Тісті дөңгелек бөлшегін жасаудың технологиялық процесін жобалау және жылу-химиялық өңдеу әдістері

М. Әуезов атындағы ОҚМУ колледжі
Шымкент-2020
Орындаған : Камал Мақсат
Қабылдаған : Тәліп Ақерке
Тісті дөңгелек бөлшегін жасаудың технологиялық процессі.
Тісті жетектің жұмыс жылдамдығын көтеру және бір редуктор агрегатында үлкен күш қуаттардың негізделуі, тісті Берілістердің сапасын, олардың беріктіктігін, ұзақ уақыттылығын көне лайындау дәлдік көрсеткіш талаптарын едәуір қатаңдатады.
Осы негізгі сұрақтарды шешуге ең тиімді және ұтымды металдармен қорытпаларды нығайту әдістері ретінде үлкен орын термиялық және химия-термиялық өңдеуге беріледі. Термиялық өңдеу мәшине бөлшектерін, аспаптар мен жартылай өнімдердің технологиялық процестерін дайындаудағы негізгі бөлігі болып табылады. Осының арқасында олардың қасиеттері жоғарлайды, бұл мәшине бөлшектері мен құрылғылардың массасын төмендетуге, металды едәуір үнемдеуге, бұйымдардың сенімділігі мен қолданулық беріктігін жоғарлатуға мүмкіндік туғызады. Сондықтан термиялық өндеу көптеген заводтарда кең қолданыс табуда.
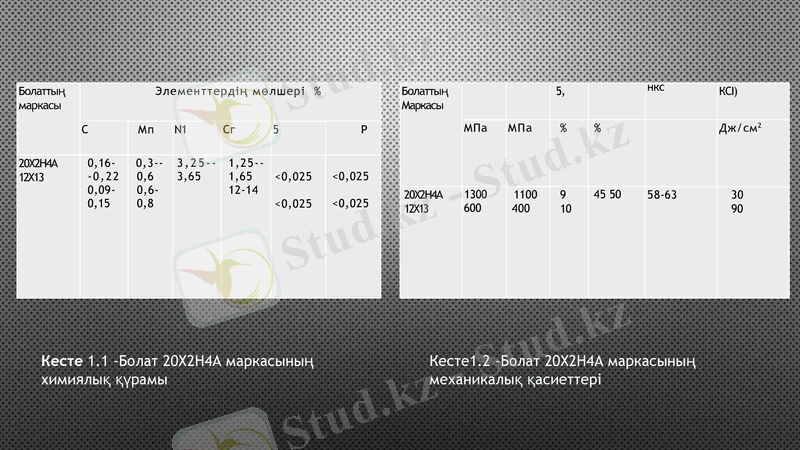
Болаттың
маркасы
Элементтердің мөлшері %
С
Мп
N1
Сг
5
Р
20Х2Н4А
12X13
0, 16--0, 22 0, 09-0, 15
0, 3--0, 6 0, 6-0, 8
3, 25--3, 65
1, 25--1, 65 12-14
<0, 025 <0, 025
<0, 025 <0, 025
Болаттың
Маркасы
5,
нкс
КСІ)
МПа
МПа
%
%
Дж/см2
20Х2Н4А
12X13
1300 600
1100 400
9
10
45 50
58-63
30
90
Кесте 1. 1 -Болат 20Х2Н4А маркасының химиялық қүрамы
Кесте1. 2 -Болат 20Х2Н4А маркасының механикалық қасиеттері
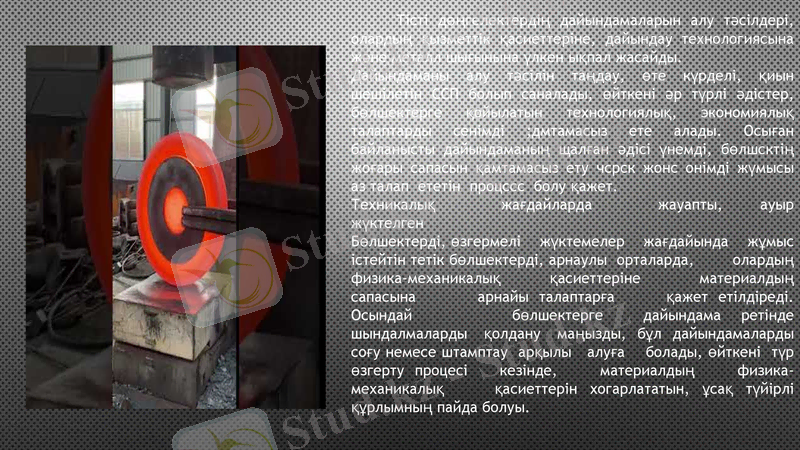
Тісті дөңгелектердің дайындамаларын алу тәсілдері, олардың қызметтік қасиеттеріне, дайындау технологиясына және металл шығынына үлкен ықпал жасайды.
Дайындаманы алу тәсілін таңдау, өте күрделі, қиын шешілетін ССП болып саналады, өйткені әр түрлі әдістер, бөлшектерге қойылатын технологиялық, экономиялық талаптарды сенімді ; дмтамасыз ете алады. Осыған байланысты дайындаманың щалған әдісі үнемді, бөлшсктің жоғары сапасын қамтамасыз ету чсрск жонс онімді жүмысы аз талап ететін процссс болу қажет.
Техникалық жағдайларда жауапты, ауыр жүктелген
Бөлшектерді, өзгермелі жүктемелер жағдайында жұмыс істейтін тетік бөлшектерді, арнаулы орталарда, олардың физика-механикалық қасиеттеріне материалдың сапасына арнайы талаптарға қажет етілдіреді. Осындай бөлшектерге дайындама ретінде шындалмаларды қолдану маңызды, бұл дайындамаларды соғу немесе штамптау арқылы алуға болады, өйткені түр өзгерту процесі кезінде, материалдың физика-механикалық қасиеттерін хогарлататын, ұсақ түйірлі құрлымның пайда болуы.
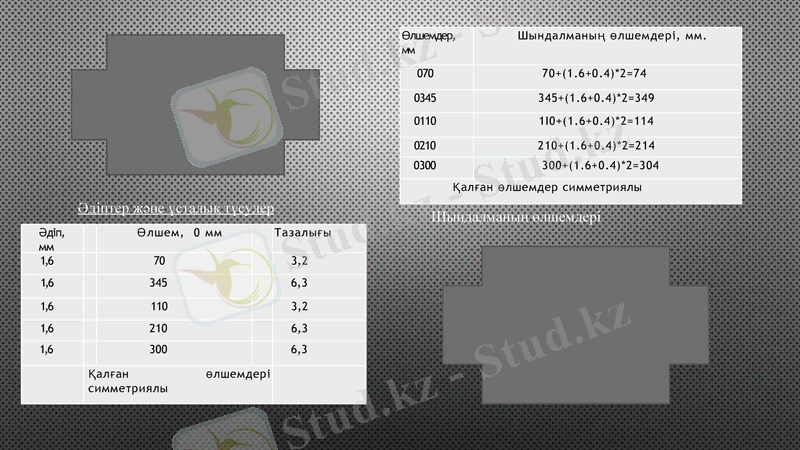
Әдіп, мм
Өлшем, 0 мм
Тазалығы
1, 6
70
3, 2
1, 6
345
6, 3
1, 6
110
3, 2
1, 6
210
6, 3
1, 6
300
6, 3
Қалған өлшемдері симметриялы
Өлшемдер,
мм
Шындалманың өлшемдері, мм.
070
70+(1. 6+0. 4) *2=74
0345
345+(1. 6+0. 4) *2=349
0110
1І0+(1. 6+0. 4) *2=114
0210
210+(1. 6+0. 4) *2=214
0300
300+(1. 6+0. 4) *2=304
Қалған өлшемдер симметриялы
Әдіптер және ұсталық түсулер
Шындалманың өлшемдері
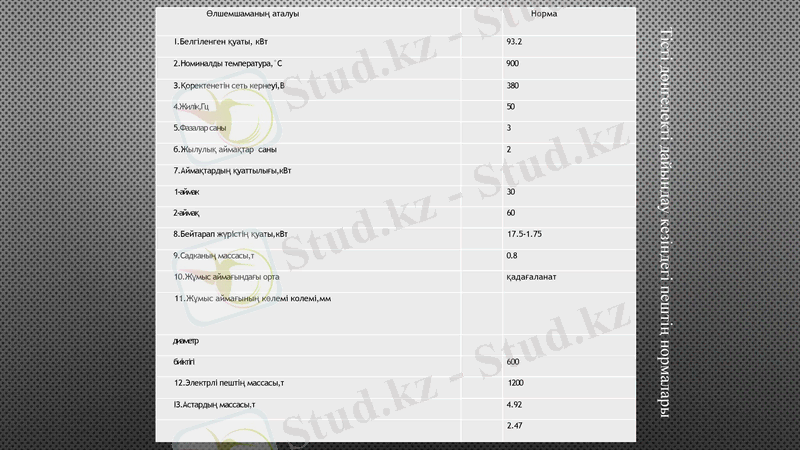
Өлшемшаманың аталуы
Норма
І. Белгіленген қуаты, кВт
93. 2
2. Номиналды температура, °С
900
З. Қоректенетін сеть кернеуі, В
380
4. Жилік, Гц
50
5. Фазалар саны
3
б. Жылулық аймақтар саны
2
7. Аймақтардың қуаттылығы, кВт
1-аймак
30
2-аймақ
60
8. Бейтарап жүрістің қуаты, кВт
17. 5-1. 75
9. Садканың массасы, т
0. 8
10. Жұмыс аймағындағы орта
қадағаланат
11. Жұмыс аймағының көлемі колемі, мм
диаметр
биіктігі
600
12. Электрлі пештің массасы, т
1200
ІЗ. Астардың массасы, т
4. 92
2. 47
Тісті дөнгелекті дайындау кезіндегі пештің нормалары
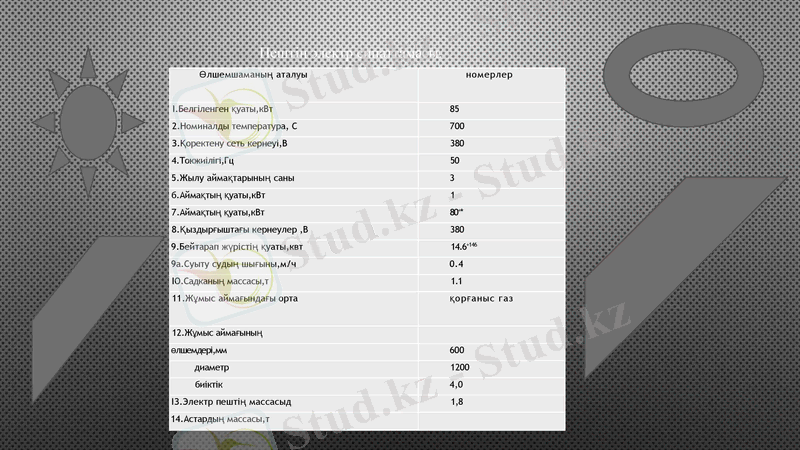
Өлшемшаманың аталуы
номерлер
І. Белгіленген қуаты, кВт
85
2. Номиналды температура, С
700
З. Қоректену сеть кернеуі, В
380
4. Токжиілігі, Гц
50
5. Жылу аймақтарының саны
3
б. Аймақтың қуаты, кВт
1
7. Аймақтың қуаты, кВт
80+*
8. Қыздырғыштағы кернеулер, В
380
9. Бейтарап жүрістің қуаты, квт
14. 6+146
9а. Суыту судың шығыны, м/ч
0. 4
ІО. Садканың массасы, т
1. 1
11. Жұмыс аймағындағы орта
қорғаныс газ
12. Жұмыс аймағының
өлшемдері, мм
600
диаметр
1200
биіктік
4, 0
ІЗ. Электр пештің массасыд
1, 8
14. Астардың массасы, т
Пештің электр сипаттамасы.
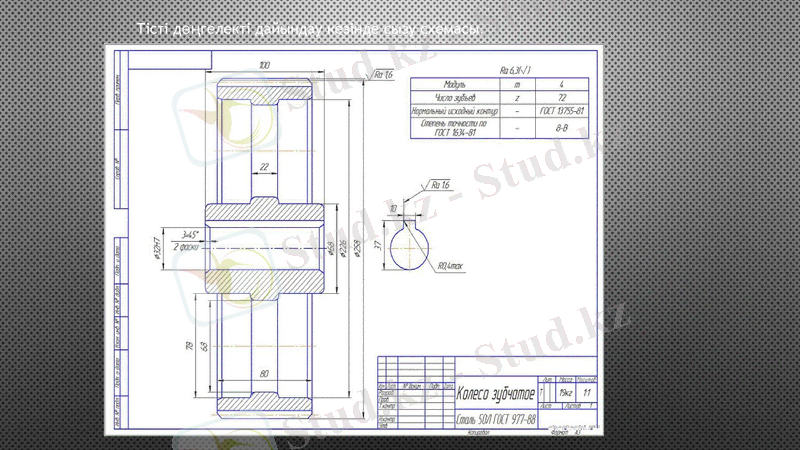
Тісті дөңгелекті дайындау кезінде сызу схемасы.

Шыңдалмалардың тегістігін бақылау. Тсгістікті бақылаудың кгізгі мақсаты, шындалмаларда дөңгелек жарықтардың және есектің қалдық ақаулары жоқ болуын дәлелдеу. Бүл ақаулардың олмауын, шыңдалмалардың макроқүрлымын ультра дыбысты акылау арқылы тексерумен дәлелдейді. Шыңдалма ультра дыбысты ефектоскопияның алдында өвделуі тиіс. Өңделу бетінің сапасына, акылау нәтижесінің дәлдігі тәуелді. Дайындама мен аспаптың деңгей ішеуіштің арасында акустикалық түйісуді алу үшін дайындаманың іетін майлайтын мәшине майын қолданылады. Дүрыс жүргізілгсн кылау ішкі ақауларды табудан басқа, олардың юординаттарын, орналасуын жоне өлшемдерін көрсетед
Дайындаушы термиялық участкенің кұрлымын жаңарту Үнемқорлық, қүрлыстың маңыздылығын және жаңа завод I бөлімді бір алаңда эксплуатациялаудың негізгі себепшілері яесілер :
-жоспарланған қүрылыстың аудандық жоспарлау жобасымсн
-қүрылыс жөне эксплуатация процессі кезінде, жергілікті гериалдарды пайдалану және өндірісті бірлестіру мүмкіндігі;
-жақын орналасқан аудандар немесе жергілікті түрғындардан, эылыс және эксплуатацияға керек жүмысшылармен ггамасыздандыру;
-завод, цех (бөлім) орналастыру үшін, санитариялық ) маларға және геологиялық жағдайларға сәйкес келетін жалпы ) амдылығы;
Қүрылысқа таңдалатын алаң, арнайы коммисиямен таңдалады, н жобалық мекеменің алдыңғы мамандары кіреді : жобаның бас шнері, инжинер қүрлысшылар, сантехник, энергетик, нспортник, экономист жәнеде жергілікті мекемелермен
шстерство өкілдері
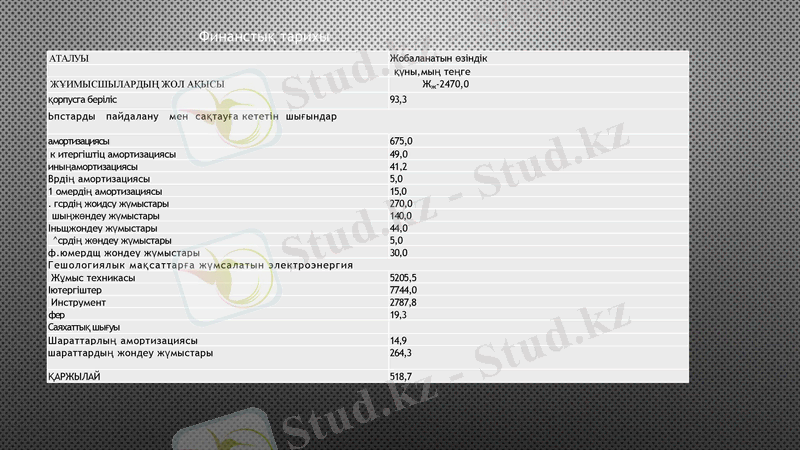
АТАЛУЫ
Жобаланатын өзіндік
қүны, мың теңге
ЖҰИМЫСШЫЛАРДЫҢ ЖОЛ АҚЫСЫ
Жж-2470, 0
қорпусга беріліс
93, 3
Ьпстарды пайдалану мен сақтауға кететін шығындар
амортизациясы
675, 0
к итергіштіц амортизациясы
49, 0
иныңамортизациясы
41, 2
Врдің амортизациясы
5, 0
1 омердің амортизациясы
15, 0
. гсрдің жоидсу жүмыстары
270, 0
шыңжөндеу жүмыстары
140, 0
Іньщжондеу жүмыстары
44, 0
^срдің жөндеу жүмыстары
5, 0
ф. юмердщ жондеу жүмыстары
30, 0
Гешологиялык мақсаттарға жүмсалатын электроэнергия
Жұмыс техникасы
5205, 5
Іютергіштер
7744, 0
Инструмент
2787, 8
фер
19, 3
Саяхаттық шығуы
Шараттарлың амортизациясы
14, 9
шараттардың жондеу жүмыстары
264, 3
ҚАРЖЫЛАЙ
518, 7
Финанстық тарихы

Тісті дөңгелектің түрлері
химиялық материалдарды сақтайтын орындар. Басқару қалқаны, жылытқыш ваннасы, сүйық деңгейін ші және газ жіберуге арналған вентиль терезесі және Е бөлек бөлмеде орнатылады [24] .
Жарылысқа қауыпты қорғаныс газдармен жүмыс істейтін орншіасқан цех, арнайы сенімді желдету қүралымен гыздалған, ал бекіту қүрылымдары қалдық газды рында ауа мен салыстырғанда жеңіл газды қоспалары [емесе аммиак ыдырау өнімдері) түзілмейтіндей жасалады. I және отқа қауыпты бөлімдер, басқа бөлімдерден отқа шегі 0, 75 төмен емес материалдардан жасалған [армен ажыратылады.
Жарылыс және отқа қауыпты бөлмслерде, қалындығы іктелген табақпен еденнің қаптамасы қолданылады, және ұсылады.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz