Темірбетон бұйымдарын өндіру технологиясы және өндірістік тәсілдері

Темірбетон бұйымдарын өндіру технологиясы
Орындаған: Шаймарданова Асель
Тексерген: Досов Қ. Ж.

Темiрбетон - бетон және арматурадан тұратын, бетонның сығылған және созылған бөлiгiне арматура тиiмдi орналасқан, өзара ілінісуіне байланысты сыртқы күш әсерiне бірігіп жұмыс iстейтiн, кешенді құрылыстық материал. Бұл материал қасиеті бойынша өзінің құрамдас бөліктерінен ерекшеленеді. Темірбетонның негізгі артықшылығы - аса беріктігі, тозбайтындығы, қалаған формада құюға болатындығы. Көпір салуда, гидротехникалық құрылыста, үй және басқа ғимараттар салуға кеңінен қолданылады
Темiрбетон конструкцияларда арматураны көбiнесе созылу күштерiн қабылдауға және бетонның сығылу бөлiгiн күшейтуге қолданады. Конструкция элементтерiн күштер әсерiне есептеу арқылы арматура мөлшерiн қабылдайды.
Есептеу арқылы алынатын арматура-жұмыстық, технологиялық пiкiр бойынша алынатын - монтаждық, есепсiз қойылатын - конструктивтiк деп аталады. Монтаждық арматура жұмыстық арматурадағы және жеке сырықтардағы (стерженьдердегі) күштi бiр қалыпты тарату үшiн қойылады. Жұмыстық және монтаждық арматураны арматура бұйымдарына - дәнекерленген және байланыстырылған қаңқалар мен торларға бiрiктiредi
Жиналушы темірбетон бұйымдарын жасау бірнеше технологиялық бөлімшелерден тұрады: бетон араласпасын дайындау; арматуралық элементтерін орналастыру; бұйымдарды бетондау - қалыптау; бетон қатаюы; бұйымдарды қалыптан шығарып, қалыптарды келесі циклға даярлау; бұйымдарды ірілендіре жинау және зауыттық дайындық дәрежесін жоғарылату мақсатында олардың беттерін тиісінше өңдеу.
Тасқындық тәсіл келесідей орындалады: өндірістік процестер біркелкі ырғақтылықта және әрбір жұмыс орнында операциялардың орындалу ұзақтығы өзара бірдей, қалыпталынатын бұйымдар бір орыннан екінші орынға үзіліссіз беріліп отырады да ең соңында қалыпталынған, термиялық өңдеуге дайын бұйымы шығып отырады. Демек тасқын тәсілі бойынша барлық технологиялық процесс орындалу ұзақтығы бойынша бірдей жеке операцияларға жіктелінеді. Бұл операциялар қатаң бірізділікпен және синхрондықпен жабдықталынған жұмысшы орындарда орындалады.
Бұйымдарды өндіру оларды бір жерден екінші бір жерге көшірілумен немесе бір орында қозғалтпай жасап шығарылуы ұйымдастырылады. Бірінші жағдай агрегаттық, агрегаттық - тасқындық тәсілге, ал екінші жағдай стендалық тәсілге тән.

Стендті тәсілдежиналушы темірбетон бұйымдарын өндіру бойынша басты технологиялық процестер қозғалмайтын қалыптарда - стендыларда орындалады. Бұйымдар бетон қажетті мықтылығына ие болғанша сол орынында қалады, ал технологиялық жабдықтар жеке жұмысшы операцияларды бірінен кейін бірін кезекпен орындау үшін стендыда бір қалыптан екінші қалыпқа көшіріліп отырады.
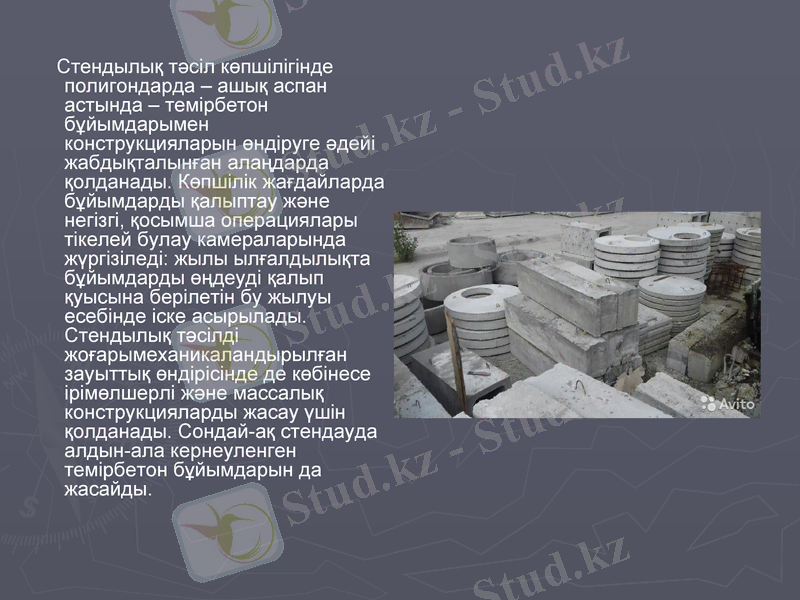
Стендылық тәсіл көпшілігінде полигондарда - ашық аспан астында - темірбетон бұйымдарымен конструкцияларын өндіруге әдейі жабдықталынған алаңдарда қолданады. Көпшілік жағдайларда бұйымдарды қалыптау және негізгі, қосымша операциялары тікелей булау камераларында жүргізіледі: жылы ылғалдылықта бұйымдарды өңдеуді қалып қуысына берілетін бу жылуы есебінде іске асырылады. Стендылық тәсілді зауыттық өндірісінде де көбінесе ірімөлшерлі және массалық конструкцияларды жасау үшін қолданады. Сондай-ақ стендауда алдын-ала кернеуленген темірбетон бұйымдарын да жасайды.

Стендының көп түрінің бірі болып кассеталық тәсіл саналады. Бұл тәсіл бойынша, тік қалыптарда - кассеталарда бір мезетте бірнеше бұйым жасалынады.
Ол үшін көпқатарлы тік қалыптарға - кассеталарға жылжымалы жұмсақ немесе шалақатты бетон араласын құйып, аспалы дірілдеткіштермен, дірілдететығыздап қалыптаған бұйымдарды сол орындарында кассеталар аралықтарындағы қуыс кеңістіктерге ыстық бу жіберумен қыздыру арқылы термоөңдеу өткізеді. Бұл тәсіл бойынша арнаулы булау камерасының, дірілдетпе алабының қажеттері жоқ. Кассеталарда жасалынған бұйымдар беттері теп-тегіс болып шығады.
Кассета қабырғаларын құрыштан, армацементтен, пластмассадан, темірбетоннан жасауға болады. Кассеталық қалыптарын, жинауды және қайтадан ажыратуды механикалық және гидравликалық қимылдату жолымен орындайды. Бетон араласын кассеталар сыртына асылдыра бекітілген дірілдетпелерімен және тереңдік дірілдетпелерімен, қуыстар құраушыларын дірілдетумен нығыздайды.
Жасалынатын бұйымдар түрлеріне байланысты кассеталық қалыптар қабырға панельдері үшін, жабынды панельдері мен баспалдақ басқыштары үшін және желдеткіш блоктары және т. б. бұйымдары түрлері үшін арналған болып жіктелінеді.

Кассеталарда - қалыптарда бумен термоөңдеуді электрмен қыздыруға ауыстыруға болады.
Бұйымдарды кассеталық қалыптау және термоөңдеу бойынша жалпы цикл 8 - 10 сағатқа созылады, оның 6 сағаты 100˚С дейін жылы ылғалдылықпен өңдеуге кетеді.
Бұйымдарды агрегатты-ағымды әдіспен жасау мынандай технологиялық процестерден тұрады: жеке операциялар немесе топтар; әмбебап жабдықтарда әр түрлі типтегі операциялардың орындалуы; ағымдағы еркін серпін ; бұйымның бір постыдан екінші постыға ауысуы; қалыптар мен бұйымдар бір посттан екінші постқа белгілі бір уақыт аралығында өтеді, ол жұмыс орынында орындалып жатқан операцияның ұзақтығына тәуелді.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz