Ортопедиялық стоматологиядағы құю технологиясы және қалыптауыш материалдар мен жабдықтар

С. Ж. АСФЕНДИЯРОВ АТЫНДАҒЫ
ҚАЗАҚ ҰЛТТЫҚ МЕДИЦИНА УНИВЕРСИТЕТІ
КАЗАХСКИЙ НАЦИОНАЛЬНЫЙ МЕДИЦИНСКИЙ УНИВЕРСИТЕТ ИМЕНИ С. Д. АСФЕНДИЯРОВА
ОРТОПЕДИЯЛЫҚ СТОМАТОЛОГИЯ КАФЕДРАСЫ
Құю технологиясы.
Қалыптауыш жабдықтар
Факультет: Стоматология
Курс: 2 Топ: СТ17-007-02 Орындаған: Багитова Ақниет Тексерген: Асқарова Шолпан
ЖОСПАР:
I. Кіріспе
II. Негізгі бөлім
Құю туралы жалпы түсінік
Құю процесі
Қалыптауыш жадығаттар
III. Қорытынды
IV. Пайдаланылған әдебиеттер

Құю істері әртүрлі аппараттар және осы аппараттарға байланысты түрлі әдістердін бірін қолдану арқылы жүзеге асады. Бұл техникалық әдістерді іске асыру үшін металлдар еріту әдістерінің жіктелуі мен сипаттамаларын білу керек.
1. Ашық отты қолдану (газ пистолет)
Құйма ісінде қолданылатын от көріктерінің қоспасының еруін қажетті түрде қамтамасыз ету үшін жоғарғы дәрежеде ысынуды беретіндей өзгешелігі бар. Құю сабы арқылы құю манжеттің ішіне ерітілген металл қоспасын ортадан тепкіш күш арқылы толтырады. Ашық отты пайдалану арқылы құю процесінің сапасы тістехнигінің жұмысына байланысты. Неғұрлым тәжірибелі техник болса соғұрлым сапалы құю ісі болады.
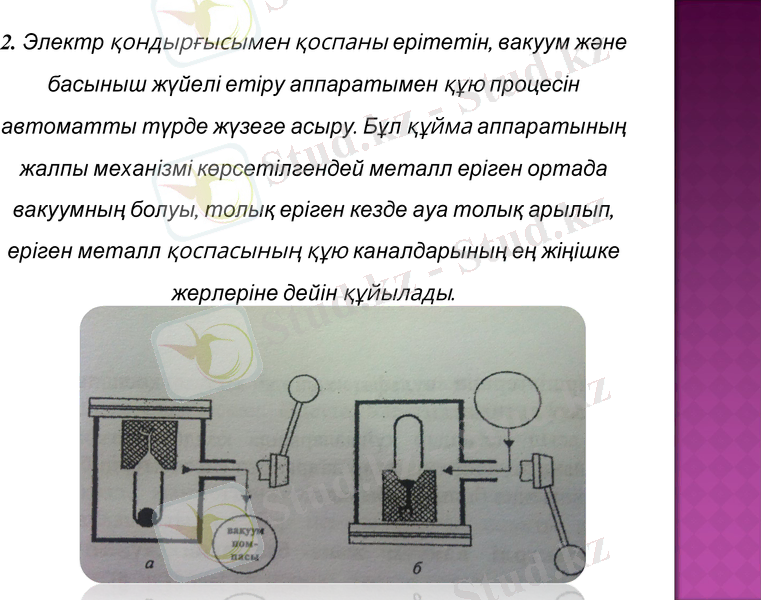
2. Электр қондырғысымен қоспаны ерітетін, вакуум және басыныш жүйелі етіру аппаратымен құю процесін автоматты түрде жүзеге асыру. Бұл құйма аппаратының жалпы механізмі көрсетілгендей металл еріген ортада вакуумның болуы, толық еріген кезде ауа толық арылып, еріген металл қоспасының құю каналдарының ең жіңішке жерлеріне дейін құйылады.
Индукция тогінің көмегімен қоспаны ерітетін ортадан тебетін механизмі бар аппаратта метал қоспасын ерітіп, құю істері автоматты түрде жүзеге асады. Бұл процесс 2-3 минутта жүзеге асады. Бір жағынан бағасы қымбатқа түседі.
Балқытылатын металды индуктордың электромагнит жоғарғы жиілікті өрісіне орналастырады. Осы кезде металда айнымалы немесе жоғары жиілікті құйынды ток индукцияланады. Индукцияланған токтың тығыздығы үлкен болғандықтан, металл бетінде тез қызу мен балқу байқалады. Металл балауыздан қалған қуысты толтыру үшін, оған міндетті түрде қысым көрсету керек. Қысымның түріне байланысты құюдың бірнеше әдістерін бөледі:
Қысым астылық - металға қысым сырттан келеді
Центрге тартқыш - көп таралған, металға қысым сырттан келуіне негізделген
Вакуумдық - қалып ішіндегі теріс қысым қалыптастыруға негізделген

Балауыз мүсіннің формовтық массасынан қалыбын дайындау ісін
стоматологияда Реватманға алу” немесе “Мажетке алу” деп атайды.
Бұл істің реттілігі төмендегіше:
Құю жолдарын яғни, каналдарын дайындау
Құю каналдарын құю конусына орналастыру
Мүсіндеу кезінде құю балауызында ішкі жағын бірсыпыра тегістеу
Балауыз мүсіннің жағу бетін қалыңдату
Реватманды манжеттің ішіне орналастыру
Реватманды аралстыру және манжетке салу
.
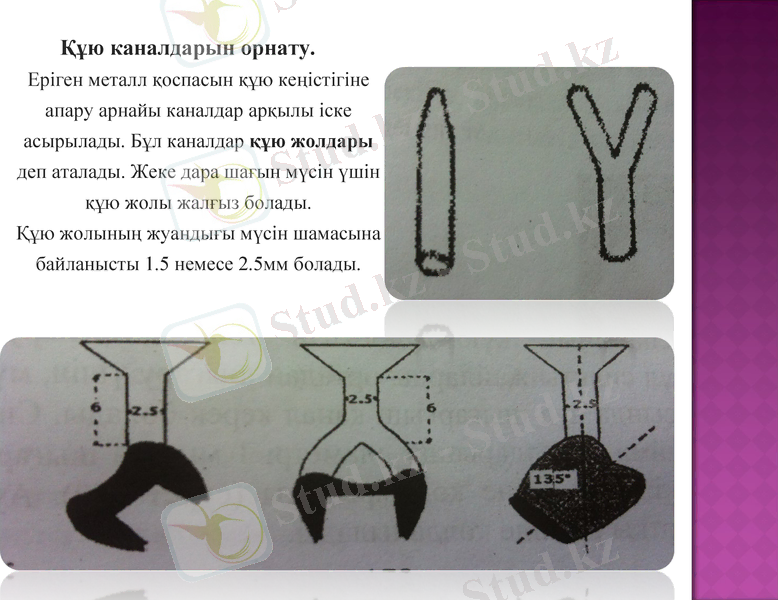
Құю каналдарын орнату.
Еріген металл қоспасын құю кеңістігіне
апару арнайы каналдар арқылы іске
асырылады. Бұл каналдар құю жолдары
деп аталады. Жеке дара шағын мүсін үшін
құю жолы жалғыз болады.
Құю жолының жуандығы мүсін шамасына
байланысты 1. 5 немесе 2. 5мм болады.
Құю жүйесі - бұл балқытылған металл жолы.
Құю жүйесін құрастырудың негізгі қағидалары:
Құю кезінде құйманың барлық бөліктері бірдей жағдайда болу керек
Металдың отыруын және ондағы қуыстардың пайда болуын алдын алу үшін, құйманың қалың қабатты бөліктерінде қосымша сұйық металл деполары болуы керек
Құйманың жұқа бөліктеріне ең ыстық металл бағытталу керек
Ескерту:
1) балқытылған металл өз бағытын күрт өзгертпеу үшін, құю каналдарының бағыты қуыс кеңістік бағытымен сәйкес келу керек;
2) балқытылған металл құйманың қалың қабатты бөліктерінен, жұқа қабатты бөліктеріне қарай ағуы керек.
Қалыптауыш жабдықтар
Ғанышты
Ғаныштан (20-40%) және кремний оксидінен тұрады. Ғаныш- байланыстырушы; кремний оксиді- толықтырушы, ол массаға қажетті отыру деформациясының мөлшерін және жылу тұрақтылығын қамтамасыз етеді. Қатаю жылдамдығын және термиялық коэффициентін реттеушісі ретінде 2-3% NaCl немесе HBr қолданылады. Масса 18-20˚C суда араластырылады, металл құюдың алдында қалып температурасы 700˚C; 750˚C алтын бұйымдарды құю кезінде қолданылады
Сиалур - ұсақ алтын бұйымдарды құйғанда қолданылады
Фосфатты
Ұнтақтан (цинк-фосфатты цемент, ұнтақталған кварц, кристобалит, магний оксиді, алюминий оксидінің гидраты) және сұйықтықтан (фосфор қышқылы, магний тотығы, су, алюминий су тотығы ) тұрады.
Силикан - кварц және кристобалит негізінде құралған әмбебап қалыптауыш масса. Жоғарғы балқымалы қорытпалар құю үшін қолданылады.
Вести-Джи - фосфатты қалыптауыш материал, кез-келген қорытпалар үшін қолданады. Араластыру кезіндегі сұйықтықтың мөлшерін өзгертудің нәтижесінде, ұлғаю коэффициентін 3, 26% дейін көтеруге болады.
Силикатты
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz