Таблеткаларды өндіру және орауға арналған технологиялар мен машиналар

С. Ж. Асфендияров атындағы Қазақ Ұлттық Медициналық университеті
Казахский Национальный Медицинский Университет имени С. Ж. Асфендиярова
Сабақ №3 Тақырыбы: Таблеткаларды өндіруге және орауға
арналған машиналар мен автоматтар
Орындаған: Султанбекова Айдана
Тобы: ТФП 18-015-001
Қабылдаған: Әшірқанқызы Ж.
Алматы, 2020
Жоспар
Таблеткаға анықтама;
Таблетка пайда болуының қысқаша тарихы;
Таблетканың артықшылықтары мен кемшіліктері;
Таблеткалардың жіктелуі;
Таблетка өндірісінің жалпы технологиялық сызбасы;
Таблеткалар жасау технологиясы;
Таблеткаларды өндіруге және орауға арналған машиналар мен автоматтар;
Қорытынды
Таблеткаға анықтама
Таблеткалар (Tabulettae, лат. Tabula тілінен аударғанда - тақта, табела, табақша) - ішкі, сыртқы, тіл астына, имплантация немесе парентеральды қолдануға арналған дәрілік және көмекші заттардың қоспасын пресстеу арқылы алынған дәрілік форма.
Таблетка пайда болуының қысқаша тарихы
«Медицина ғылымдарының канонында» Әбу Әли ибн Сина дәрілік заттардың формалары туралы айтады (олар заманауи таблеткалардың прототипі болып табылады), тағайындалуы мен мөлшеріне байланысты, тікелей қолдануға арналған дәрілік формаларға және сақтауға арналған дәрілік емес формаларға бөлінеді.
Таблеткалар туралы алғашқы ақпарат 19 ғасырдың ортасынан басталады. 1844 жылы Англияда Брокедон калий бикарбонаты таблеткаларын пресс әдісімен дайындауға патент алды. 1846-1897 жылдары АҚШ, Франция, Швейцарияда таблеткалар өндірісі құрылды. 1872 жылы Розенталь Германияда таблеткаларды алғаш рет ұсынды.
Ресейде алғашқы ірі планшет шеберханасы 1895 жылы Санкт-Петербургтегі әскери медициналық жабдықтау зауытында (қазіргі Санкт-Петербург химия-фармацевтикалық зауыты) ашылды.
1900 жылы «Әскери медициналық керек-жарақтар зауытының дәріхана бөліміндегі далалық дәріхана қорынан дәрі-дәрмектерді сығымдау туралы» комиссия мүшесі профессор Л. Ф. Ильин «Сығылған дәрі-дәрмектер немесе таблеткалар туралы» алғашқы диссертациялық жұмысты жазды. 1901 жылы алғаш рет дәрілік формадағы таблеткалар швед фармакопеясына енгізілді.
Химиялық-фармацевтикалық өнеркәсіп өндіретін таблеткалар дайын дәрі-дәрмек өндірісінің шамамен 40% құрайды. Таблетка өндірісі бүкіл әлемде жыл сайын 10-15% өсуде. ДДСҰ мәліметтері бойынша бұл көрсеткіш 20-21 ғасырдың жүз жылдығына дейін жалғасады.
Таблетканың артықшылықтары
осы дәрілік формаларды өндірудің жоғары өнімділігін, тазалығын және гигиенасын қамтамасыз ететін негізгі кезеңдер мен операциялардағы механикаландырудың тиісті деңгейі;
таблеткаға енгізілген дәрілік заттарды мөлшерлеу дәлдігі;
планшеттердің тасымалдануы, оларды беру, сақтау және тасымалдау ыңғайлылығын қамтамасыз ету;
дәрілік заттарды қысылған күйде ұзақ уақыт сақтау;
жеткілікті тұрақты емес заттар үшін - қорғаныс қабықтарын жағу мүмкіндігі;
жабындарды жағу арқылы қол жеткізілетін жағымсыз органолептикалық қасиеттерді (дәм, иіс, бояу күші) бүркемелеу мүмкіндігі;
басқа дәрілік формалардағы физикалық және химиялық қасиеттеріне сәйкес келмейтін дәрілік қасиеттердің тіркесімі;
асқазан-ішек жолдарының белгілі бір бөлігінде препараттың әсерін оқшаулау - қышқыл немесе сілтілі ортада еритін мембраналарды қолдану арқылы;
дәрілік заттардың әсерін ұзарту (белгілі бір жабындарды жағу, арнайы технологияны қолдану және негізгі таблеткалардың құрамын қолдану) ;
бірнеше аралықта таблеткадан бірнеше дәрілік заттардың дәйекті сіңуін реттеу (көп қабатты таблеткалар) ;
дәрі-дәрмектерді беру және қабылдау кезінде қателіктердің алдын алу - планшеттердің бетіне тиісті жазуларды қолдану арқасында.
Таблеткалардың кемшіліктері
Дәрілік зат ретінде таблеткалар бүкіл әлемде кеңінен қолданылады. Қазіргі уақытта таблетка препараттары дайын фармацевтикалық өнімдердің жалпы көлемінің шамамен 80% құрайды.
Алайда, таблеткалардың кейбір кемшіліктері бар:
таблеткадағы дәрілердің әрекеті ағзада салыстырмалы түрде баяу дамиды;
таблеткаларды құсу және есінен танған кезде қолдануға болмайды;
таблеткаларда терапевтік маңызы жоқ қосалқы заттар болуы мүмкін, кейде кейбір жанама әсерлер тудырады (мысалы, тальк асқазанның шырышты қабығын тітіркендіреді) ;
кейбір дәрілік препараттар (мысалы, натрий немесе калий бромиді) ерітінді аймағында жоғары концентрацияланған ерітінділер түзеді, бұл шырышты қабықтың қатты тітіркенуін тудыруы мүмкін (бұл кемшілік таблеткаларды белгілі мөлшерде суда еріту арқылы жойылады) ;
барлық науқастар, әсіресе балалар, таблеткаларды еркін жұта алмайды.
Таблеткалардың жіктелуі
Өндіру әдісі бойынша:
Престеу
Тритурациялық
Қолдану бойынша:
Пероральдық
Сублингвальдық
Имплантациялық
Инъекциялық ерітінділерді экстемпоральдық дайындау үшін таблеткалар.
Шаю, спринцевалау және басқа ерітінділерді дайындау үшін таблеткалар.
Конструктивті белгілеріне қарай жіктелуі:
Құрамына қарай: қарапайым (біркомпонентті) және күрделі (көпкомпонентті) .
Құрылысына қарай: каркасты, бірқабатты, көпқабатты, қабықшалы және қабықшасыз.
Каркасты немес қаңқалы таблеткалар (дурулар) бос жерлері дәрілік затпен толтырылған ерімейтін каркастан тұрады.
Бірқабатты таблеткалар пресстелген дәрілік және көмекші заттардан тұрып, дәрілік заттың құрамында біркелкі таралады.
Көпқабатты таблеткаларда дәрілік заттар қабат-қабатпен орналасады.
Таблетка бетінің қабықтары былай классификацияланады: дражеленген, пленкалық және құрғақ пресстелген.
Химия - фармацевтикалық өндірісте таблетка формалары алуан түрлі болып келеді: цилиндр, шар, куб, үшбұрыш, төртбұрыш және тағы басқалар.

Таблетка өндірісінің жалпы технологиялық сызбасы
Таблеткалар жасау технологиясы
Таблеткаларды шығарудың үш технологиялық схемасы бар: ылғалды немесе құрғақ түйіршіктеу және тікелей пресстеуді қолдану.
Шикізатты таблеткаға дайындау оларды ерітуге және салмағын өлшеуге бағытталған. Шикізатты өлшеу - түтін сорғыштарда аспирациямен жүзеге асырылады. Салмақ өлшегеннен кейін, шикізат вибрациондық електер көмегімен елеуге барады.
1. Араластыру
Дәрілік және көмекші заттардың таблетка қоспасының компоненттерімен біркелкі массаға таралуы үшін мұқият араластырылуы керек. Таблетканың біртекті қоспасын алу өте маңызды және күрделі технологиялық операция болып табылады. Ұнтақтардың әр түрлі физико-химиялық қасиеттеріне байланысты: дисперсиясы, сусымалы тығыздығы, ылғалдылығы, сұйықтық және т. б. біртекті массаға келтіру күрделі. Бұл кезеңде қалақша типті араластырғыштар қолданылады, қалақтардың пішіні әр түрлі болуы мүмкін, бірақ көбінесе құрт немесе Z тәрізді болады. Технологиялық процессте қолданылатын араластырғыштарды «смесительдер» деп тайды. Мұндай аппараттардың түр-түрі болады.
Қалақшалы араластырғыштардың (лопастные смесители) жұмыс істеу принципі
Қалақшалы араластырғыштар - араластырғыштың қарапайым түрі. Жұмыс бөлігі көлденең жазықтықта орнатылған 2 жалпақ пышақтан тұрады. Пышақтар тік білікке орнатылған, оны құрт немесе тісті доңғалақ басқарады және минутына 12-ден 80 айналымға дейін айнала алады. Айналмалы жүздермен анықталған диаметр араластырғыш жұмыс істейтін барлық ыдыстың диаметрінен 0, 7 есе артық.
Араластырғыштың аз айналымымен сұйықтық пышақтар жұмыс істейтін көлденең жазықтықта айналмалы қозғалыстар (айналымдар) жасайды. Бұл жағдайда араластыру қарқындылығы айтарлықтай төмен және сұйықтықтың әр түрлі қабаттарының араласуы болмайды. Егер сұйықтық құйында қозғалса және қайталама ағындар пайда болса, қарқынды араластыруға қол жеткізіледі. Соңғысы сұйықтықты ыдыстың ортасынан оның қабырғаларына қарай жүздердің қозғалу жазықтығында қозғалуға мәжбүр ететін центрифугалдық күштердің әсерінен пайда болады. Бұл ыдыстың орталық бөлігіндегі қысымның төмендеуіне әкеледі, мұнда сұйықтық араластырғыш қалақтарының үстінде және астында жатқан қабаттардан ағып кетеді.
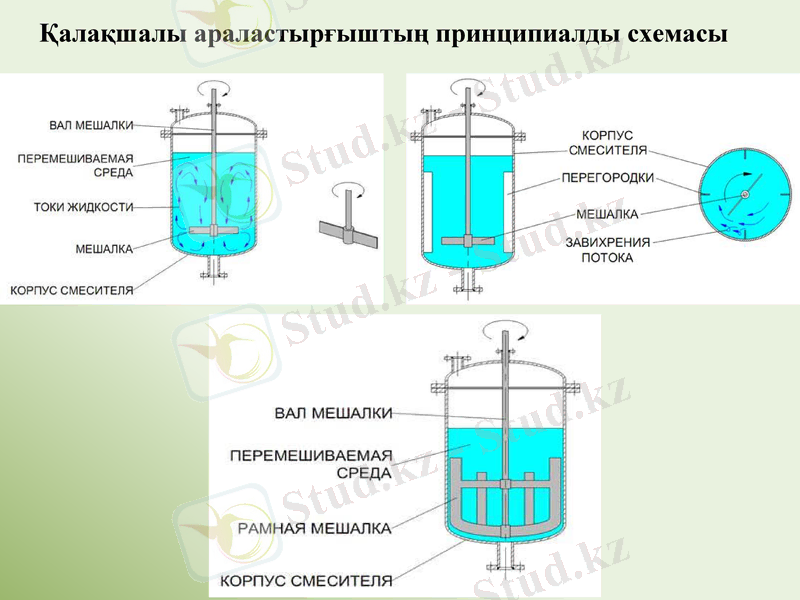
Қалақшалы араластырғыштың принципиалды схемасы

2. Түйіршіктеу (гранулирлеу)
Бұл ұнтақты материалды белгілі мөлшердегі түйіршіктерге айналдыру процесі, бұл таблеткаланған қоспаның ағындылығын жақсарту және оның деламинациясының алдын алу үшін қажет. Түйіршіктеу «дымқыл» немесе «құрғақ» болуы мүмкін. Ылғал түйіршіктеу сұйықтықтарды - қосалқы заттардың ерітінділерін қолданумен байланысты; құрғақ түйіршіктеу кезінде ылғалдандыратын сұйықтықтар пайдаланылмайды немесе материалды таблеткаға дайындаудың белгілі бір кезеңінде ғана қолданылады.
Құрғақ және дымқыл әдіс үшін түйіршіктеу аппаратының әр түрлі типтері қолданылады. Сондай-ақ, әмбебап түйіршіктеуіштер бар, оларды таңдаулы әдіске сәйкес келтіруге болады.

Грануляция технологиясы
Кептірілген және ұсақталған өсімдік материалы, әдетте «құрғақ ұнтақ» деп аталады, конвейермен (1) түйіршіктегіш бункерге (2) жеткізіледі. Бункердің ішінде ұнның пісуіне жол бермейтін құрылғы бар. Бункерден ұнды беру жылдамдығы (3) бар бұрандалы қоректендіргішпен араластырғышқа (3) жібереді, бу немесе су бу генераторынан да беріледі (міндетті емес, көрсетілмеген) . Миксер өнімді кондициялау үшін қолданылады, яғни. ұнның ылғалдылығын түйіршіктеу процесіне қажетті деңгейге дейін жеткізу. Ылғалдандырылған ұнтақ араластырғыштан ферромагниттік қоспалардың сепараторы арқылы түйіршік прессіне (5) шығарылады. Престеу камерасында ұнды айналмалы қалып пен престеуші біліктердің арасына тартып, үлкен қысыммен түйіршіктер түзілетін қалыптың радиалды саңылауларына басады. Тесіктерден сығылған түйіршіктер бекітілген пышаққа соғылып, үзіліп кетеді. Сынған түйіршіктер құлап, пресстен қаптаманың жеңімен шығарылады. Баспадан шыққан түйіршіктер жоғары температураға ие және нәзік, сондықтан оларды лифт (6) салқындату бағанына (7) жеткізеді. Мұнда түйіршіктер қабаты арқылы циклонның (9) желдеткіші (10) ауаны сорады, ол түйіршіктерді салқындатады және бір уақытта түйіршіктелмеген ұнтақтың бір бөлігін циклонға сорады. Салқындату процесінде түйіршіктердің ылғалдылығы ылғалдың булануына байланысты азаяды, ал түйіршіктерде физикалық-химиялық өзгерістер орын алады. Нәтижесінде олар қажетті қаттылыққа, ылғалға және температураға ие болады. Салқындату бағанынан, ол толтырылған кезде түйіршіктер сұрыптауға (8) барады, онда шартты түйіршіктер сынықтан бөлінеді. Түйіршіктер түсіру мойыны арқылы шығарылып, дайын өнім элеваторына беріледі (түйіршіктеу сызығына кірмейді, көрсетілмейді), ал үгінділер циклонға (9) сорылады, содан кейін ұнтақпен бірге қайта бастыруға жіберіледі.

Ұнтақтау
Ылғал түйіршіктеу келесі операциялардан тұрады:
1) Ұнтақтау. Әдетте бұл операция шарлы диірмендерде жүргізіледі. Ұнтақ електен өткізіледі. Диірмендердің әртүрлі түрі болады. Мысал ретінде соққы диірменін аламын.
Шарлы диірменнің жұмыс істеу принципі келесідей. Белгілі бір айналу жылдамдығында тегістеу денелерін айналмалы барабан алып кетеді, белгілі бір биіктікке көтеріледі, содан кейін құлайды, соққы әдісімен материалды ұсақтау жұмысын орындайды.
Барабан корпусының айналуы сонымен қатар шарларды өз осінің айналасында айналдыруға мәжбүр етеді, бұл олардың арасында ұсталған бастапқы өнімді ұнтақтайды.
Осылайша, шарлы диірменнің корпусы айналған кезде, тегістелетін және құлайтын тегістеу корпустары өңделген материалды үгітеді және оған деструктивті әсер етеді.
Гидратация
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz