Ерлер жейдесін жобалау: тарихы, конструкциясы және өндірістік технологиялары

І. Кіріспе
1. 1. Киім туралы түсінік
Киім - адамның денесіне киюге арналған бұйым, жасанды жамылғы түрлері. Қоғам дамуы барысындағы материалдық, рухани, әлеуметтік талаптарға сай киім жиі өзгеріске ұшырап отырады. Киім адамның дүниетанымдық, эстетикалық талғамдарына жауап беру арқылы даралық айқындау қызметін атқарады, тұлғаның әлеуметтік жағдайын танытады. Осы сияқты киімнің әр бөлігінің өзіндік қызметі бар.
Киім адам денесін қоршаған ортаның қолайсыз әсерлерінен сақтау қажеттілігінен пайда болған. Киім тігуге мал, аң терілері, өсімдік, ағаш, балық, құс өнімдері, жасанды материалдар пайдаланылған. Адамдар алғаш аң терісінен жасалған киімдерді пайдаланған, неолит дәуірінде шөп орамынан тоқылған белдемшелер киетін болған. Тоқымашылың көсібін игергеннен соң адамдар иықтан, мықыннан киілетін жапқыштар қолданган. Олар адамды ыстық пен суықтан қорғау қызметін атқарған.
Киімнің климаттық шарттарға байланысты да түрлері бар. Ол әр аймақта әр түрлі формасымен, материалымен ерекшеленеді. . Суық климатты арктикалық аймақтарда бүкіл адам денесін жауып тұратын киім киген.
Киім өндірісі - адамның тұрмыстық талаптары мен көркемдік талаптарына сай қызмет ететін индустрияның қуатты саласы. Ғылыммен техниканың даму нәтижесінде киім адам тұлғасын сыртқы ортадан қорғау үшін ғана емес, қолданбалы өнер обьектісі ретінде қолданылады.
Киім - утилитарлық және эстетикалық қызметтерді атқаруға, адам денесін сыртқы әсерден қорғауға арналған бұйым, бұйымдардың жиынтығы.
Киім адам баласының бірінші кезектегі қажеттіліктерінің бірі болғандықтан, ең алдымен қорғаныш қызметін атқарады. Өйткені, киім адам ағзасын табиғаттың және өндірістік ортаның әр түрлі әсерлерінен қорғайды. Сол сияқты адамның денесіне киген киімі қимыл әрекетіне ыңғайлы да ықшам болып, физиологиялық - гигиеналық қызмет атқаруы керек.
Киімнің адамның сыртқы келбетіне жарасымдылығы, бұйым композициясы элементтерінің жеткіліктілігі және киім дайындаудағы сапа деңгейі оның эстетикалық қызметі арқылы айқындалады
Киімді әркім өз бетінше таңдайды, таңдау барысында адам жеке талғамы мен сән ағымына сүйенеді. Жақсы киіне білуде өнер. Киім таңдаудағы жақсы талғамды білдіретін кең тараған анықтамалардың бірі-әдемілік, сәнділік. Сәнділік ұғымы ең алдымен киім түсі мен сәніне қарай дұрыс құрай білуге тікелей байланысты, киімге деген талғампаздық адамның өзіне сын көзбен қарай алатынының белгісі болып табылады. Киімді жарасымды етіп пішу, қонымды киімдердің кепілі екенін ұмытпауымыз керек. Сонымен қатар киім адамды қоршаған ортаның табиғаттың түрлі әсерлерінен қорғайды оны тұтыну мәні мен бірге қызмет ететін маңызы бар. . Қазіргі заманғы жастардың талап-талғамын елеп-ескере отырып, сән жаңа стильге көшіп отыр. Сән ешқашан да ескіні мүлде жоққа шығармайды. Ол бүгінгі таңда көпшілік көңілінен шыққан үлгілерді пайдалана отырып оларды уақыт талабына сай талғаммен жетілдіре түседі. Оларды пішу және тігу аса күрделі болғандықтан оны осы заманғы өнеркәсіп орындары ғана шығара алады. Қазіргі кезде жастар арасында сәнге деген көзқарас өте айқын байқалады. Олардың көпшілігі сәннен алған біршама үлгілерді пайдаланады. Мысалы : 80-шы жылдары кең өріс алып жастар үлгісіне айналған, тар жейделер қазірде сәнің биік сатысынан көрінеді. Оны орнықты кию тазалықты, әдемілікті, көріктілікті талап етеді. Осындай сәндегі киімдерді тігу, елімізде жылдан- жылға дамып келеді. Тігін өнімі үшін оңтайлы материалды таңдау және оларды тігін өндірісінде рационалды пайдалану тек қазіргі заманғы матаны және жайсаны, олардың сапасының бағалау әдістері негізінде болу керек.
Тігін өндірісі саласының техникалық жабдықталынуы бүгінде қарқынды жүргізілу үстінде. Автоматты және компьютермен басқарылатын соңғы үлгідегі машиналарда физико-химиялық өңдеу әдісі, ылғалды жылу, престеу сияқты әдістері бір машинада орнатылған және осы машиналар сапалы өнімді алуға мүмкіндік береді. Біздің Отандық жіберушілер мұндай соңғы үлгідегі жабдықтарды шетелден алып келеді.
Халықтың сұранысын қанағаттандыру және көркемділік құндылығын, талғамын шеше білу үшін ассортимент түрлеріне көп көңіл бөлу қажет. Киілген киім адам үстінде алдымен қонымды әрі қолайлы болу керек, сосын адамның ажарын ашып, дене сұлулығы мен сымбаттылығын айқындап, адамға рухани және моральдік жағынан дем беруі тиіс. Сондықтан бұйымның өзіне матаны тиімді қолдануға мүмкіндік беріп, шығындарды азайтып, жоғары сапалылығымен қамтамасыз ететін кең технологиялады қолдану қажет.
Қорыта келгенде тұтынушылардың киімге деген сұранысын қанағаттандыру үшін тігін өндіріс саласында шығарылатын өнім ассортиментін жақсарту және көлемін ұлғайту, жетілдірілген озық техника мен технологияда өңдеу әдістерін қолдану өндірістік шығындарды азайту, еңбек өнімділігін арттыру арқылы өнім сапасын жоғарлату қажет.
ІІ. Негізгі бөлім
2. 1. Ерлер жейдесінің шығу тарихы.
Ерлер жейдесі тарихы туралы баяндайын. Ерлер жейдесінсіз - кез келген ер адамның гардеробын елестету мүмкін емес. Ерлер көйлегі киім элементі ретінде талғампаздықты және нәзіктікті ғана емес, сонымен қатар еркіндікті де бейнелейді. Ғасырлар бойы көйлектер адамның өмірін сипаттады. Оларды императорлар, қолбасшылар және қарапайым адамдар киген.
Қазіргі әлемде ерлер жейдесі - бұл өте қарапайым, күнделікті тұтынуға және сонымен бірге көп функциялы киім. Классикалық стильдегі ерлер жейдесінің киім элементі соншалықты жан-жақты болғандықтан, ол джинсы немесе шалбар сияқты киіммен тамаша үйлеседі. Алайда, атап өту керек, орындау стиліне және әмбебаптығына қарамастан, жейде бірнеше элементтерден; жеңдер, түймелер, жағалар кіреді.
Ежелгі заманда заманауи жейде формасы мен стилін елестету әр адамға қиын болуы мүмкін. Қазіргі жейделердің прототипі ежелгі халықтардың сыртқы киімі деп саналған. Бірінші жейдені гректерде римдіктер киген. Сонымен қатар қазіргі жейделер ата-бабамыздың күнделікті іш киімі болған ұзын жеңдері бар ақ көйлек болды. Қазіргі заманғы күнделікті жейдемен романтикалық жейделердің ортақ белгілері бар. Әдетте, римдіктер тога астында трикотаж киді. Айта кету керек, тіпті көшпенділер де күнделікті өмірде жейде киген. Алайда, көшпелі тайпалар жейделерді үйшік материалынан дайындаған. . Орта ғасырдың рыцарьларына жасалған зығыр маталардан жасалған жейделер өте танымал болды. Оларды іш киімдер ретінде қолданған, сонымен қатар броньдарының астына киген.
Бірақ орта ғасырдағы дәулетті және текті адамдар арасында мақта немесе жібек сияқты материалдан жасалған жейделер танымал болды. Алайда, алыс орта ғасырларда көйлек іш киімнің элементтерінің бірі болып саналатындығын ескеру керек, сондықтан ол кезде бұл киімдерді көпшілікке көрсету әдеттегі емес еді. Қайта өрлеу дәуіріндегі көйлектің даму тарихы, осы кезеңде мәдениеттің ажырамас бөлігі болып табылатын киім-кешек біршама өзгерістерге ұшырай бастады. 14 ғасырда маталарды жасау мен

өңдеудің түбегейлі жаңа әдістері мен технологиялары пайда болды, бұл жұқа камбрадан киім өндіруге мүмкіндік берді. Қайта өрлеу дәуірінде жейделерді кесте және өру сияқты сәндік элементтермен безендіру әдетке айналды. Бірақ айта кету керек, бұл күндері мұндай жейде тек жоғары тапқа жататын ауқатты адамдарға ғана қол жетімді болатын. Қайта өрлеу дәуірінде әртүрлі курткалар сәнге айналды, олар көптеген слоттарға ие болды және көйлектің жекелеген элементтерін жасауға мүмкіндік берді. Екі ғасырдан кейін, дәлірек айтсақ, 16 ғасырда Италияда сәнді кружевкалар сәнге айналды, ол түнде ақсүйек дворяндар киген коллаждар мен манжеттердің ажырамас бөлігі болады.

Дәл осы кезеңде жейде сияқты киім сәнділігі мен қымбаттығына байланысты сәнге айналды, ол болашақ ұрпаққа мұра болып қалды. Бірақ 18 ғасырдың пайда болуымен Ренессанс дәуірі аяқталып, оны қатаң классицизм алмастырды. XVIII ғасырдың екінші жартысында таза ағылшын стилінде жасалған жейделер сәнге айналды: бір жақтауы бар стильдер - стенд. Бірақ айта кету керек, 18 ғасырдың аяғында, жейде қарапайым әрі біркелкі болғанына қарамастан, ол тек жоғарғы санатқа қол жетімді киім болып қала берді. Бұл жейде кию өте ыңғайсыз және физикалық тұрғыдан жұмыс істеу қиынға соғатындығына байланысты, сол кездері оны жасау үшін көп ақша керек болатын. ХІХ-ХХ ғасырдың аяғында жейде: классикадан бастап көптеген стильдерге дейін XIX ғасырдың екінші жартысында көйлектердің жаппай өндірісі басталды, оны шығару кезінде стандартты өлшем шкаласы қолданыла бастады. Осының арқасында көйлек сияқты киім элементі сән-салтанат белгілерінен бәріне дерлік бере алатын қарапайым киімге айналды.

Айта кету керек, осы уақыт аралығында Brown, Davis & Co компаниялары шынайы революция жасады. Ол «американдық жейделер » деген атаумен шығарыла бастады. Бұл көйлек бүкіл ұзындығы бойынша түймелермен бекітіліп, орнынан көтерілу жағаларының орнына бұрылмалы жакалар қолданыла бастады. ХХ ғасырдың ішінде көйлек айтарлықтай өзгерістерге ұшыраған жоқ. Алайда, өткен ғасырда жейделер әртүрлі элементтермен және түрлі түсті маталармен өңделген түрлері пайда болғанын атап өткен жөн.

Композицияның графикалық бөлім
2. 1. Эскиздік жоба
Эскиздік жобаға рационалды ассортимент сериясын және өндірістік киім коллекциясының моделін жасауда копазиция мен конструкторлық бұйым жобалауындағы дайындалған макет жатады.
Эскиздік жобаның кезеңі, сондай-ақ тәжірибелі конструкторлық жұмыс негізгі принцип бойынша жұмыс жан-жақты орындалады және тұратын жері, болашақта бұйыммен жұмыс жасау анықталған, оны эскиздік жобаны өңдеу деп аталады.
Жобадағы эскиздік бөліктерді жасауда, келер жылдағы сән бағытына байланысты материалдар қолданылады. Эскиздік жобаны өңдеу 3 этаптан тұрады. Олар:
1. Композициялық және конструкторлық өңдеу жұмысының нұсқасы;
2. Модель үлгісі, бұйым макетін немесе бұйым бөлшектерін сынау;
3. Принцип бойынша анықтап алу
Материалды таңдауда және моделдік қатарына байланысты 2 негізгі шешім қабылданады: бұйым формасы, материал және түстік шешім.
Техникалық сурет
2. 3. Үлгінің сыртқы түріне сипаттама.
Ерлер көйлегі жартылай қынамылы силуэт, табиғи мақта матасынан тігілген маусымдық жейде.
Жейде бір өңірлі, бес түймесі, бес торланған түймелігі бар. . Ілмектер мен түймелерге арналған орталық бүйірлік бекіткіші бар ілулі ілмекпен ер адамдарға арналған көйлек.
Артқы бойда бүкпе мен какетка жобаланған.
Жағасы - тік қайырмалы жаға.
Жаға мен алдыңғы бойда планкада желімдік жабындысы бар.
Жеңі - бір тігісті қондырмалы жең, жең аузы манжетпен өңделген.
Манжеттің ұзындығын реттеу үшін екінші түйме тігіледі.
Сол жақ кеуде тұсында қалта орналасқан.
Ұсынылатын өлшем: 176-92-100.
III. Конструкциялық бөлім
3. 1. Материалды таңдау және негіздеу.
Жейде немесе кез-келген бұйымды тігу үшін, пішім тұрақтылығы жоғары, тозуға төзімді маталар қолданылады. Жылу сақтағыш қасиеті жоғары және бояуға төзімді болуы керек. Негізгі материал- жейдеге арналған мата, табиғи талшықтардан және біртегіс жіптен тоқылған суретті немесе жолақты болып келеді. Вискозалық талшықтардан сызықтық тығыздығы 13, 3-22, 2 текс (№ 75-45) немесе вискозалық талшықтармен мен мақта жіптерінің қосылуымен сызықтық тығыздығы 18, 5 текс (№ 54) және 10 текс х 2 (№ 100/2) өріліп шығарылады. Бұл маталар ассортиментін жартылай мақта деп атайды. Бұл маталар ассортиментінен салтанатты және күнделікті жейделер, жұқа костюмдер, белдемшелер және басқа да бұйымдар тігіледі.
Талшықтық құрамына байланысты маталар біртекті талшықтардан - табиғи жібек, вискоза, ацетат, үш ацетат және капронда жіптерден, сонымен қатар біртекті емес, яғни әртүрлі талшықтардан ( жібек, жасанды жібек, синтетикалық, мақта маталы) құралады.
Аралық маталар . Тігін бұйымдарының бөлек бөлшектеріне форма беру үшін және кию кезіндегі сол форманы сақтау үшін аралық маталар қолданылады. Бұлар классикалық аралық маталар - коленкор, мақта маталы, жартылай шұғалы өңілер; желімдік және аралас әдістермен дайындалған бейматалар - флизелин, спанбонд, прокламелин, дублерин, фильц, Сюнт, Вива, Лийва.
Коленкор - мақта маталы, жұқа аралық мата. Ол тегіс боялған, ағартылған. Беттік тығыздығы - 92, 97, 105 г/м 2 . Оны форма беру үшін қолданылады ( қалта бойлығына, жаға іштігі ретінде, қақпақша мен жапырақшаларды және т. б. ) .
Флизелин - аралық жайма, мақта (80%) және капроннан (20%) дайындалады, біртекті структуралы, ені 125 см, беттік тығыздығы 90-110 г/м 2 , матаның орташа қалыңдығы 0, 6 мм. Флизелиннің ерекшеліктері ол тығыздылығы, беріктілігі, ауа өткізгіштігі жоғары, гигроскопиялығы жоғары, химиялық тазалауға және ылғалды жылумен өңдеуге төзімділігі және бағасының қымбат еместігі.
Дублерин - аралық мата. Негізгі ұйымның ішкі жағынан орналасып, матаның форма ұстағыш қасиеттерінің тұрақтылығын қамтамасыз етуші мата, негізгі мата бөлшектерін қатырмалау үшін қолданылады, бұйымның формасын сақтап тұрады.
Дипломдық жұмысқа арналған маталар ассортиментін 5 кестеден негізгі мата, астарлық мата және аралық маталардың кейбір түрлеріне сипаттама келтірілген.
Кесте 1 - Мата ассортименттері
1см 2 салмағы
Ені, см
Негізгі жіп
Арқау жіп
Негізгі жіп
Арқау жіп
Мақта
22003
Ағартылған, тегіс боялған
Атласты
НШ-45,
ВХ- 55
Ерлер киімдерне арналған
3. 2. Өлшем алу.
Жетінші мойын омыртқасынан
бұйымның қажетті ұзындығына дейінгі ара қашықтық.
3. 3. Ерлер жейдесі негізгі конструкциялық сызбасы .
Киім бөлшектері лекалосының сызбасын жасауға арналған бастапқы мәліметтер ретінде бұйымның модельдік конструкциясының сызбасын, бұйымды дайныдауға ұсынылатын материалдардың қасиеттері мен таңдалған технологиялық өңдеу әдістерін айтуға болады.
Лекало дегеніміз бұйым бөлшектер жазбасының технологиялық тігістерін қағаз бетіне түсіру.
Лекал сызбалары-бөлшетің өлшемдері мен формасын, құрастырылуын және піщу мен өңдеуге қойылған техникалық шарттарын анықтайтын техникалық құжат болып табылады.
Киімнің лекало үлгісін жинау үшін БК сызбасынан бөлшектің контурлы сызығын калкаға түсіріп, сол контурлы сызығына параллельді технология тігіс шамасын беріп әр бір бөлшекті жеке қиып аламыз.
Лекалдар 3 түрге бөлінеді:
- Негізгі
- Өндірістік
- Көмекші
Негізгі лекалдар қолданылуына қарай:
- Оригинал лекало-берілген модельдің негізгі сызбаға сәйкес алынған бөлшектердің жазбасы. Оригинал лекал комплектісі бір өлшем, бір ұзындығы, негізгі астар қатырмаланатын матадан пішілген бөлшектерге жасалады.
- Эталон лекало-оригинал лекало арқылы градация жасалып алынған лекалдардың комплектісі. Бір өлшем, бір бой, бір толықтық тобындағы белгілі бір жас аралығына арналған.
- Жұмысшы лекало-оригинал, эталон лекало арқылы алынған лекалдар комплектісін айтады. Жұмысшы лекало жайма жасауға, матаның шығынын анықтауға, матаны пішуге, лекалдардың контурын бормен комкеруге, трафарет жасауға, пішімнің сапасын тексеруге арналған.
Көмекші лекало-бұйымды тігу кезінде қолданылады. Қалтаның орнын, түйменің, түймеліктің орны, етектің, жеңнің қайырылуын, жаға ұштарын, қалталардың модельге байланысты формасын анықтауға арналған. Қима үлгіні қаттф қағазға конструкциясынан кескішпен көшіру арқылы алады.
Өндірістік лекалолар бұйымды декоративті әрлеуге арналады. Бөлшек қиықтарын ішкі тігістерді бекіту үшін қолданылады. Сондықтан негізгі бөлшек сызықтарымен тығыз байланысты. Өндірістік лекалдарға келесілер жатады: негізгі матадан өңір қайырмасы, үстіңгі жаға, қақпақшалар, белдіктер; астарлық матадан: артқы бой, алдыңғы бой, жеңнің астыңғы және үстіңгі бөліктері, бұйым астары жатады; астараралық материалдардан: көкірек қайырмасы, иық көтермесі; желімді қатырма материалдар: алдыңғы бой іштік матасы, жең азының іштігі және т. б.
Лекалдарды безендіруге қойылатын техникалық талаптар. Киім бөлшектерінің лекалосын негізгі матаға арналған астарлық матаға, іштік матаға арналған болып қатты кардон қағаздан жасауға болады.
Барлық лыкалдар ЕСКД талабына сәйкес безендірілді. Лекалдарда негізгі жібі және оның ауытқуы көрсетіледі, кертпелер болуы қажет, лекало бөлшектердің сипаттамасы жазылады.
Жұмысқа дайындалған лекалдарға мынадай мәліметтер енгізіледі:
- лекало атауы (түпнұсқа немесе эталон) ;
- бұйым атауы;
- лекало қолданылуы, бөлшек атауы және негізгі бөлшектер саны;
- бұйым өлшемдері;
- жіп негіздері және жіп негізі бойынша рұқсат етілетін ауытқу;
- жинақтау кертпесі;
- технологиялық өңдеу.
Бір өлшемдегі және бойдағы бұйым конструкциясын жасау-жеткілікті еңбекті қажет ететін ұзақ жасалатын процесс. Осыған қарай әдеттелекало конструкциясын және жинақталымын бір өлшем мен бір бойға жасайды. Басқа өлшеу және бойлы бөлшектер лекалосын орташа есеппен алынған өлшем және бой лекалосының сызықтарын пропорционалды үлкейту немесе кішірейту жолымен жасайды, яғни лекало градациясының көмегімен алынады.
Лекалдарды жасау үшін:
- Сызбаны тексереді (БК), (МК) .
- Қосымша матаның отырылуын анықтайды.
- Негізгі сызбадан бөлшектің контурлы сызбасын калькаға көшіреді.
- Лекалдар бөлшектің контурлы сызығына технологиялық тігістің шамасын береді.
- Лекалдарды безендіреді және әрбір қосылатын екі бөлшектің ұзындықтарын тексереді.
- Лекал бөлшектерінің тігіс ұзындығына байланысты екі бөлшектердің ұзындығын тексереді.
- Туынды лекалдар бөлшектерін сызамыз.
- Лекалдарды қатты картон қағаздан шаблондарын жасаймыз.
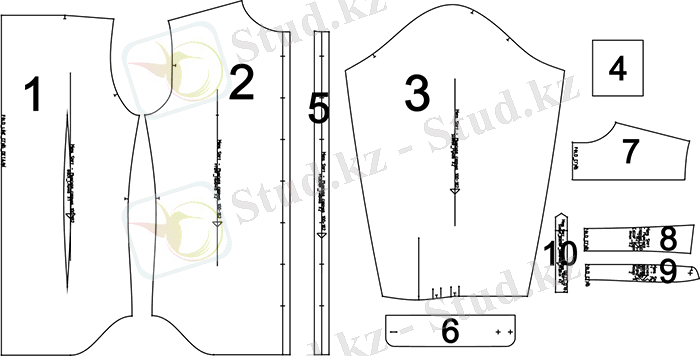
Бөлшекке спецификация
Негізгі бөлшектер
- Арытқы бой - 1 бөлшек (бүктелген жерден)
- Алдыңғы бой - 2 бөлшек
- Жең - 2 бөлшек
- Жан қалта- 1 бөлшек
- Планка (алдыңғы бой) - 2 детали
- Манжет - 4 бөлшек
- Кокетка (артқы бой) - 2 бөлшек (бүктелген жерден)
- Жаға - 2 бөлшек (бүктелген жерден)
- Тік жаға - 2 бөлшек (бүктелген жерден)
Обтачка шлицасы жеңнің - 2 бөлшек (бүктелген жерден)
Желімделетін материал
(ер адамдар киімінің жағасына арналған желімдік материал)
- жаға - 1 бөлшек
- жаға тіктемесі - 1 бөлшек
- манжет - 2 бөлшек
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz