Бұрыштамалы жіктерді қолмен доғалы пісіру: пісіру режимдері мен практикалық тапсырма

Батыс Қазақстан облысы, Қаратөбе ауданы
“Қаратөбе колледжі” МҚКК
Өндірістік оқыту шебері:
Нысанов Нұрбек Есенжанұлы
Пәні: Арнайы пән
Тақырыбы: “Бұрыштамалы жіктерді пісіру”
Тобы: “Электргазбен дәнекерлеуші ”

БҰРЫШТАМАЛЫ
ЖІКТЕРДІ
ПІСІРУ
1. Металдың қалындығы 3 мм болатын түйістірме жіктерді қолмен доғалы пісіру кезінде электродтың диаметрі қанша мм және ток қанша А болу керек?
2. Металдың қалындығы 6 мм болатын түйістірме жіктерді қолмен доғалы пісіру кезінде ток қанша А болу керек?
3. Металдың қалындығы 10 мм болатын түйістірме жіктерді қолмен доғалы пісіру кезінде өтулер саны қанша болу керек?
4. Металдың қалындығы 16 мм болатын түйістірме жіктерді қолмен доғалы пісіру кезінде өтулер саны қанша болу керек және пісіру өнімділігі қанша?
5. Металдың қалындығы 20 мм болатын түйістірме жіктерді қолмен доғалы пісіру кезінде І-ші өтудегі электродтың диаметрі қандай?
ҮЙ ТАПСЫРМАСЫН ТЕКСЕРУ

Пісіру құралдары
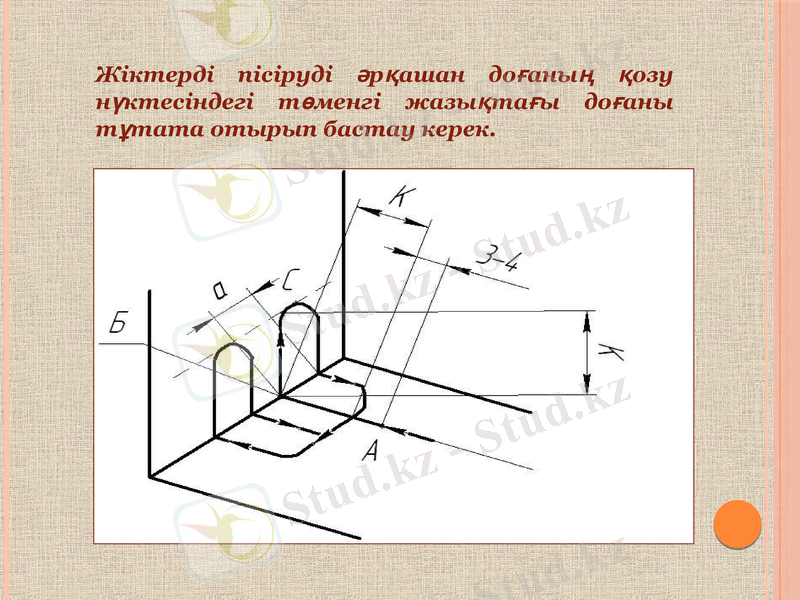
Жіктерді пісіруді әрқашан доғаның қозу нүктесіндегі төменгі жазықтағы доғаны тұтата отырып бастау керек.
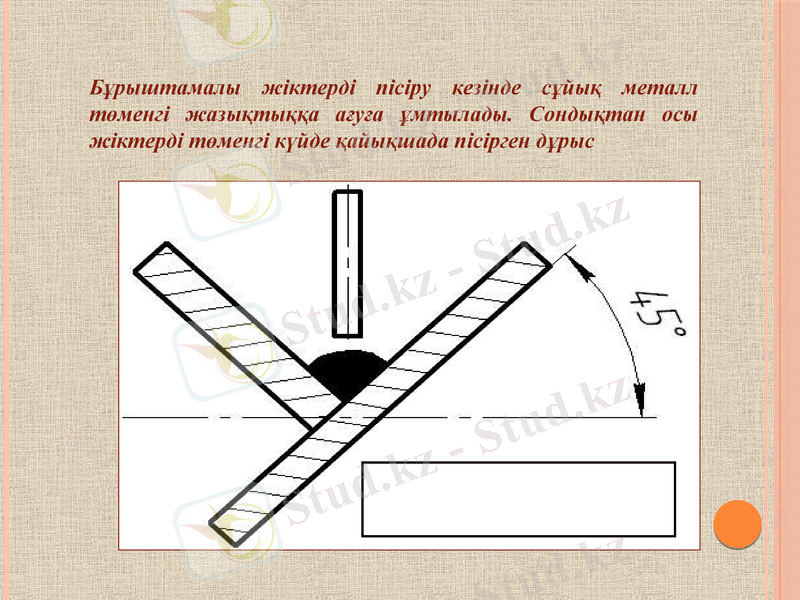
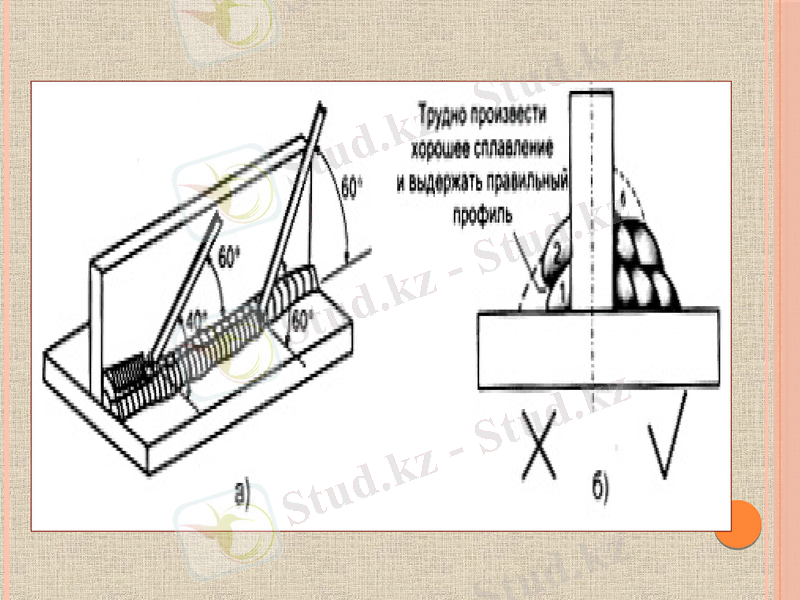
Бұрыштамалы жіктерді пісіру кезінде сұйық металл төменгі жазықтыққа ағуға ұмтылады. Сондықтан осы жіктерді төменгі күйде қайықшада пісірген дұрыс
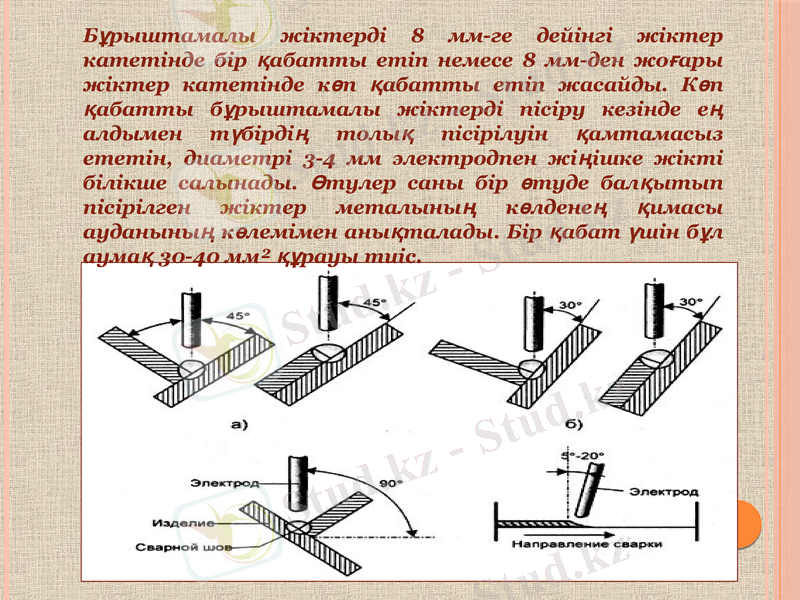
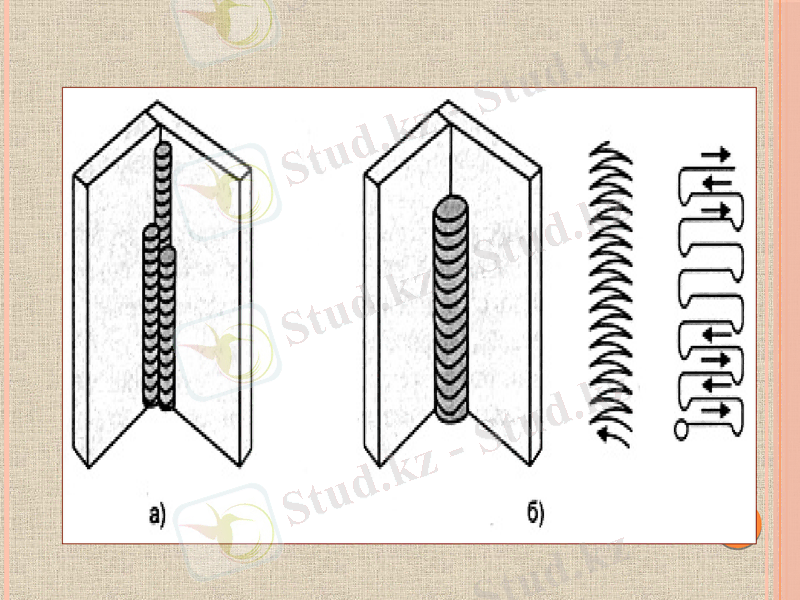
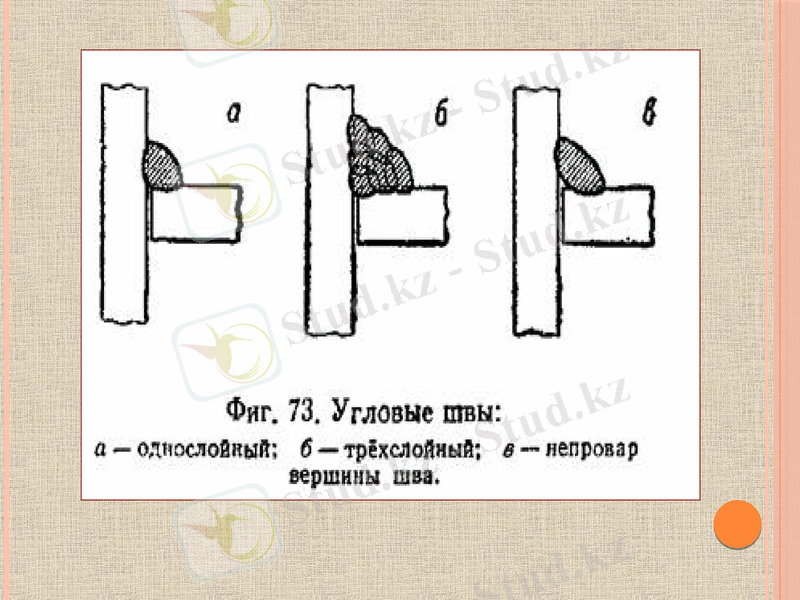
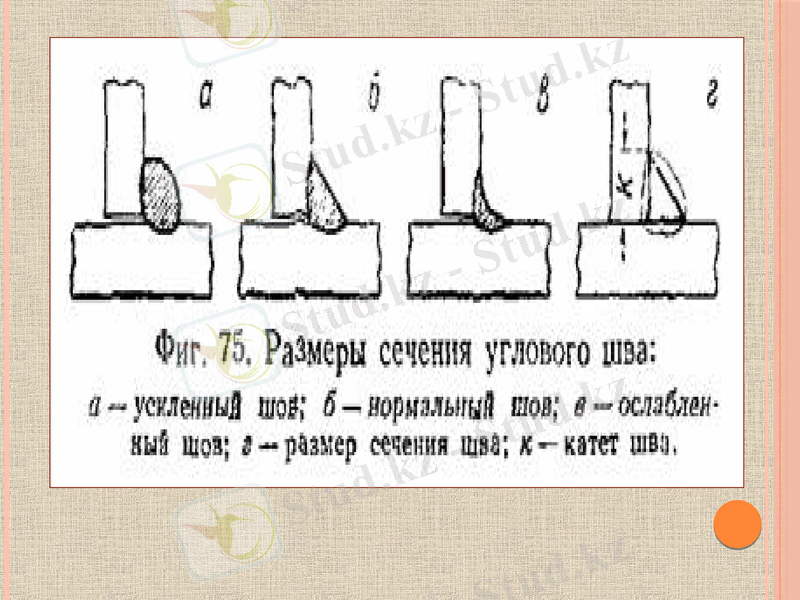
Бұрыштамалы жіктерді 8 мм-ге дейінгі жіктер катетінде бір қабатты етіп немесе 8 мм-ден жоғары жіктер катетінде көп қабатты етіп жасайды. Көп қабатты бұрыштамалы жіктерді пісіру кезінде ең алдымен түбірдің толық пісірілуін қамтамасыз ететін, диаметрі 3-4 мм электродпен жіңішке жікті білікше салынады. Өтулер саны бір өтуде балқытып пісірілген жіктер металының көлденең қимасы ауданының көлемімен анықталады. Бір қабат үшін бұл аумақ 30-40 мм² құрауы тиіс.
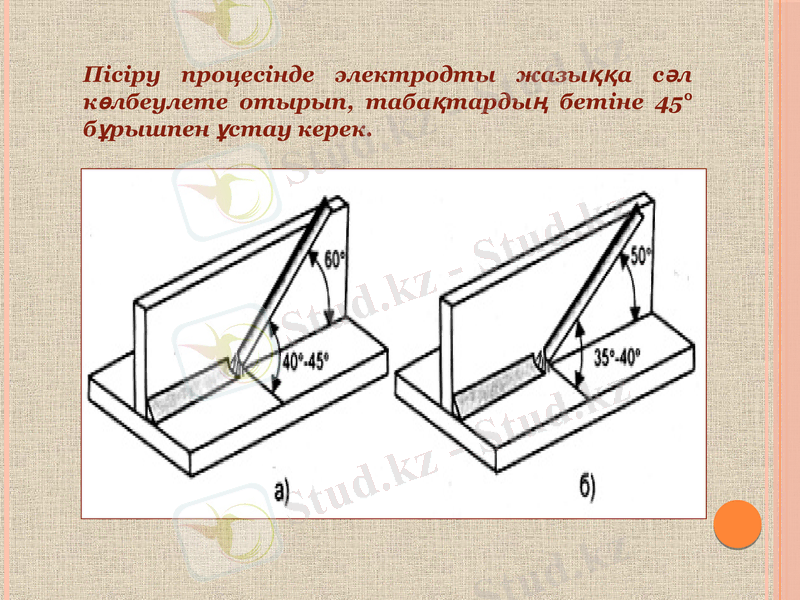
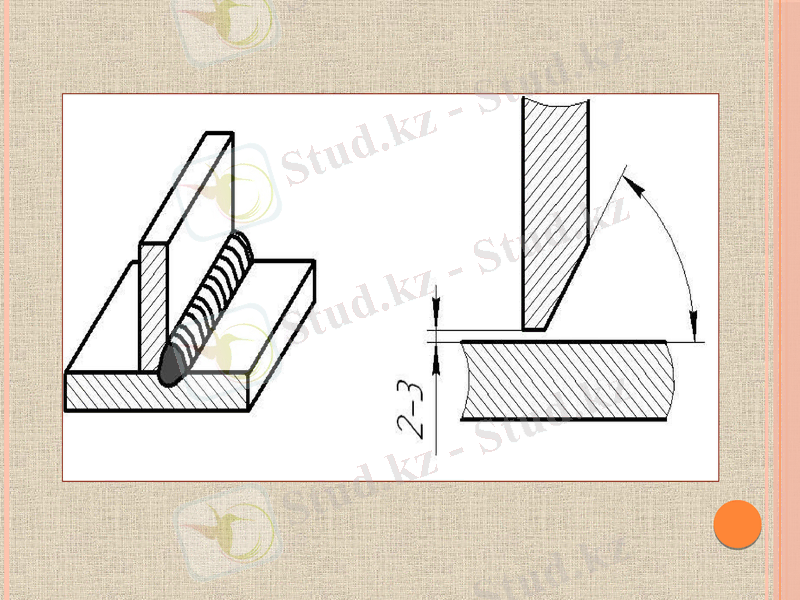
Пісіру процесінде электродты жазыққа сәл көлбеулете отырып, табақтардың бетіне 45° бұрышпен ұстау керек.

ТІГІС ТҮРЛЕРІ

Жиектері қиғашталмаған бұрыштық жіктерді
қолмен доғалық пісірудің үлгілік режимдері
Жіктер катеті, мм
Өтулер
(білікше-лер) саны
Электродтың диаметрі, мм
Ток, А
Пісіру өнімділігі
м/сағ.
3
1
4
-
180
-
14
6
2
5
-
230
-
12
10
3
5
5
240
260
5
161
4
5
6
270
360
2, 5
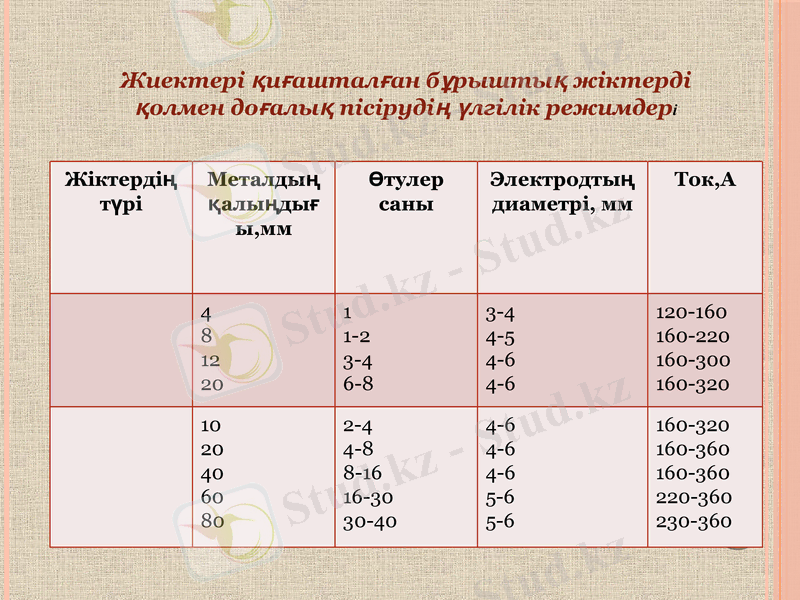
Жиектері қиғашталған бұрыштық жіктерді
қолмен доғалық пісірудің үлгілік режимдері
Жіктердің түрі
Металдың қалыңдығы, мм
Өтулер саны
Электродтың диаметрі, мм
Ток, А
4
8
12
20
1
1-2
3-4
6-8
3-4
4-5
4-6
4-6
120-160
160-220
160-300
160-320
10
20
40
60
80
2-4
4-8
8-16
16-30
30-40
4-6
4-6
4-6
5-6
5-6
160-320
160-360
160-360
220-360
230-360
Жаңа сабақты бекіту:
Жіктерінің катеті 3 мм болатын қиғашталмаған бұрыштық жіктерді қолмен доғалық пісіруде электродтың диаметрі қанша мм болу керек?
Жіктерінің катеті 10 мм болатын қиғашталмаған бұрыштық жіктерді қолмен доғалық пісіруде электродтың диаметрі қанша мм болу керек және өтулер саны нешеу?
Жіктерінің катеті 16 мм болатын қиғашталмаған бұрыштық жіктерді қолмен доғалық пісіруде электродтың диаметрі қанша мм болу керек және тоқ неше ампер болады?
Жиектері қиғашталған бұрыштық жіктерді қолмен доғалық пісіруде металдың қалындығы 4 мм болғанда электродтың диаметрі қанша болу керек?
Жиектері қиғашталған бұрыштық жіктерді қолмен доғалық пісіруде металдың қалындығы 8 мм, электродтың диаметрі 4-5 мм болғанда ток неше ампер болу керек?
Үй тапсырмасы:
Бұрыштамалы жіктерді пісіру сызбасын сызу.
НАЗАРЛАРЫҢЫЗҒА РАХМЕТ!
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz