Машина жасау технологиялары: даму ережелері, өндіріс түрлері және негізгі ұғымдар

Лекция №1.
Машина жасау технологияларын дамыту туралы жалпы ережелер мен қысқаша ақпарат. Өндіріс түрлері.
1. 1 Глоссарий
Машина жасау - бұл әртүрлі функционалдық мақсаттағы машиналарды өндірудің басты мақсаты болып табылатын салалардың кешені.
Процестің бастапқы өнімі - табиғат объектілері, шикізат немесе жартылай фабрикаттар.
Шикізат - еңбектің өндірісі немесе шығарылуы туралы күш жұмсалған еңбектің мәні.
Жартылай фабрикат - өңделген шикізат, бірақ дайын өнім ретінде тұтынуға болмайды.
Өнімдер-шикізат, жартылай фабрикаттар, өндірілген материалдық және мәдени тауарлар немесе өндірістік сипаттағы аяқталған жұмыстар түріндегі өндірістің нәтижесі болып табылады.
Машинаның сапасы - оның қызмет көрсету мақсатын, орындау қабілетін анықтайтын қасиеттерінің үйлесімі.
Құрал-жабдықтар-жұмыс құралдарын, машина бөлшектерін және құрастыру қондырғыларын жасау үшін пайдаланылатын машинаның атқарушы органы немесе еңбек құралы болып табылады.
1. 2Негізгі теориялық материал
Лекция материалдары
«Машина жасау технологиясының негіздері» 1 модулі бойынша ғылыми және теориялық білімдердің негіздері «Ауылшаруашылық техника технологиясы» (1 бөлім) [1] және «Инженерлік технологиялар» (1 бөлім) дәріс материалында жарияланады [2-4] .
Дәріс жоспары 1
1. 1 Анықтамалар және негізгі ұғымдар
Табиғатта адам тікелей өзгеріссіз қолдануға болатын объектілер өте аз. Сондықтан адам табиғат объектілерін олардың қажеттіліктерін қанағаттандыру үшін бейімдеуі керек.
Қазіргі қоғам әртүрлі машиналардың көмегімен табиғат объектілерін түрлендіруге ұмтылады.
Адамзат қоғамы өнімнің жаңа, жоғары тиімді түрлеріне қажеттілікті үнемі сезініп отырады, сонымен қатар, игерілген өнімдерді жасауда еңбек шығынын азайтады. Бұл қажеттіліктер жаңа технологиялық процестер мен машиналар арқылы орындалады. Осылайша, жаңа машина жасауды ынталандыру әрқашан озық технологиялық процесс болып табылады.
Машина талап етілетін сапаға ие болғанда пайдалы және адамдар мен қоғамның қажеттіліктерін қанағаттандыра алады.
Адамзат қоғамының өміріндегі еңбек ресурстары ең жоғары құндылық болып табылады.
Машинаны жасау барысында екі міндет қойылады:
жоғары сапалы машина алу;
машинаны жасау кезінде аз еңбек күшін жұмсау.
Жаңа машина дизайны өндірістегі технологиялық процесті дамытуда туындайды, оның қажеттілігі де туындайды. Бұл идея өзінің ресми мақсатын рәсімдеуде көрініс тапты, ол жобаланған машина үшін негізгі құжат болып табылады.
Машинаны жасау процесі екі кезеңді қамтиды:
машинаны жобалау;
машина жасау.
Жобалау нәтижесінде машинаның конструкторлық құжаттары пайда болады. Өндіріс нәтижесінде өндіріс процесі арқылы машина пайда болады.
Екінші кезең - машина жасау технологиясының негізгі міндетін қамтиды. Машина жасау диаграмма түрінде ұсынылған (1-сурет) . Машинаны дайындау түрлі металл өңдеу әдістерін қолдануды қамтиды.

1-сурет -машинаны жасау схемасы
Шығыс Еуропадағы металл өңдеу хронологиясы:
X ғасырда. Ресейлік қолөнершілер жоғары технологиялық қару-жарақ, тұрмыстық заттар және т. б. пайдаланды.
XII ғасырда. Ресейлік қару-жарақшылар бұрғылау және бұрғылау қондырғыларын қол күшімен және құралды немесе доңғалақтың айналмалы қозғалысын пайдаланды;
XIV - XVI ғасырларда. жел диірменмен басқарылатын бұрғылау және бұрғылау қондырғылары;
XVI ғасырда. Окадағы және Туладағы Павлово кентінде металл өңдеу өнеркәсібі болды;
А. Н. Нартов (1718 - 1725 жж. ) шнур үшін механикалық тірек құрастырды;
M. В. Сидоров (1714 ж. ) - Тула Армиясының зауытында бөренелерді бұрғылау үшін «суда жұмыс жасайтын» машиналар құрастырды;
Яков Батищев-24 мылтық баррелін бір мезгілде бұрғылау үшін машина жасады;
М. В. Ломоносов (1711-1765 жж. ) -лоботокарналарды, сфералық бұрғылау және тегістеу машиналарын жасады;
И. И. Ползунов (1728-1764 жж. ) -бу қазандарының бөлшектерін өңдеу үшін цилиндрлі-дрейфті және басқа да машиналарды жасады;
И. П. Кулибин (1735-1818 жж. ) -сағаттық тетіктердің механизмдеріне арналған машиналарды жасады;
XIX ғасырдың аяғы мен XX ғасырдың басында. Кейбір кәсіпорындарда жұмыс сызбаларында бөліктерді шығаруға рұқсат беріле бастады.
Машина жасау технологиясының ғылым саласы ретінде пайда болуы әртүрлі әзірлемелер мен процестің өндірістік тәжірибесін сипаттайтын жұмыстардың пайда болуымен байланысты.
Технология туралы ереже алғаш рет 1804 жылы академик В. М. Севериннің «Технология - қолөнер өндірісінің және зауыттар туралы ғылым»деген еңбегінің негізінде қалыптасты.
1817 жылы өндіріс тәжірибесі профессор И. А. Двигубский «Технологияның бастапқы негіздері немесе зауыттар мен зауыттардағы жұмыс туралы қысқаша сипаттама» кітабында жазылған.
И. А. Тиме (1838-1920 жж. ) Алғашқы жұмысы «Машина жасау негіздері. 1885 жылы жарық көрген «Техникалық-экономикалық негізде машина жасау зауыттарын ұйымдастыру және оларда жұмыс жасау»
Содан кейін А. П. Гавриленко (1861-1914) «Металдар технологиясы» курсын жасады.
Кейінгі кезде тәжірибені жинақтау туралы ғана емес, жалпы тәуелділіктер мен үлгілерді анықтайтын еңбектер шықты.
1930-1932 жылдары А. П. Соколовский машина жасау технологиясы бойынша алғашқы жұмысын жариялады.
1933 жылы А. Каширин Б. С. Балакшиннің «Технологиялық процесстерді жобалау негіздері» және «Өлшеу тізбектерінің теориясы» атты жұмыстары пайда болды.
1935 жылы - В. М. Кован мен Н. Борочаев өндірістің сапасы мен дәлдігін талдаумен айналысатын «Автомобиль жасау технологиясы» туралы еңбектері жарияланды.
1936 жылы К. Вотинов металл кесетін станоктарға қатысты қаттылықты зерттеді. А. Ж. Зыков пен А. Б. Яхиннің жұмыстары өңдеу кезінде қателердің себептерін талдауды бастады.
1959 жылы В. М. Кован жәрдемақы есептеу әдісін әзірледі.
Машина жасау технологиясы саласындағы зерттеулерді Л. Глейзер, В. С. Корсаков, И. М. Колесов, Д. В. Чарнко және т. б. жалғастырды.
Машина жасау технологиясы ғылым ретінде оны дамытудағы бірнеше кезеңдерден өтті. А. А. Маталин, машина жасау технологиясы бойынша оқулықтардың бірінің авторы, төрт кезеңді анықтады.
Бірінші кезең (1929-1930 жж. дейін) өндіріс машиналарында отандық және шетелдік өндіріс тәжірибелерінің жинақталуымен сипатталады. Түрлі бөліктерді, пайдаланылған жабдықтар мен құралдарды өңдеу сипаттамасы жарияланды. Елдің ведомстволық жобалау ұйымдарының жетекші және реттеуші материалдары жарияланды.
Екінші кезең (1930-1941 жж. ) Жинақталған өндірістік тәжірибені жинақтау және жүйелендіру және технологиялық процестерді құруға арналған жалпы ғылыми қағидаларды әзірлеудің басталуымен сипатталады.
Үшінші кезең (1941-1970) машина жасау технологияларын қарқынды дамыту, жаңа технологиялық идеяларды дамыту және технологиялық ғылымның ғылыми негіздерін қалыптастыру арқылы сипатталады.
Төртінші кезең - 1970 жылдан бастап қазіргі уақытқа дейін машина жасау технологиясының теориялық мәселелері мен практикалық мәселелерін шешу үшін іргелі және жалпы машина жасау технологиясының жетістіктерін кеңінен қолдану.
Машина жасау технологиясының қазіргі жағдайы машина жасау өндірісінің өндірістік процестеріндегі өзара қарым-қатынас моделін зерттейтін техникалық ғылым саласы болып табылады.
Кез-келген машина дизайны- интерфейстердің бірнеше типтері мен байланыстар жиынтығының күрделі кеңістіктік жүйесі болып табылады; Біріншіден, материалдардың қасиеттері, екіншіден, өлшемдік.
Мұндай қарым-қатынас жүйесін жүзеге асыру үшін өндірістік процестер жасалды және жүзеге асырылды, бұлар қарым-қатынастың ұштасқан жиынтығын құрайды:
-материалдық қасиеттері (өндірісте автомобильде аналогиялық байланыстар жасау үшін қажет) ;
-өлшемдік (нақты ұштасқан байланыстарды қамтамасыз ету үшін) ;
-ақпараттық (өндірістік процесті басқару үшін) ;
-уақытша және экономикалық (өндіріс процесі мерзімсіз және материалдық-техникалық жұмыссыз жүзеге асырыла алмайды) .
Жоғарыда айтылғандарға байланысты машина жасау екі жүйені қалыптастырады:
- машинаның құрылысы және оның механизмдері;
-өндірістік үдерістер мен өндіріс процесі.
2. 1 Глоссарий
Бөлшек - өнім, жинау операцияларын пайдаланбай (мысалы, гайкамен, білікпен, тісті дөңгелекпен, қалыпталған корпуста және т. б. ) бірыңғай материалдан жасалған өнім болып табылады.
Жинақтау блогы (түйін) -жинақтау операциялары кезінде компоненттері бір-бірімен байланысуы тиіс өнім (мысалы, беріліс, артқы ось, суппорт, басы және басқа бұрандалар, бұрамалау, желімдеу, дәнекерлеу және т. б. ) ) .
Дайындама - бұл бөлшек жасау үшін қолданылатын өнім.
Өндірістік процесс - кәсіпорындағы өнімдерді өндіруге байланысты процестер жиынтығы.
Жұмыс орны - бір немесе одан да көп жұмыс орындаушысы және олармен жабдықталған технологиялық жабдықтың бір бөлігі немесе конвейердің бөлігі, сондай-ақ жабдықтар орналасқан цехтың өндірістік алаңының бөлігі.
Технологиялық үдеріс - өндірістік процестің еңбек объектілерінің өлшемдері, нысаны мен қасиеттерінің мақсатты өзгеруіне және оларды бақылауға байланысты бір бөлігі.
Технологиялық операция - бұл бір жұмыс орнында орындалған технологиялық процестің толыққанды бөлігі.
База - беттік немесе беттік комбинациясының байланысы, өнімге тиесілі пайдаланылатын сызық (ось) немесе нүкте.
Припуск - кесілген бөлшектердің бетінің сапасы мен дәлдігін қамтамасыз ету үшін кесу арқылы өңдеу процесін жүзеге асыру кезінде алынатын материалдың қосымша беткі қабатының қалыңдығы.
Механикалық өңдеудің дәлдігі - өңдеудің нәтижесінде жасалған бөлшектердің сәйкестілік дәрежесі, оның сызбасының өлшемі мен рұқсаты бойынша талаптары.
Беткі қабатының сапасы - оның құрылымына және өндіріс әдісіне байланысты беткі қабаттың, бетінің геометриялық сипаттамалары мен қасиеттерінің жиынтығы.
Бетінің кедір-бұдыры- кедір-бұдырды өлшеу үшін қолданылатын негізгі ұзындығынан кішірек қадаммен біртұтас беткі жағындылар жиынтығы.
2. 2Негізгі теориялық мәлімет
Лекция материалдары
«Машина жасау технологиясының негіздері» 1 модуліндегі теориялық білімдердің негіздері «Ауыл шаруашылық техникасының технологиясы» (1 бөлім) [1] және «Машина жасау технологиясы» (1 бөлім) дәріс материалында баяндалады.
Машина жасаудағы өндірістік және технологиялық үдерістер және олардың сипаттамалары
1. 1 Анықтамалар және негізгі ұғымдар
Машина жасау технологиясы - бөлшектерді өндіру және оларды жинау, машиналары мен механизмдерін жасау процестерін зерттеу.
Өндіріс процесі-шикізат пен жартылай фабрикаттарды өндірістегі машиналар, бөліктер, компоненттер мен машиналар механизмдеріне айналдыруға байланысты жеке процестердің үйлесімі болып табылады.
Қайта өңдеудің технологиялық процесі-белгілі бір дәйектілікпен орындалатын дайындау материалының мөлшерін, пішінін және қасиетін өзгертуге тікелей бағытталған өндірістік процестің бөлігі болып табылады.
Машиналар мен механизмдерді құрастырудың технологиялық процесі құрамдас бөліктердің белгілі бір құрамдас бөліктерге және олар үшін белгіленген техникалық талаптарға толық сәйкес келетін өнімдерге байланысты өндірістік процестің бөлігі болып табылады.
Технологиялық процесс жұмыс орнында жүзеге асырылады.
Жұмыс орны - бұл бөлшектерді, механизмдерді және тұтастай алғанда машинаны жасау бойынша жұмыстардың сипаты мен деңгейіне сәйкес жабдықталған өндірістік алаңның бөлімі.
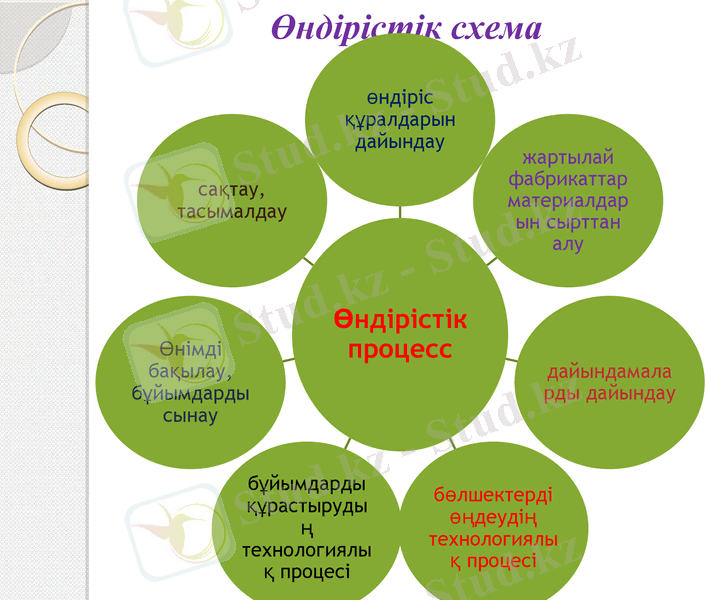
Өндірістік схема
Механикалық өңдеудің технологиялық процесі келесі элементтерге бөлінеді:
операция,
орнату,
жағдайы,
көшу,
өтпелі кезең,
қабылдау
Операция- бір қызметкердің немесе жұмысшылардың ұжымымен бір жұмыс орнында бір немесе бірнеше бланкілерді өңдеудің аяқталған бөлігі болып табылады (келесі дайындауға көшкенге дейін) .
Операция өңдеуге тікелей қатысы бар әрекетті және қажетті қосымша әдістерді қамтиды.
2-сурет (а) бір операцияда бір жұмыс орнында (машинада) бірнеше құралдармен дәйекті түрде орындалатын орталық бөлік және бұрғылау схемасын көрсетеді. Егер бұл тесік жеке өңделсе, онда өңдеу біреудің орнына екі операциядан тұрады.
Орнату - дайындамасының орнын тұрақты бекіту арқылы өзгертпей орындалатын операция бөлігі.
2-суретте (b) айналдыру құрылғысын пайдаланып екі жағынан (I және II) дайындамалардың қадамдарын орнатудан өңдеу схемасын көрсетеді.
Екінші жағдайда, осы саңылаулар дәйекті түрде өңделетін кезде, бұрылыс құрылғысы болмаса, кесек бастапқыда I немесе II жағынан өңделеді; онда дайындама қайтадан алынып, айналдырылып, қайтадан бекітіледі, содан кейін екінші жағындағы кесінді өңделеді.
Екінші нұсқада бұл операция екі қондырғыда орындалады.
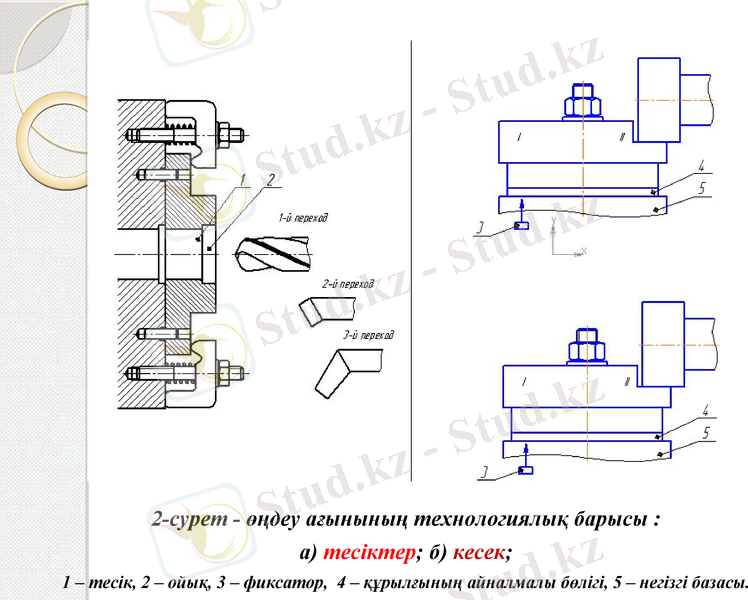
2-сурет - өңдеу ағынының технологиялық барысы :
а) тесіктер; б) кесек;
1 - тесік, 2 - ойық, 3 - фиксатор, 4 - құрылғының айналмалы бөлігі, 5 - негізгі базасы.
Позиция - құрал-жабдыққа қатысты дайындық жағдайын өзгертпестен орындалатын операция бөлігі.
Мысалға, өңдеу кезінде (2-сурет, б) дайындықты өзгертіп, түзетіп, қайтадан орнатып, қайтадан бекітпей, қадамдар екі жағынан да екі бағытта өңделеді.
Көшу -арнайы бір ғана кесу құралы (немесе бірнеше мезгілде жұмыс істейтін құралдар) бір бетті өңдеу кезінде кесу режимін өзгертпестен жүзеге асырылады.
Бөлшектерді ауыстыруды бір немесе бірнеше өту кезінде орындауға болады.
Өтпелі кезең бір өтпелі кезеңде барлық өтпелі металл қабатын алып тастауға мүмкіндік болмаған жағдайда өтетін бөліктерге бөлінеді.
2 суретте көрсетілген (а) суреттегі тесіктерді өңдеу схемасы үш өтпелі кезеңде орындалады: бірінші - тесік 1 бұрғылау, екіншісі - тесік 1, 3-еуі тегістеу.
Өтпелі кезең - өтпелі бөлік, содан кейін тұрақты құрастыру құралы және тұрақты кесу режимі бар металл қабатының алынуы.
Өткізу қабылдау рәсіміне бөлінеді.
Қабылдау - жұмысты орындау үшін немесе оны дайындау барысында қажетті жеке қозғалыстардың толық кезеңі.
2. 2 Машина жасау өндірісінің жіктелуі және олардың қысқаша сипаттамасы
Өнімнің жіктелуі өндіріс түрі мен типі бойынша жүзеге асырылады.
Өндіріс түрі - өндірістің қолданылатын әдісінің белгісі, мысалы құю, дәнекерлеу, жылу белгілерімен анықталған өнімнің жіктелім санаты.
Өндіріс типі - номенклатураның ендігі, тұрақтылығы, тұрақтылығы және шығарылым көлемі негізінде бөлінген өнімнің жіктеу санаты.
Өндірістің келесі түрлері бар: бірыңғай, жиынтық және жаппай.
Жиынтық өндіріс, өз кезегінде, шағын, орта, ірі көлемге бөлінеді.
Өндіріс түрінің сандық көрсеткіші - жоспарланған кезең ішінде бір жұмыс орнына тағайындалған бір немесе бірнеше бланкілерді өңдеу бойынша әртүрлі операциялардың санын анықтайтын операцияның (ГОСТ 14. 004-81) шоғырландыру нормасы:
К ЗО = NО /Р,
мұнда, NО операция саны; Р -жұмыс орын саны,
онда әртүрлі операциялар орындалады.
Өндіріс түрлері 1-кестеде келтірілген операцияларды шоғырландыру коэффициенттерінің мәндеріне сәйкес келеді.
Өндірістің түрі жылдық 2-кестені пайдалана отырып, жылдық өндіріспен және бөліктердің массасымен анықталуы мүмкін.
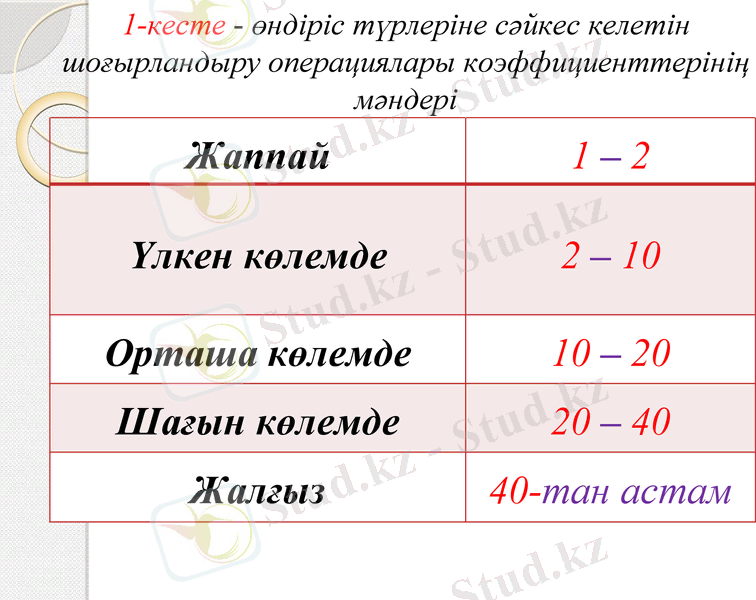
1-кесте - өндіріс түрлеріне сәйкес келетін шоғырландыру операциялары коэффициенттерінің мәндері
Жаппай
1 - 2
Үлкен көлемде
2 - 10
Орташа көлемде
10 - 20
Шағын көлемде
20 - 40
Жалғыз
40-тан астам
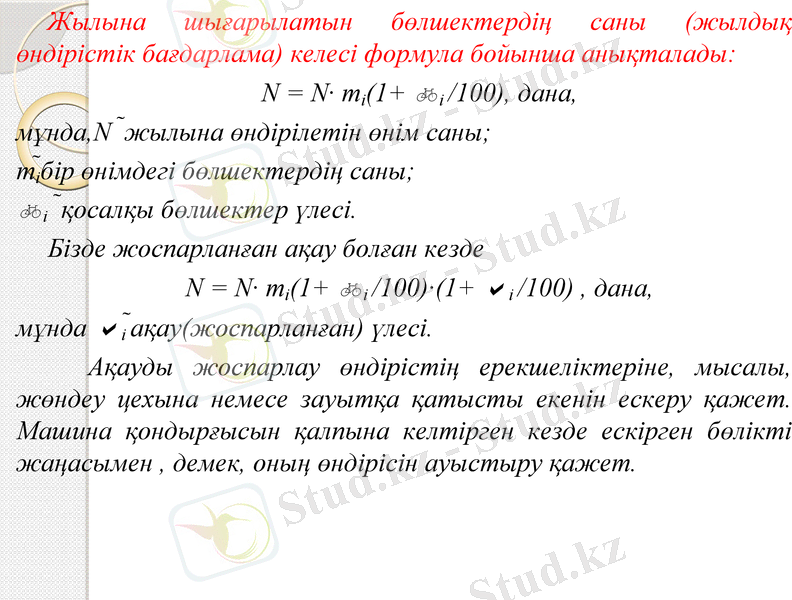
Жылына шығарылатын бөлшектердің саны (жылдық өндірістік бағдарлама) келесі формула бойынша анықталады:
N = N· mi(1+ i /100), дана,
мұнда, N жылына өндірілетін өнім саны;
miбір өнімдегі бөлшектердің саны;
i қосалқы бөлшектер үлесі.
Бізде жоспарланған ақау болған кезде
N = N· mi(1+ i /100) ·(1+ i /100) , дана,
мұнда i ақау(жоспарланған) үлесі.
Ақауды жоспарлау өндірістің ерекшеліктеріне, мысалы, жөндеу цехына немесе зауытқа қатысты екенін ескеру қажет. Машина қондырғысын қалпына келтірген кезде ескірген бөлікті жаңасымен, демек, оның өндірісін ауыстыру қажет.
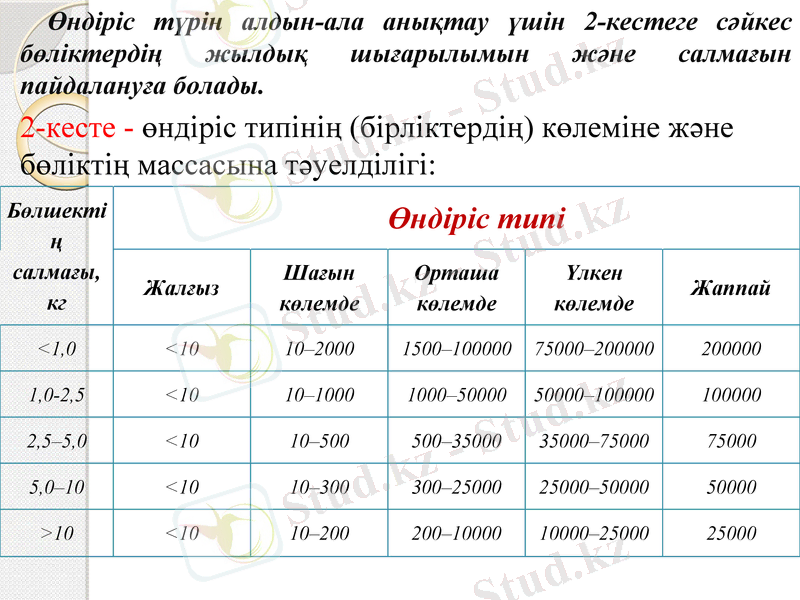
Өндіріс түрін алдын-ала анықтау үшін 2-кестеге сәйкес бөліктердің жылдық шығарылымын және салмағын пайдалануға болады.
2-кесте - өндіріс типінің (бірліктердің) көлеміне және бөліктің массасына тәуелділігі:
Бөлшектің салмағы, кг
Өндіріс типі
Жалғыз
Шағын көлемде
Орташа көлемде
Үлкен көлемде
Жаппай
<1, 0
<10
10-2000
1500-1
75000-2
2
1, 0-2, 5
<10
10-1000
1000-5
5-1
1
2, 5-5, 0
<10
10-500
500-35000
35000-75000
75000
5, 0-10
<10
10-300
300-25000
25000-5
5
>10
<10
10-200
200-1
1-25000
25000
Жалғыз көлемде бір өндірісте өндірілген өнімнің кең ауқымы және олардың аз мөлшерде шығарылуы .
Құрылғыны әмбебап шығару әмбебап болып табылады және әмбебап жабдықтарды пайдаланумен, сондай-ақ стандартталған кесу, бақылау және өлшеу құралын қолдану арқылы әртүрлі өнім түрлерін қамтиды.
Өндірістің осы түріне арналған бөлшектерді өндірудің технологиялық процесі қабаттастыру операцияларының сипатына ие және бірнеше операцияларды немесе бүкіл бөлікті толық өңдеуді бір машинада жүзеге асырады, бұл концентрация операциялары принципіне сәйкес келеді.
Бір өндірістегі арнайы технологиялық жабдықты пайдалану экономикалық жағынан мүмкін емес және тек ерекше жағдайларда ғана қолданылады. Бір өндірістегі өндірілген өнімнің құны басқаларға қарағанда салыстырмалы түрде жоғары.
Жиынтық өндіріс қайталанатын партияларда шығарылатын өнімдердің шектеулі ауқымымен және өндірістің бір түріне қарағанда үлкен өндіріс көлемімен сипатталады.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz