Балқитын үлгіге құю технологиясы және үлгі құрамын дайындау қондырғылары

Балқитын үлгіге құю
Рамазанова Аяулым, мт-301
Құймаларды балқығыш үлгілер бойынша құюмен жасау процесінің мәні мыналардан тұрады.
Бөлшектің сызбасына сәйкес, үлгі құрамының балқығышқорытпасының шөгуін, сонымен қатар механикалық өңдеу әдісін есепке ала отырып прессқалып жасайды;
Оған шприцпен қаймақ тәріздес күйдегі үлгілік құрамды(парафиннің стеаринмен қоспасы) сығымдайды;
Үлгілі құрамды пресс-қалыпта суытқаннан және қатайған соң одан болашақ құйманың парафин-стеаринді үлгісіншығарып алады;
Сондай үлгілердің бірнешеуін тік арнаға дәнекерлейді, суспензиямен жабады.
Оларды құммен себеді және кептіреді (соңғы операцияны 3-тен 4 ретке дейін қайталайды) ;
Дайындамалардың үлгілерін тік арнамен бірге ыстық сулы ваннаға орналастырады, мұнда олар өздерінің айналасындағы қалыптасқан (3) немесе (4) қабатты қабықшалы қалыптардан балқытылады;
Одан әрі қабықшалы қалыптар кептіріледі және парафинді-стеаринді балқытылған қоспаның қалдықтарын кетіру мақсатымен электр пештерінде 900-1С температурада қыздырады;
Қыздырылған қабыршақ қалыптар ыстық күйінде опокаларға қалыптастырылады (қыздырылған құрғақ құм пайдаланылады) және түсті немесе көміртекті темір қорытпасымен құйылады;
Суытылған құймалар шырша түрінде опокалардан шығарылады,
Олардың беттерінен құмды кетіреді;
Құймаларды тік арнадан бөліп алады, олардан қыш қалдықтарын сілтімен өңдейді, бақылайды сонан соң қоймаға жіберіледі.
Бұл құю тәсілі тәжірибе жүзінде барлық металл қорытпаларынан, оның ішінде тіпті механикалық қиын өңделетіндерінен, көп жағдайда құрастыруға дайын (+ 0, 05 мм дәлдік шегімен және 3-тен 6 дейін бетінің Rа кедір-бұдырлығымен) к ү р д е л і және м ө л ш е р л е р і б о й ы н ш а д ә л д і қ ұ й м а л а р ды алуды қамтамасыз етеді. Мысалы, электр қозғалтқыштардың щетка ұстаушылардың, іс тігетін машиналардың қайық-тары, реактивтік авиациялық қозғалтқыштардың қалақтары сияқты күрделі бөлшектерді дайындайды, оларды металл өңдеудің басқа тәсілдерімен жасауға болмайды немесе экономикалық мақсатқа сәйкес келмейді.
Тез балқитын үлгі құрамдарын дайындау
Т. Б. Ч. Қ. электрлік немесе газ жылуы бар су, глицерин немесе май жылыт қыштарында дайындайды. Бастапқы материалдары 300-500 мм дейін ұсақтайды, ол қорытылу процесін шапшаңдатады. Қорытылған үлгі құрамын 0, 2 металл тор көз арқылы араластырады және сүзеді.
Тәжірибелік өндіріс жағдайларында үлгі құрамдардары электр ванналарында компоненттерді (сыңарларды) балқыту мен термостаттарда паста тәрізді массаны дайындаумен алады. Үлгі құрамды дайындау үшін қондырғыларды араластыру принципі бойынша келесі түрлерге бөлед (3. 2-сурет) .
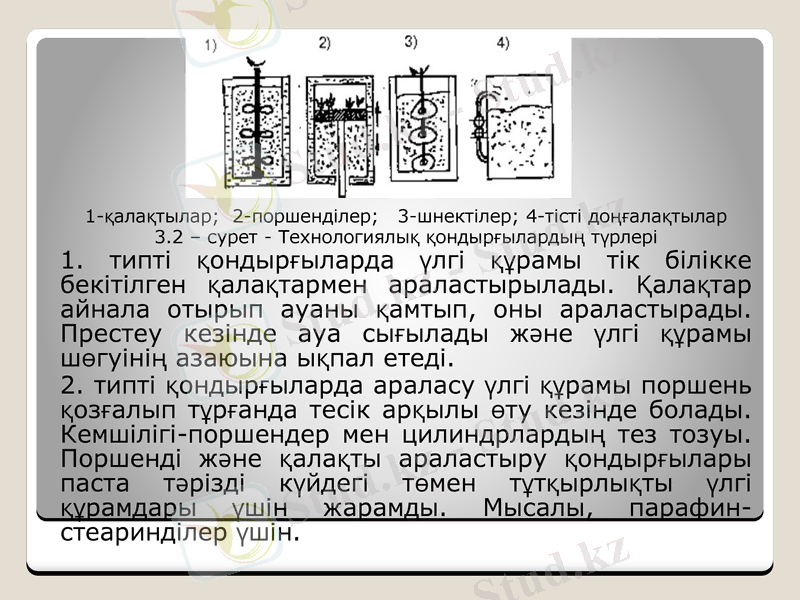
1-қалақтылар; 2-поршенділер; 3-шнектілер; 4-тісті доңғалақтылар
3. 2 - сурет - Технологиялық қондырғылардың түрлері
1. типті қондырғыларда үлгі құрамы тік білікке бекітілген қалақтармен араластырылады. Қалақтар айнала отырып ауаны қамтып, оны араластырады. Престеу кезінде ауа сығылады және үлгі құрамы шөгуінің азаюына ықпал етеді.
2. типті қондырғыларда араласу үлгі құрамы поршень қозғалып тұрғанда тесік арқылы өту кезінде болады. Кемшілігі-поршендер мен цилиндрлардың тез тозуы. Поршенді және қалақты араластыру қондырғылары паста тәрізді күйдегі төмен тұтқырлықты үлгі құрамдары үшін жарамды. Мысалы, парафин-стеаринділер үшін.
3. типті қондырғыларда араластыру шнекпен жүзеге асырылады.
4. типті қондырғы ең универсал және мүлтіксіз. Мұндай қондырғыларды қоныр көмірлі және шымтезекті-балауызды; церезинді, жоғары тұтқырлықты үлгі құрамдарды араластыру үшін қолданады.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz