Макарон өндірісінің технологиясы және негізгі қондырғылар

Макарон шығаратын желілер оларға сиптаттама
Жоспар
Кіріспе
Негізгі бөлім
Макарон өнімдері
Макарон өндірісінің негізгі сатылары
Макарон өндірісінің негізгі сатыларының технологиялық схемасы
Қондырғылары
Қорытынды
Макарон
Макарон өнімдерінің ассортименті 130 астам аттаң тұрады. Ұн сапасы мен бұрышына байланысты А, Б, В топтарына және 1, 2, классқа бөлінеді.
А - қатты бидайдан,
Б -шынылы жұмсақ бидайдан,
В - наубайханалық бидай ұнынан,
1 класс - жоғары сұрып,
2 класс - І сұрып дегенді білдіреді.
Макарон өнімдерінің жіктелуі : Макарон өнімдерін олардың пішіндеріне байланысты 4типке бөледі: түтікше, жіп тәрізді, таспа тәрізді және әр түрлі пішінді. Сонымен бірге әрбір типтегі бұйымдарды ұзындығы, ені немеседиаметрі және басқа көрсеткіштері бойынша көптеген түрлерге жіктейді.
Макарон өнімдерін шығару процесі:
-шикізат пен суды дайындау;
-шикізат пен суды өлшеу;
-қамыр илеу;
-қамырды қысып сығымдау, престеу;
-өнімдерді қалыптау;
-өнімдерді бөлу;
-кептіру;
-тұрақтандыру суыту;
-жіктеу, сорттау және қаптау;
-оларды сақтау процестерінен тұрады.
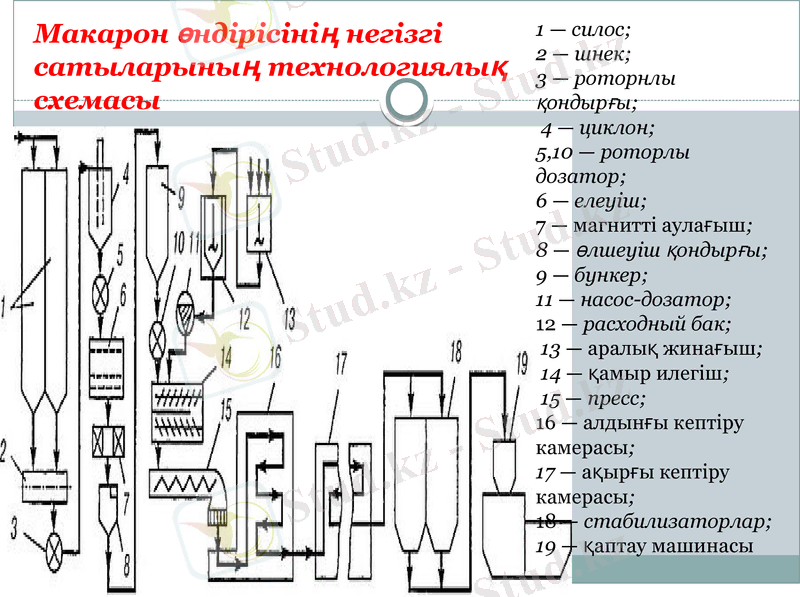
Макарон өндірісінің негізгі сатыларының технологиялық схемасы
1 - силос;
2 - шнек;
3 - роторнлы қондырғы;
4 - циклон;
5, 10 - роторлы дозатор;
6 - елеуіш;
7 - магнитті аулағыш;
8 - өлшеуіш қондырғы;
9 - бункер;
11 - насос-дозатор;
12 - расходный бак;
13 - аралық жинағыш;
14 - қамыр илегіш;
15 - пресс;
16 - алдынғы кептіру камерасы;
17 - ақырғы кептіру камерасы;
18 - стабилизаторлар;
19 - қаптау машинасы

Шикізат пен суды дайындау деп ұнды елеп, суды сүзіп, олардың құрамында болатын басқа түсті заттарды, металл ұнтақтарын бөліп алу, егер керек болса, ұнды 10 0С-ға дейін жылыту, оған қосылатын байытқыш немесе басқа түрлі қоспаларды дайындау және суды жылыту процестерін айтады.
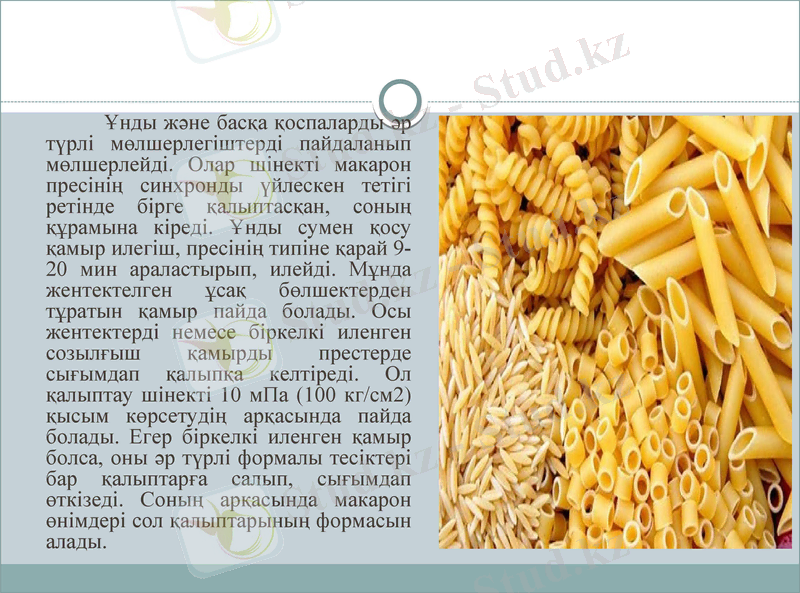
Ұнды және басқа қоспаларды әр түрлі мөлшерлегіштерді пайдаланып мөлшерлейді. Олар шінекті макарон пресінің синхронды үйлескен тетігі ретінде бірге қалыптасқан, соның құрамына кіреді. Ұнды сумен қосу қамыр илегіш, пресінің типіне қарай 9-20 мин араластырып, илейді. Мұнда жентектелген ұсақ бөлшектерден тұратын қамыр пайда болады. Осы жентектерді немесе біркелкі иленген созылғыш қамырды престерде сығымдап қалыпқа келтіреді. Ол қалыптау шінекті 10 мПа (100 кг/см2) қысым көрсетудің арқасында пайда болады. Егер біркелкі иленген қамыр болса, оны әр түрлі формалы тесіктері бар қалыптарға салып, сығымдап өткізеді. Соның арқасында макарон өнімдері сол қалыптарының формасын алады.
Форма берілген заттарды бөлу, оны желдетіп салқындату, кесу және жаймалау немесе іліп кептіруге дайындаудан тұрады. Желдетіп салқындату әдеттегі қондырғыларды қолданып, оның үстіңгі бетін біріне-бірі жабыстайтындай етіп, аздап құрғату, кесу процестерінен тұрады. Мөлшерлеу, араластыру, сығымдау, престеу, форма беру, желдету, қысқа кесілген заттар үшін-кесу, шінекті процестердің арнайы тетіктерінде орындалады. Осы операцияларды орындау тез 20-30 минутта бітуі керек. Макарон заттарын лотокты кассеталарға қолмен жаймалайды, ал қысқа кесілген заттарды әр түрлі жаймалайтын арнайы тетіктерді пайдаланып, кептіретін кеңістіктерде жаймалайды, ал өте ұзын заттарды өздігінен ілетін автоматтар іліп, жайғастырады.
Макаронды кептіру ең жауапты және көп уақытты керек ететін процесс. Ол барлық атқарылатын жұмыстардың 98 пайызын алады. Кептіргіш қондырғы осы фабриканың өндіріс цехінің 2/3 бөлігін алады. Өнімнің беріктігі, оның ішіндегі сынақтар мен қоқымдарының мөлшері осы кептіру процестерінің режиміне байланысты. Макарон өнімдерін артық та, кем де кептіруге болмайды. Кептіргіш қондырғыдан шыққан өнім әрдайым ыстық болады. Сондықтан оны қаптаудың алдында салқындату керек. Макарондар желдету тәсілімен салқындатылса оның беріктігі біраз төмендетсе, оны тұрақтандыру деп атайды. Мұнда дайын өнімдердің ылғалдылығы біркелкіленіп, осы кезде аздап кебу созыла түседі. Қапталған макарондардың ылғалдылығы 13 пайыздан аспау керек. Осы қаптаудың алдында, МЕМСТ 875-69 стандартының талабына сай келмейтін жарамсыз өнімдерді тауып, сауда орнына жіберуге тыйым салады.
Қаптау процесі қол жұмысын көп керек етеді. Сондықтан жұмысшылардың көпшілігі осы жұмыспен айналысады. Макарон өнімдерін картон қораптарға, целлофан және полиэтилен қапшықтарына салмағы 250-ден 1000 г. ға дейін өлшеп, қаптайды. Мұны орысша "фасовка" деп атайды. Олар автомат немесе жартылай автоматтардың көмегімен орындалыды. Ал оларды буып-түю үлкен ыдыстарға салу қолмен орындалады. Осы буып-түйілген зат дайын өнімдер қоймасына жөнелтіледі. Макарон өнімдерінің негізгі шикізаты ұн болып табылады. Макарон өндірісінде өндеу үшін қатты немесе жоғары шынылықты жұмсақ бидайдан алынған қиыршық ұн қолданылады. Байытқыш ретінде көптеген қоспалар қолданылады. Қоспалар белокты құрғақ сүт, ашытқы белогы, соя ұны, жұмыртқа меланжы, клейковина т. б дәмдік шырындар, жеміс және көкөніс ұнтақтары, пасталар және витаминдер, В1 В2, РР болып бөлінеді.
Макарон қамырын дайындауға арналған араластырғыш қондырғылар
Илеу түрі келесі факторларға байланысты:
-құрамы төмен ұнды пайдалану кезінде жұмсақ илеу, ал жабысқақ, созылып жатқан желімтігі жоғары ұнда-қатты илеу қолданылады;
- лоток кассеталарында кептірілетін қысқа кесілген өнімдер мен макарондарды өндіру кезінде кептіру кезінде өнімдердің жабысуын болдырмау үшін қатты немесе орташа илем қолданылады;
- ұзын өнімдерді ілмелі кептіргішпен өндіру кезінде шикі өнімдерге үлкен иілгіштік беру үшін орташа немесе жұмсақ илеу қолданылады, бұл ретте жартылай іріткі немесе нан ұнын пайдалану кезінде қамырдың ылғалдылығы 1 - ге жоғары болуы тиіс . . . Жарманы қолданғаннан 2% жоғары;
- тефлонды ендірмелері бар матрицаларды пайдаланған кезде қамырдың ылғалдылығы кірістірусіз матрицалармен жұмыс істеген кезде қарағанда біршама аз болуы тиіс.
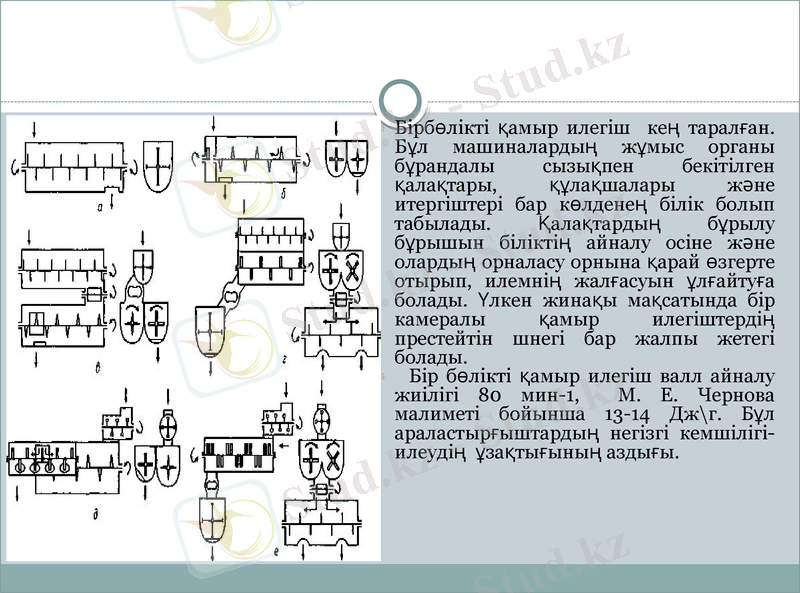
Бірбөлікті қамыр илегіш кең таралған. Бұл машиналардың жұмыс органы бұрандалы сызықпен бекітілген қалақтары, құлақшалары және итергіштері бар көлденең білік болып табылады. Қалақтардың бұрылу бұрышын біліктің айналу осіне және олардың орналасу орнына қарай өзгерте отырып, илемнің жалғасуын ұлғайтуға болады. Үлкен жинақы мақсатында бір камералы қамыр илегіштердің престейтін шнегі бар жалпы жетегі болады.
Бір бөлікті қамыр илегіш валл айналу жиілігі 80 мин-1, М. Е. Чернова малиметі бойынша 13-14 Дж\г. Бұл араластырғыштардың негізгі кемшілігі-илеудің ұзақтығының аздығы.

Бір камералы араластырғыш 1 тот баспайтын болаттан жасалған жұмыс сыйымдылығы бар, оның ішінде ұзындығы бойынша 2 Илеу білігі орнатылған. Онда камераның бүйір қабырғасын жабыстыратын қамырдан тазалау үшін 3 пышақ, он бір саусақты 4 Бес саусақты 5 тесікті қажетті қалақша және 6 ауыстыруды қамтамасыз ету үшін және 7 итергіш қамырдың нығыздау шнегіне біркелкі түсуін қамтамасыз ету үшін бекітілген.
Қамыр араластырғыштың білігі 9 жетегінің редуктор білігімен бөгеттеумен жалғанады. Бұл құрылғының құрамына 11 штангасы бар жартылай муфта, 10 рычаг және 12 фиксаторы кіреді. Муфтаның және жартылай муфтаның жұлдызшалары екі қатарлы тізбекпен жалғанады. Мұндай конструкция жетек редукторының білігінен қамыр араластырғыштың білігіне айналу беруді және қажет болған жағдайда оны қолмен қосуды (немесе өшіруді) қамтамасыз етеді.

Макарон өнімдерін пішіндеуге арналған қоныдрғылар.
Шнек пресс 1 ұн және 2 су мөлшерлеуіштерінен, 3 камерадан және қалақтары бар 4 біліктен тұратын қамыр араластырғыштан, су жейдесі бар 6 шнек цилиндрін қамтитын нығыздаушы құрылғыдан, 7 шнек бастары бар 9 престің ауыспалы матрицасы бар 10. Қамыр араластырғыш және шнек біліктерінің айналуы әдетте 5 жалпы жетектен жүзеге асырылады . Бастапқы компоненттер қамыр араластырғыш камерасына үздіксіз мөлшерленеді. Илеудің соңында пайда болған үгітілген немесе тесіктің ұсақ сынық массасы қайта іске қосу тесігі арқылы престеуші құрылғының шнек цилиндріне түседі.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz