Беймата жаймалардың түрлері, өндіріс технологиялары және құрылымдық ерекшеліктері

Жоспары:
Беймата жаймалары, түрлері және оларды өңдіру әдістері, құрылыс ерекшеліктері.
Іліп тоқыла тігілген жайма
Инетесімді беймата жайма өндіру
Желімді беймата жайма өндіру
Беймата жаймаларын текстиль материалдарының (холст, жіптер жүйесі, каркас және т. б. ) бір немесе бірнеше қабаттары әртүрлі әдістермен (тоқу-тігу, инетесу, клейлеу және олардың қиылысуы) бір-бірімен бекітілген қарапайым құрылымнан тұрады. Кездемелер өндіру әдісі бойынша тоқу-тігу, инетесу және клейлеу боп ерекшеленеді. Беймата жаймаларының құрылымын оны құрайтын текстиль материалдарының қабаттары және оларды біріктіру құрылымы анықтайды.
Беймата бұйымдар көбінесе жайма түрінде ұзындығы 3 мм-ден қысқа емес талшықтардан немесе жіптерден жасалған жайғақтан өндіріледі. Жайғақ бір немесе бірнеше қабаттан жасалынады. Жайғақ сирек тоқылған матамен, трикотаж жаймасымен, қабыршықпен қатырмалау арқылы да шығарылады. Беймата жаймалар матаға ұқсас көрінеді, бірақ құрылымы және қасиеттері бойынша айырмашылығы көп. Жайғақтар бір бірімен әртүрлі әдіспен бекітіледі.
Бекітудің 3 әдісі белгілі:
механикалық,
физика-химиялық
аралас
Механикалық әдістермен өндірілетін бейматаларға
іліп тоқыла тігілген жайма,
инетесімді
киізбасылым жайма жатады.
Физика-химиялық тәсілмен бейматаны жайғактарды сұйық байланыстырғыш заттар
(желімдер) арқылы біріктіру немесе ыстық пен әсер ету әдісімен (престеу) жасайды.
Аралас тәсілге жоғарыда аталған тәсілдедің екі немесе одан көбін қолдану арқылы
алу жатады.
Іліп тоқыла тігілген жайма дайындағанда талшықты жайғақтарды жаймаға бекіту оларды тартылған жіптермен немесе талшықпен іліп көктеу қолданылады.
Инетесімді беймата жайманы жасағанда ұшында кетікшелері бар арнайы инелермен тесу арқылы жоғары қабаттағы төменге қарай енгізіп жайғақты бекітеді.
Киіз бастыру тәсілімен беймата жүн немесе құрамында жүн басым болатын жайғақты арнайы ортада және жағдайды механикалық әсер ету әдісімен жасайды. Жүн талшықтарының бір бірімен ілінісу нәтижесінде жайғақ киізденеді.
Іліп тоқыла тігілген жайма өндіру
Іліп тоқыла тігілген жайманы толтырғыш ретінде талшықты жайғақ, жіптер жүйесі, мата, қабыршық және т. б. болады. Талшықты жайғақ мақта талшықтарынан, мақта иіру өндірісінің иіруге жарамды қалдықтарынан қалыптастырылады. Сонымен қатар жүн және химиялық талшықтарды иіру өндірісінің қалдықтарыды қолданылады.
Мақтаны қопсыту, түту-тазарту, араластыру және майлау қопсыту-түту агрегаттарында орындалады.
Мақта талшықтарын, сонымен қатар ұзындығы 65 мм болатын таза химиялық талшықтарын тарау қалпақты тарау машиналарында орындалады. Жүн, жүннің химиялық талшықтармен қоспасын, ұзындығы 55 мм-ден астам таза химиялық талшықтарды тарау білікті тарау машиналарында орындалады. Екі жайдайда да тарау машиналары тарамды өзгерткішпен қамтылған (1-сурет) .
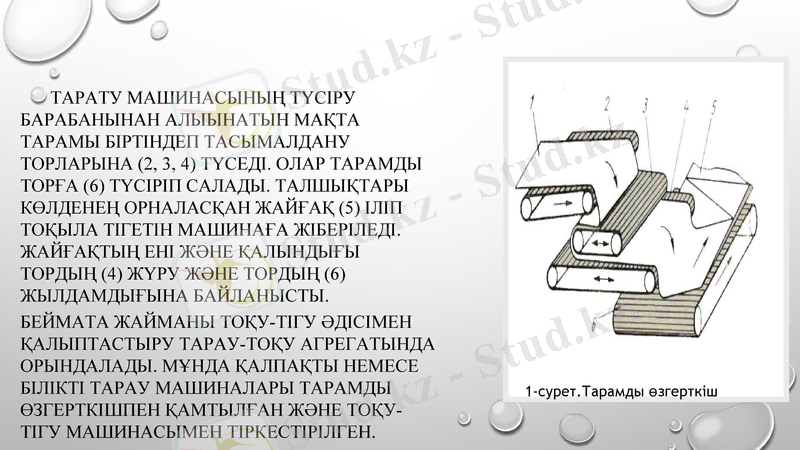
Тарату машинасының түсіру барабанынан алыынатын мақта тарамы біртіндеп тасымалдану торларына (2, 3, 4) түседі. Олар тарамды торға (6) түсіріп салады. Талшықтары көлденең орналасқан жайғақ (5) іліп тоқыла тігетін машинаға жіберіледі. Жайғақтың ені және қалындығы тордың (4) жүру және тордың (6) жылдамдығына байланысты.
Беймата жайманы тоқу-тігу әдісімен қалыптастыру тарау-тоқу агрегатында орындалады. Мұнда қалпақты немесе білікті тарау машиналары тарамды өзгерткішпен қамтылған және тоқу-тігу машинасымен тіркестірілген.
1-сурет. Тарамды өзгерткіш

Жайғақты қалыптастыру тарау машинасына қойылған аэродинамикалық қосалқының көмегімен немесе желімденген беймата өндірісінде қолданылатын гидродинамикалық әдіспен орындау мүмкін.
2-суретте талшықты жайғақты қалыптастыруға арналған қалпақты тарау машинасына қойылған аэродинамикалық қосалқының сұлбасы көрсетілген
Қалпақты тарау машинасының түсіру барабанынан түсіргіш білікшеден (2) алынатын талшықтар құбыр бойымен (3) ауа ағынымен әкетіледі. Одан талшықтар торлы барабанға (4) келіп түседі. Барабанның бетінде желдеткіштің (6) көмегімен вакуум пайда болады. Талшықтардың шашыраңқы ағыны жайғақ жасайдых = -2, яғни білікшемен (5) нығыздалған, талшықтары әртүрлі бағытта орналасқан, қалдығы және ені біркелкі талшық қабаты пайда болады.
Тосқауыл (7) үстінде орналасқан барабанның (4) бетінде вакуум болмайды және жайғақ шығарушы торға (8) жеңіл түседі.
2-сурет. Тіалшықты жайғақты қалыптастыруға арналған қалпақты тарау
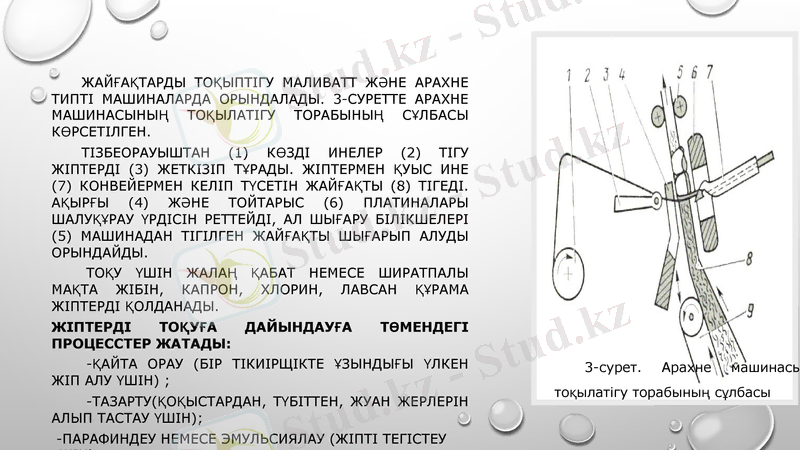
Жайғақтарды тоқыптігу Маливатт және Арахне типті машиналарда орындалады. 3-суретте Арахне машинасының тоқылатігу торабының сұлбасы көрсетілген.
Тізбеорауыштан (1) көзді инелер (2) тігу жіптерді (3) жеткізіп тұрады. Жіптермен қуыс ине (7) конвейермен келіп түсетін жайғақты (8) тігеді. Ақырғы (4) және тойтарыс (6) платиналары шалуқұрау үрдісін реттейді, ал шығару білікшелері (5) машинадан тігілген жайғақты шығарып алуды орындайды.
Тоқу үшін жалаң қабат немесе ширатпалы мақта жібін, капрон, хлорин, лавсан құрама жіптерді қолданады.
Жіптерді тоқуға дайындауға төмендегі процесстер жатады:
-қайта орау (бір тікиірщікте ұзындығы үлкен жіп алу үшін) ;
-тазарту(қоқыстардан, түбіттен, жуан жерлерін алып тастау үшін) ;
-парафиндеу немесе эмульсиялау (жіпті тегістеу үшін) .
3-сурет. Арахне машинасының тоқылатігу торабының сұлбасы
Жайғақтарды біріктіре тоқу көбіне желіжіптік өрімдермен (трико-тізбекті, шұға-тізбекті) орындалады. Мұндай жағдайда тоқу-тігу машинасы көзді инелері бар екі тарақтан және тігу жіптерімен екі тізбеорауыштан тұрады.
Тізбеорауыштан жіберілетін өзара перпендикуляр немесе бұрышпен орналасқан жіптер жүйелері Малимо (Германия) типті машиналарды келтірілген әдіспен тоқыла тігіледі. Мұндай тәсілмен алынған жаймалар жіппен тігілген деп аталады. Олар өте берік, қалыпынсақтағыш, мата тәріздес және соның орынына қолданылады.
Сирек тоқылған мата түріндегі қаңқаны іліп тоқып тігу Малиполь (Германия) типті машинада орындалады. Тігу жібі шалулар құрастырып жайманың бетінде ілмекті түк пайда болады.
Іліп тоқыла тігілген жайманың қасиеттері тек қана жайғақтың құрамы мен құрылымына ғана байланысты емес. Тесіп тігетін жіпке, өрімдер түріне, жайманың ені мен ұзындығы бойынша тігу тығыздығына және шалу жібінің ұзындығына байланысты. Мұндай жаймалар көйлек, костюм, көрпе, сүлгілік бұйымдар шығаруға қолданылады.
Техникалық материал түрінде фильтр, конвейерлер таспасы, буып-түюге қолданылады.
Инетесімді беймата жайма өндіру
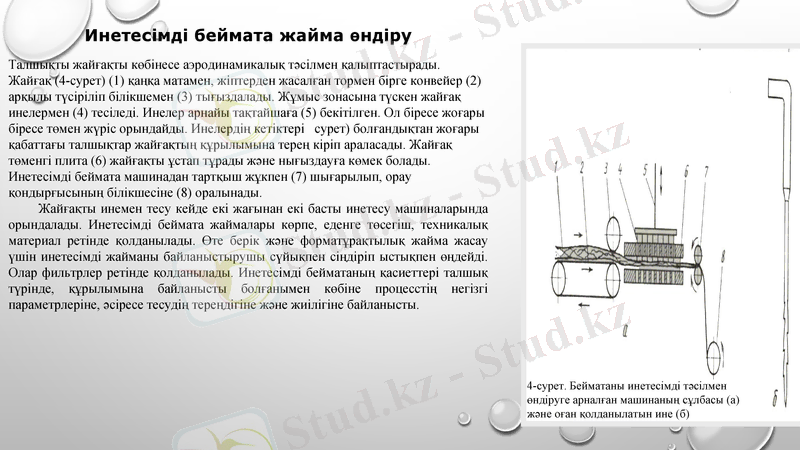
Талшықты жайғақты көбінесе аэродинамикалық тәсілмен қалыптастырады.
Жайғақ (4-сурет) (1) қаңқа матамен, жіптерден жасалған тормен бірге конвейер (2) арқылы түсіріліп білікшемен (3) тығыздалады. Жұмыс зонасына түскен жайғақ инелермен (4) тесіледі. Инелер арнайы тақтайшаға (5) бекітілген. Ол біресе жоғары біресе төмен жүріс орындайды. Инелердің кетіктері сурет) болғандықтан жоғары қабаттағы талшықтар жайғақтың құрылымына терең кіріп араласады. Жайғақ төменгі плита (6) жайғақты ұстап тұрады және нығыздауға көмек болады. Инетесімді беймата машинадан тартқыш жұкпен (7) шығарылып, орау қондырғысының білікшесіне (8) оралынады.
Жайғақты инемен тесу кейде екі жағынан екі басты инетесу машиналарында орындалады. Инетесімді беймата жаймалары көрпе, еденге төсегіш, техникалық материал ретінде қолданылады. Өте берік және форматұрақтылық жайма жасау үшін инетесімді жайманы байланыстырушы сүйықпен сіңдіріп ыстықпен өңдейді. Олар фильтрлер ретінде қолданылады. Инетесімді бейматаның қасиеттері талшық түрінде, құрылымына байланысты болғанымен көбіне процесстің негізгі параметрлеріне, әсіресе тесудің тереңдігіне және жиілігіне байланысты.
4-сурет. Бейматаны инетесімді тәсілмен өндіруге арналған машинаның сұлбасы (а) және оған қолданылатын ине (б)
Желімді беймата жайма өндіру
Желімді беймата өндіру үшін әртүрлі шикізат қолданылады: қысқа талшықтар (мысалы, линт - мақтадан талшықты бөліп алғанда қысқа талшықтар, иіру өндірісінің иіруге жарамсыз қалдықтары, тоқыма кәсіпорындарына басқа қалдықтары), қалпына келтірілген талшықтар (тігін өндірісінің қалдықтарынын, тұтынылған бұйымдарды қайтадан өндеу нәтижесінде алынған), химиялық талшықтар және тағы басқалары.
Желімді бейматаның негізгі ретінде әртүрлі әдіспен алынған жайғақтар, мысалы, өзара перпендикуляр орналастырылған бірнеше жіп жүйелерінен, моножіптердің хаосты түрде орналасқан қабаттап, қолданылады.
Жайғақтардың құрылымдық элементтерін бір бірімен біріктіру ылғалды немесе құрғақ тәсілмен орындалады.
Ылғалды тәсілде кеңінен қолданылатындарға СКН-40-1-ГН, СКН-40, БНК латекстер, термопластикалық полимерлердің судағы эмульсиялары, мысалы, поливинил-
спиртінің эмульсиясы және басқа да химиялық материалдар қолданылады. Байланыстырушыларды жайғақтарды сіңірумен, жайғақтың үстінде орналастырылған шашыратқыштың көмегімен бүрку немесе шашыратумен, және тағы басқа тәсілдермен орындауға болады.
Тұтас сіңіру соңынан байланыстырғыштың артығын кетіру үшін сығуды, кептіруді және термоөндеуді қажет етеді. Сығу каландрлеу біліктерімен, кептіру барабанды кептіргіштерде орындалады. Жайма ыстық айналып тұратын барабандардың бетін жабумен кептіріледі, қыртыс-тырысы жазылады да машинадан шығарылады. Кептіру үрдісінде инфрақызыл сәулелерімен және жиілігі жоғары тоқпен өңдеу мүмкін. Соңынан орындалатын термоөңдеу байланыс беріктігін кұшейту және біртегістеу үшін қажет.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz