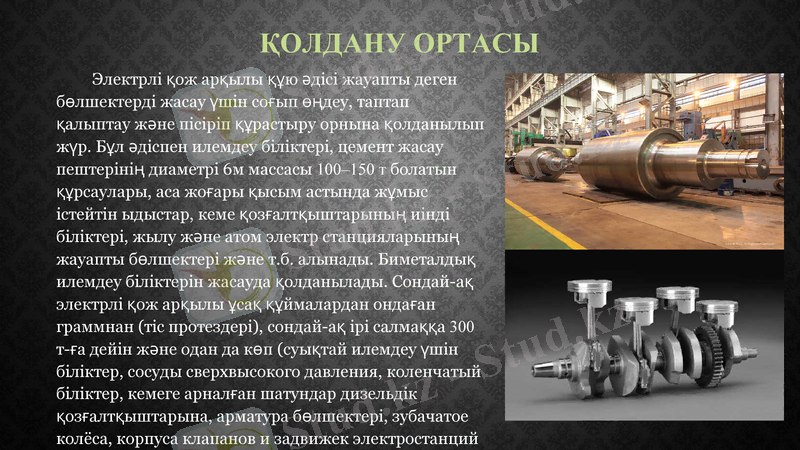
Қолдану ортасы
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz