Электр доғалы пісіру: тік және көлденең жіктерді пісіру әдістері, ток пен электрод таңдау және қауіпсіздік ережелері

1. Пісіру тогын қалай таңдап аламыз?
2. Пісіру тогы аз болған жағдайда не болады?
3 . Электрод ұшын металдан алшақтатқанда, яғни доға ұзын болған жағдайда нені байқайсындар?
4. Тоқты таңдау барысында қандай қауіпсіздік техникасы ережелерін сақтау керек?
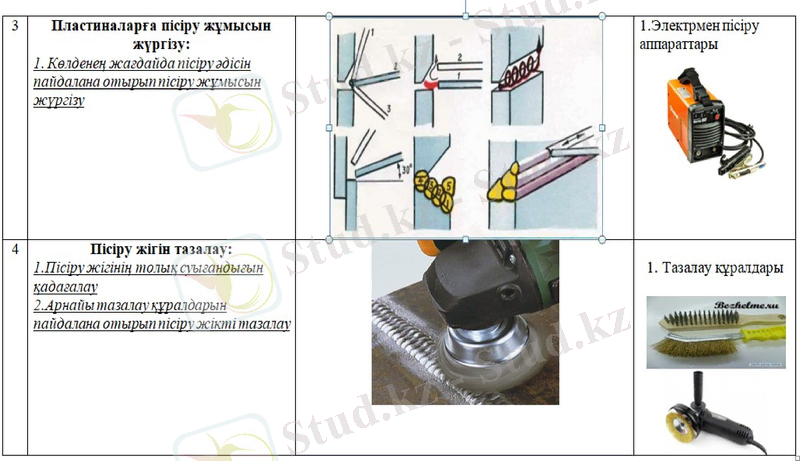
Бұрыштық жіктерді пісіру жұмысы қалай жүргізіледі?
Бұрыштық пісіру кезінде пісіру жігін бір немесе бірнеше жүргеннің айырмашылығын айтыңыз?
Қырларды пісіру жұмысы қалай жүргізіледі?
Қырларды пісіру мен бұрыштық пісірудің ерекшелігін айтыңыз?
26. 05. 2022 жыл
Көлденең және тік жіктерді пісіру
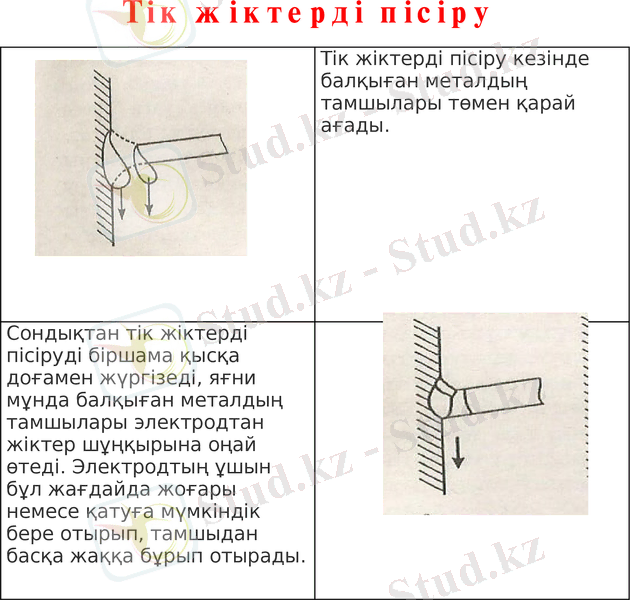
Тік жіктерді пісіру
Тік жіктерді пісіру кезінде балқыған металдың тамшылары төмен қарай ағады.
Сондықтан тік жіктерді пісіруді біршама қысқа доғамен жүргізеді, яғни мұнда балқыған металдың тамшылары электродтан жіктер шұңқырына оңай өтеді. Электродтың ұшын бұл жағдайда жоғары немесе қатуға мүмкіндік бере отырып, тамшыдан басқа жаққа бұрып отырады.
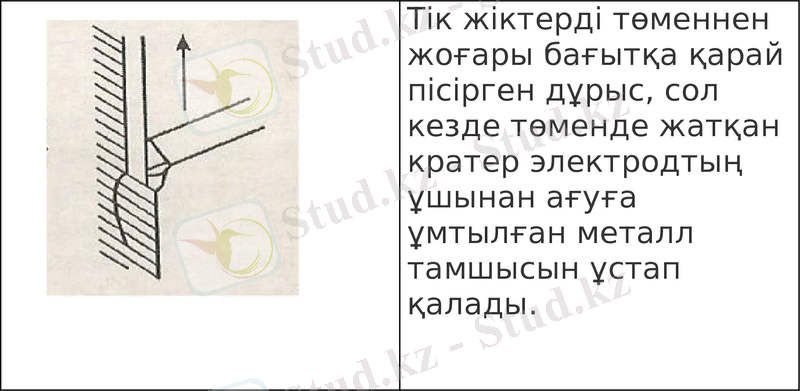
Тік жіктерді төменнен жоғары бағытқа қарай пісірген дұрыс, сол кезде төменде жатқан кратер электродтың ұшынан ағуға ұмтылған металл тамшысын ұстап қалады.
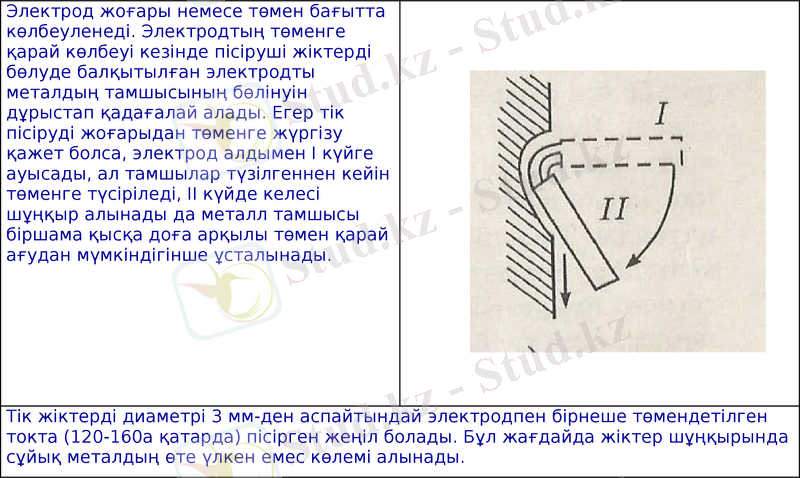
Электрод жоғары немесе төмен бағытта көлбеуленеді. Электродтың төменге қарай көлбеуі кезінде пісіруші жіктерді бөлуде балқытылған электродты металдың тамшысының бөлінуін дұрыстап қадағалай алады. Егер тік пісіруді жоғарыдан төменге жүргізу қажет болса, электрод алдымен І күйге ауысады, ал тамшылар түзілгеннен кейін төменге түсіріледі, ІІ күйде келесі шұңқыр алынады да металл тамшысы біршама қысқа доға арқылы төмен қарай ағудан мүмкіндігінше ұсталынады.
Тік жіктерді диаметрі 3 мм-ден аспайтындай электродпен бірнеше төмендетілген токта (120-160а қатарда) пісірген жеңіл болады. Бұл жағдайда жіктер шұңқырында сұйық металдың өте үлкен емес көлемі алынады.
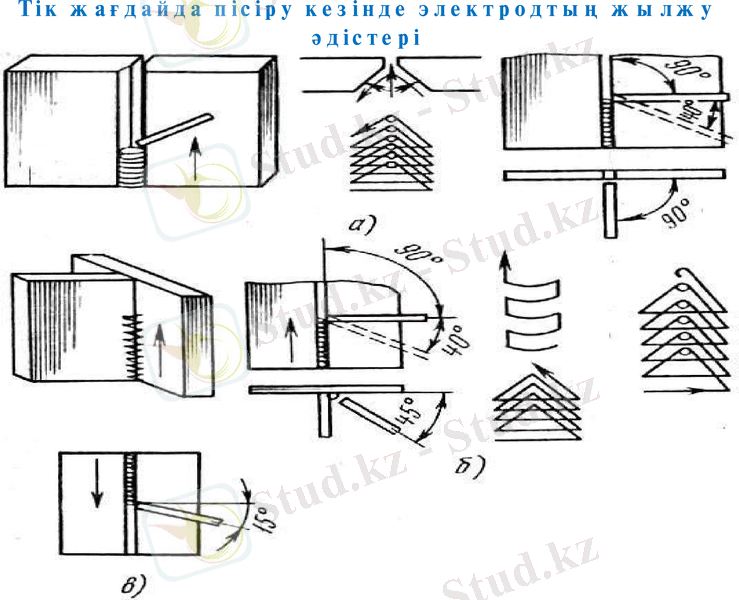
Тік жағдайда пісіру кезінде электродтың жылжу әдістері
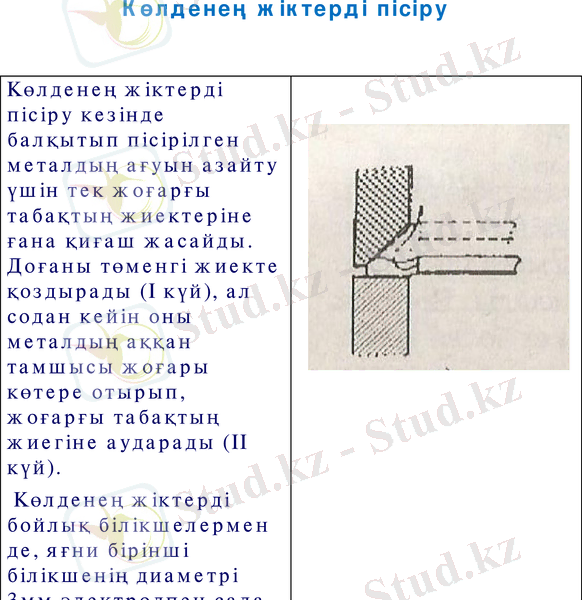
Көлденең жіктерді пісіру кезінде балқытып пісірілген металдың ағуын азайту үшін тек жоғарғы табақтың жиектеріне ғана қиғаш жасайды. Доғаны төменгі жиекте қоздырады (І күй), ал содан кейін оны металдың аққан тамшысы жоғары көтере отырып, жоғарғы табақтың жиегіне аударады (ІІ күй) .
Көлденең жіктерді бойлық білікшелермен де, яғни бірінші білікшенің диаметрі 3мм электродпен сала отырып, пісіруге болады.
Көлденең жіктерді пісіру

Көлденең жағдайда пісіру кезінде электродтың қозғалысы және жіктің түсу әдістері
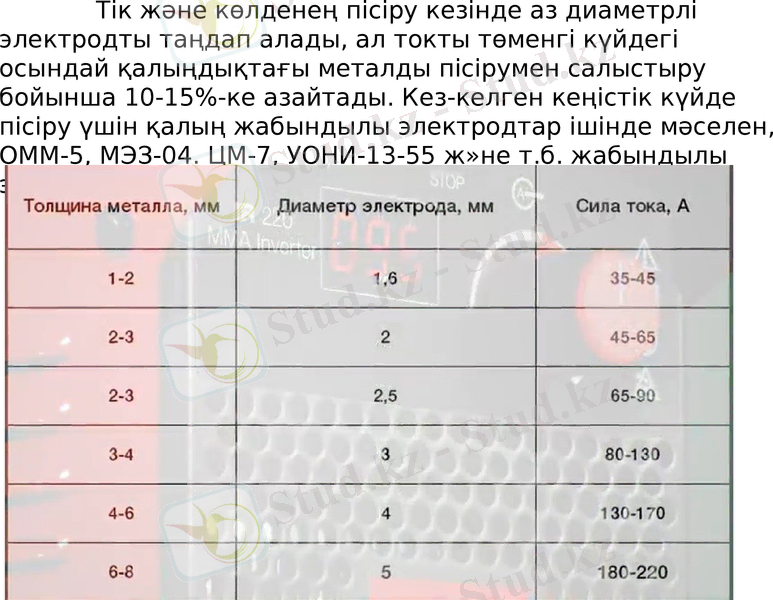
Тік және көлденең пісіру кезінде аз диаметрлі электродты таңдап алады, ал токты төменгі күйдегі осындай қалыңдықтағы металды пісірумен салыстыру бойынша 10-15%-ке азайтады. Кез-келген кеңістік күйде пісіру үшін қалың жабындылы электродтар ішінде мәселен, ОММ-5, МЭЗ-04. ЦМ-7, УОНИ-13-55 ж»не т. б. жабындылы электродтар жарамды.
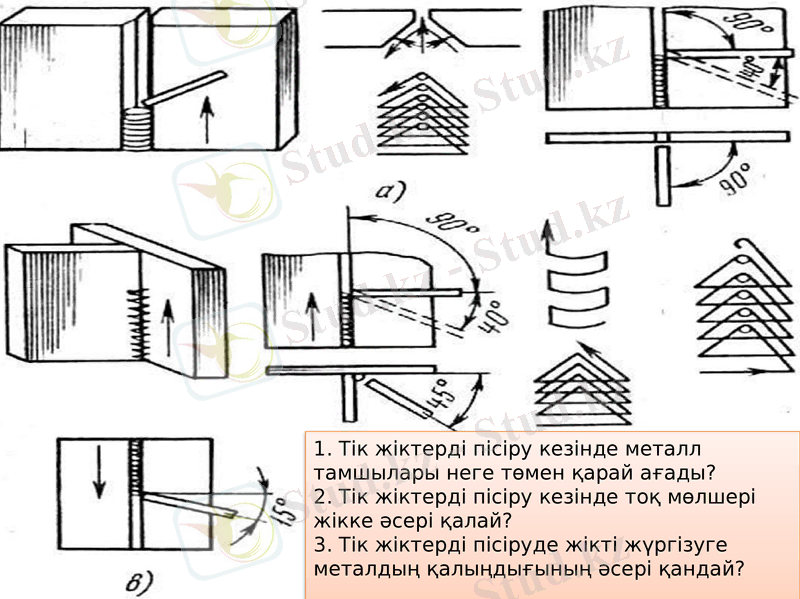
1. Тік жіктерді пісіру кезінде металл тамшылары неге төмен қарай ағады?
2. Тік жіктерді пісіру кезінде тоқ мөлшері жікке әсері қалай?
3. Тік жіктерді пісіруде жікті жүргізуге металдың қалыңдығының әсері қандай?
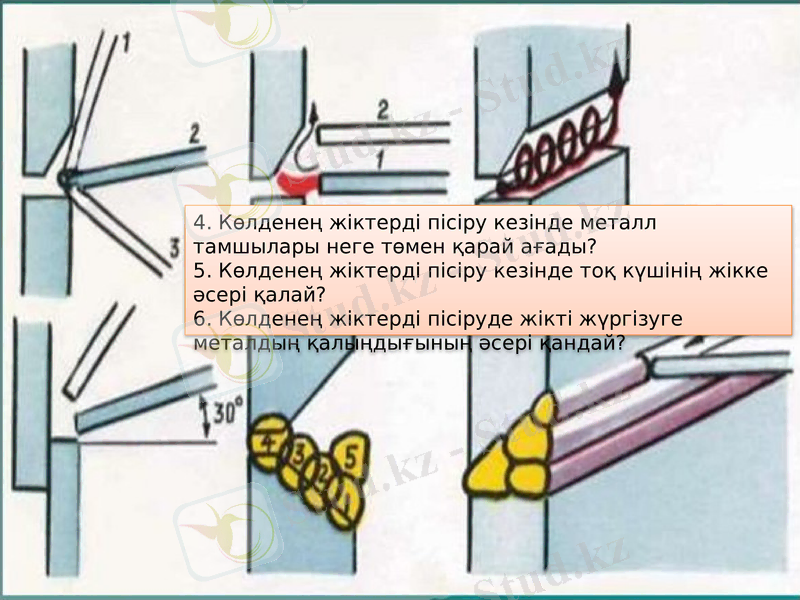
4. Көлденең жіктерді пісіру кезінде металл тамшылары неге төмен қарай ағады?
5. Көлденең жіктерді пісіру кезінде тоқ күшінің жікке әсері қалай?
6. Көлденең жіктерді пісіруде жікті жүргізуге металдың қалыңдығының әсері қандай?
Электр доғалы пісіру кезіндегі қауіпсіздік ережелері:
1. Жұмысқа кірісер алдында арнайы киімнің болуы
2. Пісіру жұмысын бастамас бұрын нұсқаушының рұқсатынсыз аппараттарды қосып ажыратпау.
3. Жұмыс орнында ақауларды байқаған жағдайда дереу зертхана меңгерушісіне хабарлау.
4. Пісіру жұмысы кезінде арнайы масканы пайдалана отырып жұмыс жасау.
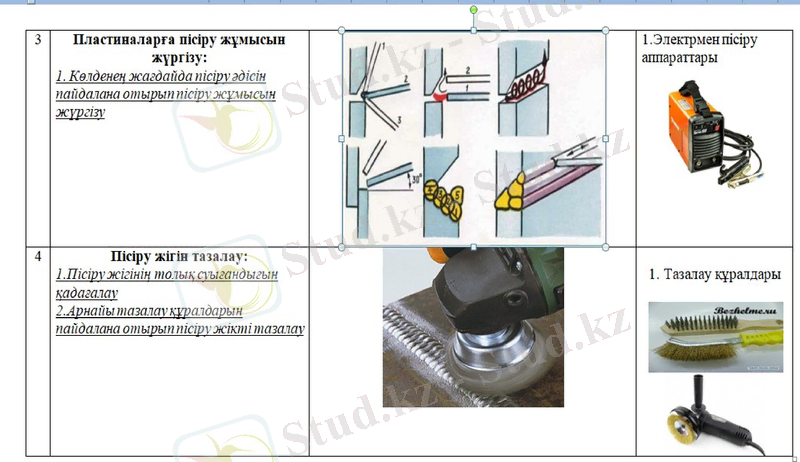
5. Пісірілген бұйымды арнай құралдарды пайдалана отырып ұстау
6. Пісіру жігі бетіндегі шлактарды түсіру кезінде көзілдірік пайдалану
7. Жұмыс орнында жұмыс жасап жатқан білім алушыға кедергі жасамау.
8. Арнайы кескіш құралдармен жұмыс жасау кезінде берілген нұсқауға байланысты тапсырманы орындау, нұсқаушының бақылауында.


- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz