Шатун бөлшегін өндірудің технологиялық процесін жобалау

ҚАЗАҚСТАН РЕСПУБЛИКАСЫНЫҢ БІЛІМ ЖӘНЕ ҒЫЛЫМ МИНИСТРЛІГІ
МУХТАР ӘУЕЗОВ АТЫНДАҒЫ ОҚМУ КОЛЛЕДЖІ.
Орындаған : Ергешев Дарын
Қабылдаған : Тәліп. А. Ж
Шатун бөлшегін жасаудың технологиялық процесін жобалау
Шымкент-2020
Тақырып өзектілігі: Курстық жобадағы маған берілген тақырып Шатун бөлшегін жасаудың технологиялық процесін жобалау
Қызметтік белгілеулерді талдау, бөлшектің конструкциясы технологиялық талдаудан өткен, дайындаманы таңдау жұмыстары қарастырылған және механикалық өңдеудің дәлдік талдауы өткізіліп, есептеулер жүргізілді
Курстық жобаның мақсаты: Шатун бөлшегін жасаудың технологиялық процесін жобалау

Шатун (ағылш. connecting rod) (устар. тарту ) - деталь қосатын поршень арқылы поршеньдік саусақ) және шатунную шейку иінді біліктің немесе қозғаушы дөңгелектер паровоз. Газ күштерін айналмалы иінді білікке қайтару-үдемелі қозғалатын поршеньді беру үшін қызмет етеді.
Шатун поршеньді иінді білікпен біріктіру үшін қажетті элемент ретінде білікке күш бұлғақты емес, сырғымалы механизммен берілетін Баландин қозғалтқышын қоспағанда, барлық қолданыстағы поршеньді қозғалтқыштарда, сондай-ақ шайбалы қозғалтқыштарда қолданылады.

Шатунның түрлері
I-тәрізді және
H-тәрізді
тікбұрышты
дөңгелек
түтікті
ромбикалық

Поршеньден күш беру және қозғалтқыштың иінді білігінің айналмалы қозғалысына қайтарымды-үдемелі қозғалысын түрлендіру үшін қызмет етеді немесе керісінше, қысым астында ауа қысуды жүзеге асыратын компрессор поршеньінің қайтарымды-үдемелі қозғалысында біліктің айналмалы қозғалысы. Шатундарды сорғыштарда, бу, тоқу және басқа да машиналарда қолданады. Шатундар жұмыс кезінде елеулі белгісіздік жүктемелер мен Инерция күштерінің әсеріне ұшырайды, сондықтан олардың жоғары беріктігі, қаттылығы және ең аз массасы болуы тиіс. Осы курстық жобада бөлшектерді дайындау үшін материал ВЧ38-7 маркалы жоғары берік шойын болып табылады.
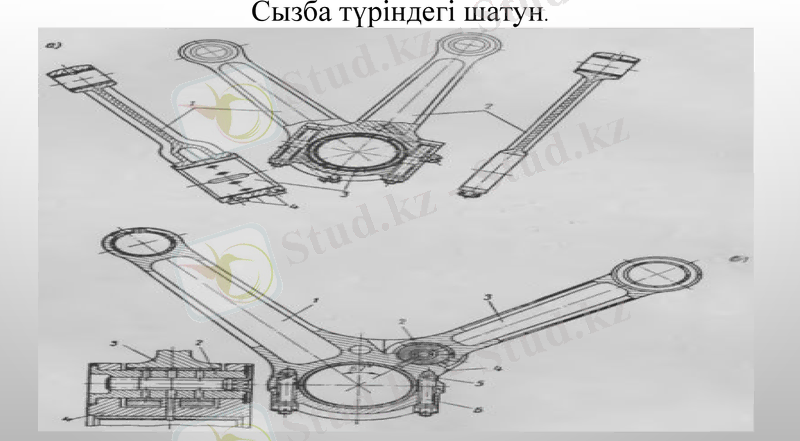
Сызба түріндегі шатун.

Шатунның құрылысы
1- жоғарғы бас
2- жең
3- шыбық
4-астынғы шатунның басы
5-салғыш
6-астыңғы бастың қақпағы
7-орнатылған мұрт
8-болт
9-смазкаға арналған тесігі
10-смазкаға арналған арна
11-слоттар
12-құлып жуғыш

бұлғақты-поршенді топ цилиндр гильзасымен жиынтықта; бұлғақтың конструкциясының элементтері: 1 - поршень; 2 - цилиндр гильзасы; 3 - тығыздағыш резеңке сақиналар; 4 - бұлғақтың өзегі; 5 - бекіту сақинасы; Б - поршенді саусақ; 7 - бұлғақты болт; 8 - бұлғақтың төменгі басы; 9- бұлғақтың төменгі басының қақпағы; 10 - шплинт; 11 - бұлғақты Болттың гайкасы; 12 - бұлғыштың төменгі басының жапсырмасы; 13 - бұлғақтың жоғарғы басының төлкесі; 14 - Шатунның жоғарғы басы

Шатунның төменгі басы
Шатунның төменгі басы: а) тік ажыратқышы бар; б) қиғаш ажыратқышы бар; 1 - бастың жартысы, 7 өзекшемен бірге қиғаш; 2 - бастың қақпағы; 3 - шатун болты; 4 - үшбұрышты шлицтер; 5 - калибрленген тесігі бар төлке; 6 - майды поршень саусағына жеткізуге арналған өзекшедегі арна.

Шатунның жасау процессі
Дайындамасының салмағы жасалған бұлғақтың салмағынан 2-3 есе артық. Мысалы, ол А1 ұзындығы қисықшиптің бастапқы қателері бар - көміртекті сапалы конструкциялық болат маркасына ұзындығы шатунды дайындау 05, 10, 15, 20, 25 және т. б. сандары кіреді. 05, 10 болаттан жасалған табақтар, бөлшектерді икемді немесе қалыптау арқылы дайындауға келе жатқан прокаттың басқа да түрлері жасалады. 15, 20, 25 болат жоғары жүктемені көтеретін бекіткіш бұйымдарды жасау үшін пайдаланылады, Болат 35, 45, 50 - аса берік біліктер, иінді біліктер, шатундар және басқа да қатты жүктелген бөлшектер. 60, 65, 70 маркалы болаттан серіппелер, рессорлар және серпімділігімен ерекшеленетін басқа да бөлшектер дайындалады. Белгілеу үлгісі болат 45 ГОСТ 1050-74 . Шатун элементтерін дайындау дәлдігіне келесі талаптар қойылады

Тіркеме BMW 132 жұлдызды қозғалтқыш шатуны

Қозғалтқыш шатундары.
Шатундардың жоғарғы бастарының төлкелері шашырату арқылы немесе қысымда майланады. Автомобиль қозғалтқыштарында шашырату арқылы майлау кеңінен таралған. Мұндай қарапайым майлау жүйесі кезінде майдың тамшылары май ұстағыш тесіктердің кіре берісінде кең фаскалары бар бір немесе бірнеше үлкенден кейін бастарға түседі немесе өзекке қарама-қарсы жағынан фрезамен жасалған терең ойық арқылы. Қысым астында май беру поршень саусақтарына жоғары жүктемемен жұмыс істейтін қозғалтқыштарда ғана қолданылады. Май шатун өзекшесінде бұрғыланған арнаға.

Ішкі жану қозғалтқышының шатуны қозғалтқыш поршенін иінді білікпен байланыстырады және қозғалтқыш жұмысы кезінде поршеннен иінді білікке барлық күш-жігерді, керісінше иінді біліктен поршенге дейін береді. Шатун екі бастан және олардың күштік өзегінен тұрады. Шатунның жоғарғы басы (поршенді), көлемі аз, поршенді саусақ арқылы поршнамен жалғанады, ал шатунның төменгі басы (қисық пішінді) иінді біліктің шатун мойынымен жалғанады. Жоғарғы (поршенді) бас шатуны алынбайтын. Оның құрылымы поршенді саусақты бекіту тәсіліне байланысты. Егер қозғалтқыштың бекітілген поршень саусағы болса, шатунның жоғарғы басы жоғары дәлдікпен жасалған және поршеньді саусақпен қосылған орнатылған тартқышты (0, 015 ÷ 0, 040 мм) қамтамасыз ететін цилиндр саңылауы болады. Тартқышпен жалғау-тесіктің ішкі диаметрінен біршама көп тесікке салынатын біліктің диаметрі. Мұндай қосылыстарды құрастырудың бірнеше әдісі бар - Престің көмегімен престеу, тесігі бар бөлшектерді қыздыру немесе керісінше, біліктің қатты салқындауы. Егер қалқымалы түрдегі поршень саусағы шатунның жоғарғы бастамасына қоланың жұқа қабаты бар болаттан жасалған қола немесе биметалды төлкелер нығыздалады. Бірақ шатунның жоғарғы жағында қалқымалы саусағы бар қозғалтқыштар бар, онда төлке жоқ.
Осы курсттық жобаның мақсаты Шатун бөлшегін жасаудың технологиялық процесін жобалау және шатун бөлшегі туралы жалпы мәліметтер алу
Шатунды штампылау доғалы дайындамасы бұл бөлшектің салыстырмалы орташа өлшемдері және салыстырмалы күрделі емес конструкциясы бар екені анықталды, бұл ретте соққы күшінің әсерінен ауыр жағдайларда жұмыс істейді. Осы шарттарға сүйене отырып, 40хн2ма (МЕМСТ 4543-71) сияқты молибденмен жоғары сапалы болатты пайдалану қажеттілігі туындайды. Бөлшектерді дайындау темір кенін өндіру сатысынан төлкені нығыздауға және ауытқуларды тексеруге дейінгі кезеңдерді қамтиды, сондай-ақ шатундарға арналған материалдардың әр түрлі нұсқалары қарастырылған. Домалату жұқа ұсақталған концентраттарды өңдеу үшін қолданылады. Ұсақталған концентраттардан, флюстен, отыннан тұратын Шихта ылғалданады және айналмалы барабандарда, тарелкалы тостағандарда диаметрі 30 мм дейінгі шарик-шекемтастар пішінін алады. Түйіршіктегіште шекемтастар түзілу схемасы; күйдіргеннен кейін тостағанның көлбеу бұрышының Өзгеру механизмі жеткілікті кеуектілік кезінде жоғары беріктікке ие болады. Агломерат пен шекемтастарды пайдалану балқыту кезінде домна пешіне флюс - әктасты жеке беруді болдырмайды, өйткені флюс қажетті мөлшерде олардың құрамына кіреді. Бұл Домна пешінің жұмысын жақсартады, оның өнімділігін арттырады, Кокс шығынын азайтады. Шихта жұқа ұсақталған концентраттан (0, 5 мм-ден кем), әктастан (флюстен) және қайтарудан тұрады. Шихтаны жақсы сіңіру үшін ылғалдайды (8 . . . 10 %) және оның құрамына байланыстырушы - бентонит сазын (1, 5% дейін) қосады. Диаметрі 25 . . . 30 мм шекемтастар түйіршіктегіште пайда болады - 6 . . . 9 айн/мин жылдамдығымен айналатын таяз тостағышта.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz