Сүзгі қаптарды есептеу және өнеркәсіптік сүзу аппараттарының есептеу әдістері

Қарағанды техникалық университеті
Кафедра: Х және ХТ
Пәні: Биотехнологиялық өндірістегі
экологиялық қауіпсіздік
Түрі:№5 Тәжірибелік жұмыс
Пән оқытушысы: Мукархан Кулия
Мамандығы: 6B05101 «Биотехнология»
Мақсаты: Сүзгі қаптарды есептеуді үйрету
Сабақтың тақырыбы: Сүзгі қаптарды есептеу
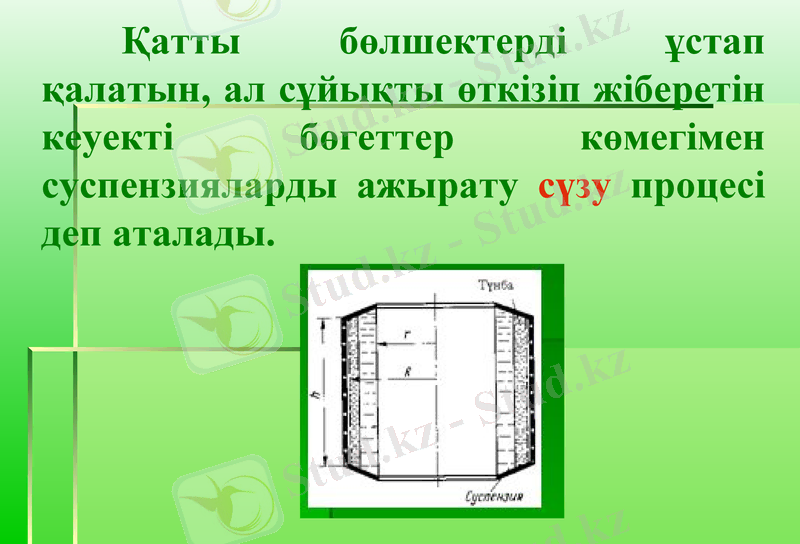
Қатты бөлшектерді ұстап қалатын, ал сұйықты өткізіп жіберетін кеуекті бөгеттер көмегімен суспензияларды ажырату сүзу процесі деп аталады.
Сүзгілерді есептеу: сүзу уақыты, жылдамдығы және өнімділігі. Нутч - сүзгілер. Вакуумда немесе қысым астында мерзімді жұмыс істейтін өте қарапайым сүзгілер жатады. Мұндай сүзгілер де сүзінді оның ауырлық күшінің бағыттары бірдей болады. Олар цилиндр немесе тіктөртбұрыш пішінді тік аппарат болып жасалынады. Суспензия жоғарыдан құйылады да, сүзінді вакуум немесе қысым әсерінен сүзгі бөгеттерінен өтеді. Сығылған ауа бергенде аппаратта артықша қысым пайда болады. Сүзгі бөгетінің бетінде пайда болған тұнба, жуылғаннан соң қол күшінің жәрдемімен аппараттан шығарылады.
Сүзгі- престер. Қысым астында мерзімді әрекетте жұмыс істейтін сүзгілерге тік рамалы сүзгі-престер жатады. Мұндай сүзгілерде сүзіндінің және оның ауырлық күшінің бағыттар бір-біріне перпендикуляр болады. Сүзгi-пресс (5. 11 - сурет) бiрiнен кейiн бiрi тiзбектелiп орнатылған тақталар (плиталар) 1 және 2 рамалардың құралған. Олар екi жағынан екi параллель таяныш стержендерге 3 бекiтiледi. Тақталар мен рамалар арасындағы сүзгi маталары (бөгеттерi) қойылады. 6 рамалар мен тақталар, жылжитын тақтамен 5, қозғалмайтын тақта 4 арасын роликтерi бар гидравликалық механизм жәрдемiмен тұмшалап (саңылаусыз) қысылады.
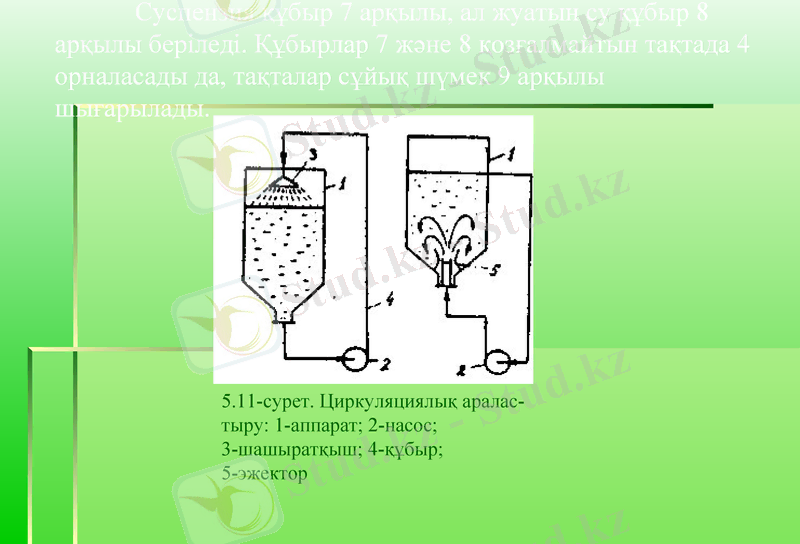
Суспензия құбыр 7 арқылы, ал жуатын су құбыр 8 арқылы берiледi. Құбырлар 7 және 8 қозғалмайтын тақтада 4 орналасады да, тақталар сұйық шүмек 9 арқылы шығарылады.
5. 11-сурет. Циркуляциялық аралас-тыру: 1-аппарат; 2-насос;
3-шашыратқыш; 4-құбыр;
5-эжектор
Суспензияларды сүзгі деп аталатын аппараттарда ажыратады. Сүзгілер сүзу бөгеттері арқылы екі бөлікке бөлініп, оның бір бөлігіне суспензия құйылады. Осы екі бөліктің екі жағындағы қысымдар айырмасының әсерінен сұйық сүзу бөгеттерінің кеуектерінен өтіп, ал олардың бетінде қатты бөлшектер ұсталынып қалады.
Сонымен суспензия таза сүзінді және ылғалды тұңбаға ажыратылады. Кейбір кезде қатты бөлшектер сүзу бөгетінің кеуектерінде ұсталынып, тұңба пайда болады. Осындай қасиеттерге байланысты сүзу процесі екі түрге бөлінеді: 1) Тұңба пайда болу жолымен сүзу; 2) Сүзу бөгетінің кеуектерін толтыру (бітеу) арқылы сүзу.
Тамақ өнеркәсібінде тұңба пайда болу тәсілі қант зауыттарында қанықтырылған шырынды және ашытқы, ашытқы масаларын сүзуде қолданылады. Ал сүзу бөгетінің кеуектерін толтыру тәсілі сыра зауытында сыраны сүзуге қолданылады. Сүзу процесінің қозғаушы күші - қысымдар айырмасы болып табылады.
Өңдірісте сүзу процесін төмендегі қысымдар айырмасында өткізеді: - суспензияның гидростатикалық қысым әсерінен - ∆Р < 0, 05 МПа; - вакум әсерінен - ∆Р < 0, 05 + 0, 09 МПа; - қысылған газ әсерінен - ∆Р < 0, 05 - 0, 3 МПа; - суспензия поршенді және центробежді насос көмегімен берілсе - ∆Р < 0, 5 МПа.
Тақталардың беттерiнiң шеттерi тегiс 1, ал ортасы науалы бұдыр 2 болып жасалынған. Олар сүзгi бөгеттермен 3 жабылған және олардың сүзiндiге және жуатын сұйыққа арналған шүмектерi бар. Тақталар мен рамаларда суспензия және жуатын сұйық өтетiн 5 және 6 тесiктер жасалған. Сүзгi бөгеттерiнде де дәл осы тесiктерге сәйкес келетiн тесiктер болады. Тақталы-рамалы сүзгi-престiң жұмыс iстеу тәсiмi көрсетiлген. Сүзу кезеңiнде суспензия үлкен қысыммен орта канал 1 және каналдар 2 арқылы екi жағынан сүзгi бөгеттермен және раманың iшкi бетiмен 5 шектелген кеңiстiкке 3 берiледi. Сүзiндi екi сүзгi бөгетiнен бiрдей өтiп, канал 6 және шүмек 7 арқылы шығарылады. Бұл кезде барлық тақталардың 4 шүмектерi 7 ашық болады. Кеңiстiк 3 тұнбаға толған соң, суспензия берудi тоқтатады.
Жуу кезiнде жуатын сұйық 8 және 9 каналдар арқылы берiледi де, тұнба қабатынан өтiп, крандар 7 арқылы шығарылады. Тұнбаны жуып болған соң, оны сығылған ауа немесе у арқылы құрғатады, ал одан соң жылжымалы тақтаны жылжытып, тақталар мен рамаларды ажыратып, тұнба шығарылады.
Тақталар мен рамалар тіктөртбұрышты немесе дөңгелек пішінді етіп шойыннан, болаттан, ағаштан және керамикадан жасалынады. Рамалар саны 22-ден 46-ға дейін, ал олардың қалыңдығы 25-46 мм болады. Мысалы, шойыннан жасалған рамалардың өлшемі 1000-1000 мм болғанда сүзу беті 140 м2, ал қысым 10 атм. болады.
Артықшылығы: сүзу бетінің көптігі; істен шыққан кейбір тақталардың шүмектерін бекіту арқылы жұмысқа қоспауға болады; жұмыс істеген кезінде қозғалатын бөлшегі жоқ.
Кемшілігі: қол күшінің керектігі; сүзгі бөгеттерінің тез тозуы; тұнбаның жақсы жуылмауы.
Горизонталь камералы автоматтандырылған сүзгі-престер:
Бұл сүзгiлердiң сүзу тақталарының 1 үстiңгi жағы торлы табамен 2 жабылып, астыңғы жағында сүзiндi жиналатын кеңiстiк болады. Тақталардың төменгi жағы рама 4 тәрiздi болады да, тақталарды сыққанда суспензия және тұнба үшiн камера 5 пайда болады. Сүзу тақталарының арасында серпiмдi су өткiзбейтiн диафрагма 6 орнатылған.
Торлы табананың 2 үстiнде сүзгi матасы (бөгет) 7 орналасқан. Сүзу, тұнбаны жуу және оны үрлеу мерзiмдерiнде камераға 5 коллектордан 8 каналдар 9 арқылы суспензия, жуатын таза сұйық және сығылған ауа кезегiмен берiледi. Бұл кезде сүзiндi, жуатын сұйық және сығылған ауа атмосфералық қысымда каналдар 10 және коллектор 11 арқылы сүзгiден шығарылады. Сосын 13 канал арқылы кеңiстiкке 12 жоғары қысымда су берiлiп, диафрагма 6 жәрдемiмен тұнбаның суын сығып алады. Тұнбаның суын алған соң тақталар бiр-бiрiнен ажыратылады және олардың арасынан тұнба шығарылады.
Автоматтандырылған сүзгi-пресiнiң жұмыс iстеу тәсiлi. Горизонталь тақталар 7 жоғарғы 5 және төменгi 12 сүйенiш тақталар арасына орналасқан. Олар электромеханикалық қысатын құрылғы 11 жәрдемiмен тiк стержень 6 бойлап жылжиды. Тақталар 7 арасымен бағыттаушы роликтер 3 жәрдемiмен шексiз ленталы сүзгi мата тартылған. Тұнбаның қалыңдығы сүзгі мата бетiнде 0, 5 мм- ден аспау керек. Тұнба жуылып, диафрагма арқылы суы сығылған соң, сүзгi мата барабан 15 арқылы қозғалып оның бетiндегi тұнба пышақтар 8 жәрдемiмен транспортерге 14 тақталардың екi жағынан да түсiрiледi. Сүзгi мата регенерациялық камерада 13 жуылып тазаланады. Мұндай сүзгi престерiнiң жұмыс iстеу циклдары тұрады: тақталарды сығу, сүзу, тұнбаны жуу және оны үрлеу, тақталарды ажыратуы, тұнбаны түсiру және сүзгi матаны жуып тазалау. Бұл операциялардың барлығы уақыт келесi жәрдемiмен автоматты түрде басқарылаы. Мұндай сүзгiлердiң еңбек өнiмдiлiгi рамалы-тақталы сүзгi престерге қарағанда 4-10 есе көп. Сүзу бетi 25 м2 дейiн болады.
Барабанды сүзгілер. Химия өндірісінде барабанды вакуум сүзгілер жиі қолданылады. Бұл сүзгі үздіксіз жұмыс істейді және мұндағы сүзіндінің қозғалысы мен оның ауырлық күшінің бағыттары бір-біріне қарама қарсы. Сүзгiнiң негiзгi бөлегi - цилиндрi тор тесiктi барабан 1, ал оның сырты металды тор және сүзгi бөгетiмен қапталады. Барабан бетiнiң 0, 3-0, 4 бөлiгi суспензия астауға 4 батырылады. Барабан минутына 0, 1-2, 6 рет өзiнiң өсi бойынша айналады. Суспензиядан астаудың түбiне тұнба жиналмауы үшiн астаудың iшiне тербелмелi араластырғыш 5 орнатылған. Барабанның бетi бiр-бiрiмен қатынаспайтын көптеген секторларға бөлiнген. Әрбiр сектор түтiк 2 арқылы таратқыш құрылғының 3 қозғалмайтын бөлiгiнiң әртүрлi қуыстарымен қосылған.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz