Құю өндірісінің технологиясы және қалып жасаудың әдістері

Құю өндірісі
Жоспары:
I. Кіріспе
II. Негізгі бөлім
Үлгі, өзекше жəне опока жасау
Өзекше жасауға арналған қоспалар
Қалып жасау
Құйманың кемшіліктері жəне оларды жою жолдары
Құюдың ерекше түрлері
Қабықты қалыптарға құю
ІІІ. Қорытынды
IV. Пайдаланылған әдебиеттер
Құю өндірсінде қара жəне түсті металдар мен олардың қорытпаларын арнаулы қалыптарда құю арқылы құймалар алынады.
Құйма жасау үшін балқытылған металл ішкі кеңістігінің түрі жасалынатын бұйымның сыртқы түріне сəйкес етіп жасалған қалыпқа құйылады. Металл қалыпта тұрып салқындағаннан кейін түрі қалыптың ішкі кеңістігіне ұксас құймаға айналады.
Құю өндірісі

Үлгі жасау
Белгілі формалы деталь құю үшін сол детальдың алдымен үлгілері жасалады. Үлгі жасау үшін: үлгі плитасы, өзекше, жəшіктері, опока, үлгінің өзі жабдықтар пайдаланылады. Үлгінің сыртқы көрінісі құйманың формасына ұқсас, өлшемдері құйма өлшемдерінен артық болады. Үлгінің өлшемдері металдың отыру коэффициенті мен құйылған құйманы механикалық өңдеуден өткізуге арнап қалдыратын сапасының шамасына байланысты есептелінеді.

Төменде құйма құюдың технологиялық сызбасы көрсетілген:

Үлгі, өзекше жəне опока жасау
1 - сурет. Деталь сызбасы (а), ажырайтын үлгі (б), өзекше жәшігі (в) және құю жүйесінің үлгілері (г) :
1, 2 - жоғарғы жне төменгі жарты үлгілері; 3 - өзекше жәшігі;
4 - өзекше; 5 - төлкелер; 6 - тиектер; 7 - арнаның үлгісі; 8 - шлакұстағыштың үлгісі; 9 - қоректендіргіштің үлгілері; 10 - выпордың үлгісі
Опока дегеніміз - қоспаны салып, қалып жасауға арналған рамка. Құю қалыптары бір немесе екі опокалы етіп жасалуы мүмкін, көбінесе, екі опокалы етіп жасалады. Опока ағаш, шойын, болат жəне түсті металдар қорытпаларынан жасалады. Ағаштан жасалған опокалар аз сериялы құю өнімдерін алу үшін, ал металдан жасалған опокалар көп сериялы құю өнімдерін алу үшін пайдаланылады.

Өзекше жасауға арналған қоспалар
Қоспа дайындайтын магнитті сеператор
Қалып, өзекше қоспаларын дайындау. Кұйылатын құйманың түріне байланысты құю өндірісінде бір тонна құймаға 2, 5-6м3 қайталама қалып, өзекше қоспалары мен
600-2000 кг таза қалып қоспасы жұмсалады. Сондықтан қалып өзекше қоспаларын дайындау құю өндірісінің жауапты кезеңдерінің біріне жатады. Қалып қоспасын дайындау үдерісі үш кезеңнен тұрады.
Ескі қайталама қалып қоспасын өңдеу.
Жаңа қалып қоспасын өндеу.
Дайындалған ескі (қайталама) жəне жаңа қоспалардан қалып қоспасын жасау.
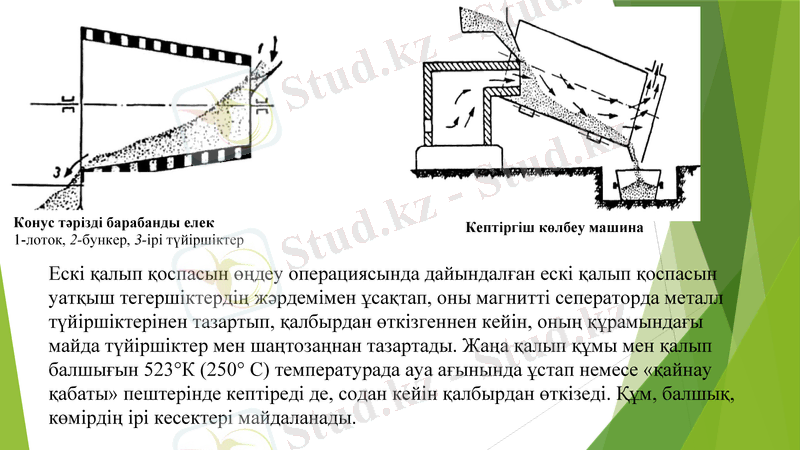
Конус тəрізді барабанды елек
1-лоток, 2-бункер, 3-ірі түйіршіктер
Кептіргіш көлбеу машина
Ескі қалып қоспасын өңдеу операциясында дайындалған ескі қалып қоспасын уатқыш тегершіктердің жəрдемімен ұсақтап, оны магнитті сеператорда металл түйіршіктерінен тазартып, қалбырдан өткізгеннен кейін, оның құрамындағы майда түйіршіктер мен шаңтозаңнан тазартады. Жаңа қалып құмы мен қалып балшығын 523°К (250° С) температурада ауа ағынында ұстап немесе «қайнау қабаты» пештерінде кептіреді де, содан кейін қалбырдан өткізеді. Құм, балшық, көмірдің ірі кесектері майдаланады.
Қалып жасау
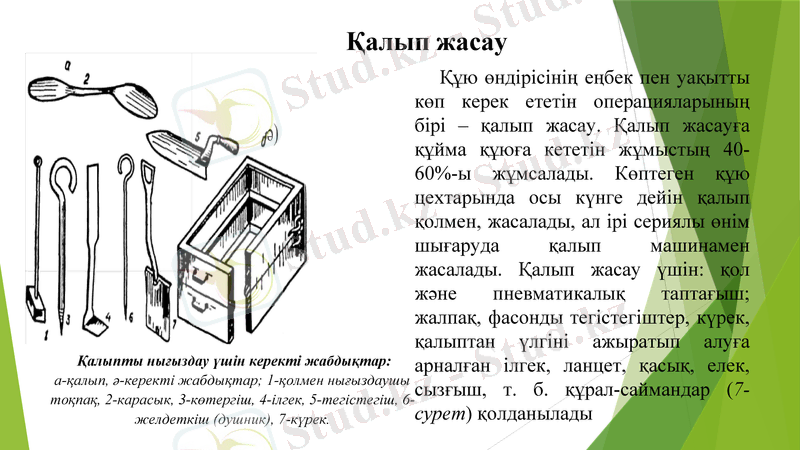
Қалыпты нығыздау үшін керекті жабдықтар:
a-қалып, ə-керекті жабдықтар; 1-қолмен нығыздаушы тоқпақ, 2-карасык, 3-көтергіш, 4-ілгек, 5-тегістегіш, 6-желдеткіш (душник), 7-күрек.
Құю өндірісінің еңбек пен уақытты көп керек ететін операцияларының бірі - қалып жасау. Қалып жасауға құйма құюға кететін жұмыстың 40-60%-ы жұмсалады. Көптеген құю цехтарында осы күнге дейін қалып қолмен, жасалады, ал ірі сериялы өнім шығаруда қалып машинамен жасалады. Қалып жасау үшін: қол жəне пневматикалық таптағыш; жалпақ, фасонды тегістегіштер, күрек, қалыптан үлгіні ажыратып алуға арналған ілгек, ланцет, қасық, елек, сызғыш, т. б. құрал-саймандар (7-сурет) қолданылады
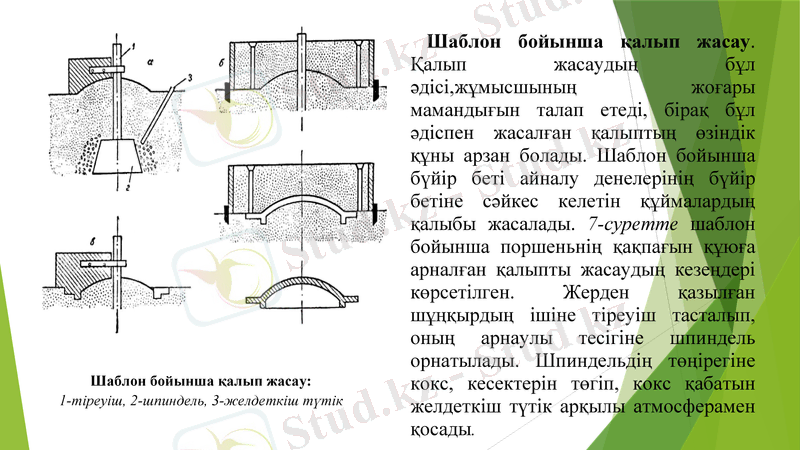
Шаблон бойынша қалып жасау:
1-тіреуіш, 2-шпиндель, 3-желдеткіш түтік
Шаблон бойынша қалып жасау. Қалып жасаудың бұл əдісі, жұмысшының жоғары мамандығын талап етеді, бірақ бұл əдіспен жасалған қалыптың өзіндік құны арзан болады. Шаблон бойынша бүйір беті айналу денелерінің бүйір бетіне сəйкес келетін құймалардың қалыбы жасалады. 7-суретте шаблон бойынша поршеньнің қақпағын құюға арналған қалыпты жасаудың кезеңдері көрсетілген. Жерден қазылған шұңқырдың ішіне тіреуіш тасталып, оның арнаулы тесігіне шпиндель орнатылады. Шпиндельдің төңірегіне кокс, кесектерін төгіп, кокс қабатын желдеткіш түтік арқылы атмосферамен қосады.
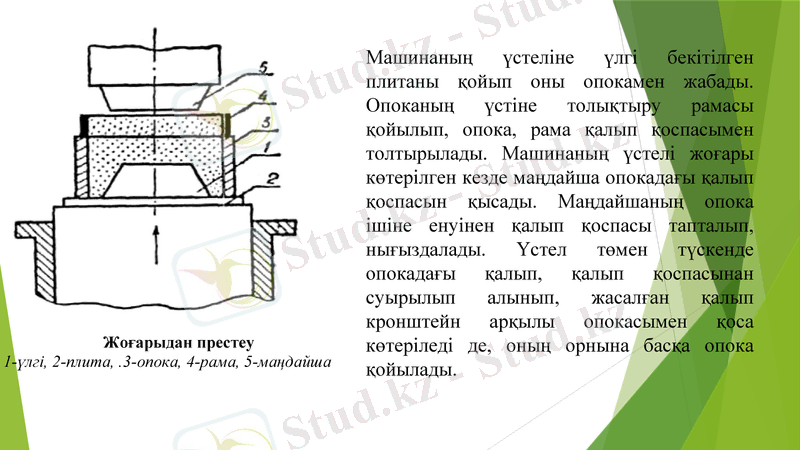
Жоғарыдан престеу
1-үлгі, 2-плита, . 3-опока, 4-рама, 5-маңдайша
Машинаның үстеліне үлгі бекітілген плитаны қойып оны опокамен жабады. Опоканың үстіне толықтыру рамасы қойылып, опока, рама қалып қоспасымен толтырылады. Машинаның үстелі жоғары көтерілген кезде маңдайша опокадағы қалып қоспасын қысады. Маңдайшаның опока ішіне енуінен қалып қоспасы тапталып, нығыздалады. Үстел төмен түскенде опокадағы қалып, қалып қоспасынан суырылып алынып, жасалған қалып кронштейн арқылы опокасымен қоса көтеріледі де, оның орнына басқа опока қойылады.

Вибрациялық машинаның нобайы:
1-рама, 2-теңестірілмеген салмақ, 3-пружина,
4-қалып
9-суретте құйманы қалыптан ажырататын вибрациялық машинаның нобайы көрсетілген. Көлденең қойылған балкаға опоканы ілуге арналған ілгегі бар екі вибратор бекітілген. Сығылған ауа вибратордың плунтеріне барып, оны жəне онымен жалғастырылған опоканы сілкиді. Осы кезде опокадағы қалып бұзылып, құйма қалыптан бөлінеді. Бөлінген шаң, газ, жылу ауа сорғыш машиналар арқылы цехтан сорылып алынады. Құйманың бөлінбей қалған өзекшелері машина немесе жоғары қысымдағы су арқылы бөлінеді.
Құйманы өңдеу
Құйманың кемшіліктері жəне оларды жою жолдары
Құйманың кемшілігін:
Отыру, шлак, газ қуыстарының пайда болуы;
Температураның өзгеруінен сызаттардың пайда болуы;
Құйманың бетінде кемшіліктердің (тотығу, қалып қоспасының күйіп, құйманың бетіне жабысуы т. с. с. ) болуы;
Құйма өлшемдерінің сызбада көрсетілген өлшемдерге сəйкес келмеуі (құйманың қалыпты толық толтырмауы, қисайып, бүлінуі т. б. ) ;
Құйманың химиялық құрамы, макро-, микроструктурасымен механикалық қасиеттерінің Мемлекеттік стандартқа немесе техникалық талаптарға сəйкес келмеуі деп бес топқа бөлуге болады.

Құюдың ерекше түрлері
Металды қалыпқа құю.
1-орталық өзек, 2-итергіш.
Кокильді құю əдісінің:
еңбек өнімділігінің жоғары болуы;
құйма өлшемдерінің дəлдігі жоғары болғандықтан, механикалық өңдеуге қалдырылатын запасы мөлшерінің аз болуы;
құйманың суыну жылдамдығы жоғары болғандықтан, оның сапасының артық болуы;
құю жүйесіне жұмсалатын металл шығынының аз болуы; қалып, өзекше қоспалары мен оларды дайындайтын машиналарды керек етпейтіндігі;
қалыптың құйманың бетіне күйіп жабысуы, құйманың металл емес заттармен былғануы азаятындығы;
құйылған құйманың өзіндік құнының арзан болуы; құю өндірісі-нің тазалығын арттыруға мүмкіндік беретіндігі сияқты артықшылықтары бар.

Қысыммен құю
Қысым арқылы құю машиналары металға қысым түсіру əдісіне байланысты поршеньді жəне компрессорлы машиналар болып екіге бөлінеді.
Түсті металдан майда құймалар құюда қолмен жұмыс істейтін ыстық камералы поршеньді машиналар қолданылады. 11-суретте балқу температурасы 450° С-қа дейін баратын металдарды құятын ыстық камералы поршеньді машинаның нобайы көрсетілген.
Қысым аркылы құятын камералы поршеньді машинаның нобайы:
1- балқығаи металл. 2- поршень,
3- қалып, 4 - қалып толтырушы металл

Компрессорлық құю машинасының нобайы:
1-қалып, 2-мундштук, 3-сопло, 4-ауа клапаны, 5-қысу камерасы, 6-шойын қазан
12-суретте қозғалмайтын қысу камерасы бар компрессорлы құю машинасының нобайы көрсетілген. Мундштук арқылы қысу камерасына металл шойын қазаннан өздігінен түседі.
Сонан кейін шарнирлі жетектің көмегімен қысу камерасы (5) көтеріліп, мундштук қалыптың тесігіне дəл келтіріледі. Ал қысу камерасының екінші аузы (сопло) ауа клапанымен беттеседі. Клапан арқылы қысылған (35-50 атм қысымда) ауа берілгенде, металл қысу камерасынан қалыпқа ұмтылады да, оны толтырады. Ауа беру тоқталған кезде, қысу камерасы төмен түседі де, металмен қайта толады; бұдан соң форма ашылады да, құйылған бұйым итеріліп шығарылады. Осыдан кейін операция қайта басталады. Машинаның күндік өнімділігі - 60-500 құйма.

Қабықты қалыптарға құю
Қабықша қалыптарды жасау
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz