Ішкі қабырғалық темірбетон панельдерді кассеталық әдіспен өндіру: әдіс таңдау, технологиялық тізбек және өндірісті ұйымдастыру

МАЗМҰНЫ
2. 1 Ішкі қабырғалық панельді кассеталық тізбегімен
өндіруді ұйымдастырудың негіздері
КІРІСПЕ
Ірі панельді құралымдар - үйлер мен ғимараттардың мөлшері ірі панель (плита) түрінде дайындалған құрама бөліктері. Панельдің салмағы крандардың жүк көтеру күшіне қарай 1, 5 - 7, 5 т шамасында болады. Үйдің негізгі бөліктері (қабырғасы, жабыны, аралық қабырғасы) панельден құрастырылады. Қабырғалық панельдің биіктігі әдетте үйдің бір не екі қабатының биіктігіндей болады. Панельдер арнаулы зауыттарда дайындалады. Ірі панельді құралымдар күрделі құрылыста, тұрғын және өндірістік үйлерді салуда, т. б. қолданылады. Ірі құрылымды панельдердың негізгі ерекшелігі - оларды зауытта жаппай дайындаудың мүмкіндігі, сапасының жоғарылығы, құрылыс алаңында шапшаң құрастыру, орнату жұмыстары мен одан кейінгі сылақ жұмыстарына уақыттың аз жұмсалатындығы. Сондықтан ірі құрылымды панельдер ең озық әрі индустриялық құралымға жатады. Құрылым тәжірибесінде темір-бетоннан қабат-қабат және тұтас етіп жасалған ірі құрылымды панельдер кеңірек тараған. Каркасты (қаңқалы) панельді үйлердің көтергіш элементі - темір-бетоннан құрастырылған каркас. Ал қабырғалық панельдер сол каркасқа бекітіледі. Әдетте қабырғалық панельге өзінің салмағынан басқа жүк (күш) түспейді. Сондықтан олар үйдің қоршаулық элементінің қызметін атқарады. Каркасты панельді үйдің биіктігіне (қабат санына) шек қойылмайды. Каркассыз ірі панельді үйлер түгелдей ірі панельден құрастырылады. Бұл жағдайда панельдер көтергіш элементтің де, қоршаулық элементтің де қызметін атқарады. Қазіргі кезде ірі қалалардағы көп қабатты үйлер негізінен ірі құрылымды панельды пайдалана отырып салынған.
1 Бұйымды өндіру әдісін таңдау және негіздеу
Бұйымды өндіру тәсілінің техника - экономикалық тиімділігін және қалыптау посттарының өнімділігін дұрыс таңдап алуына байланысты. Құрылыс бұйымдарын өндіруде үш өндіру тәсілдерін қолданамыз:
- агрегатты - ағынды;
- конвейерлі;
- стендті;
-кассеталы.
Өндірістің агрегатты - ағынды әдісі көпірлі кран көмегімен бір посттан екінші постқа жылжытып отыратын жылжымалы қалыптарда бұйымдарды шығаруды қарастырады. Агрегатты - ағынды әдісте технологиялық процесс жеке жұмыс орнында белгілі кезекте өндірілетін жеке өндірістік операциялардан тұрады. Агрегатты - ағынды тәсіл икемді технологиялық тізбектер қатарына жатады, ал операцияларды уақыт аралығында жайғастыратын және машиналары мен механизмдер өнімділігін едәуір арттыруға мүмкіндік береді. Бұйымның бір түрін өндіруден екінші түріне ауысу, құрал-жабдықтарды ауыстырмай тек қалыпты өзгерту арқылы өтуге болады. Бұл әдіс салыстырмалы аз күрделі шығынды талап етеді. Агрегатты - ағынды әдістің кемшіліктері болып бірқатар қол операцияларын жүргізу қажеттілігі және де шұңқыр камераларда бұйымды жылумен өңдегенде жұмыс режимінің бұзылуы, ол өндіріс процестерінің автоматтандырғанда белгілі қиындықтарға әкеліп соғады. Бұл әдістің артықшылығы - қалыптар мен ондағы бұйымдар ағынды тізбекте барлық посттарға тоқтамайды, тек қана осы бұйымды өндіруге қажетті посттарға тоқтайды. Сонымен қатар түрі, өлшемі және кострукциясы әр түрлі бұйымдарды шығару жеңілдігі де бұл әдісті әмбебап етеді.
Өндірістік конвейірлі әдісі берілген ритмнен конвейер принципі бойынша шығарылу процесінде бұйымды бір жұмыс орнынан екінші жұмыс орнына орын ауыстырып отырылуы қаралады. Бұл әдіс бойынша бұйымды қалыптау әр - түрлі қалыптарда және жылумен өңдеу үзіліссіз істейтін тунельді камерада жүргізіледі. Крнвейерлі технологиялық процестердің механикаландыру және автоматтандыру жоғары дәрежеде пайдаланады. Кемшіліктеріне өндірісті ұйымдастырғандағы күрделі шығындардың жоғарлығына және жаңа бұйым шығаруға өткенде құрал-жабдықтарды қайта орналастырудың қажеттілігі.
Өндірістің стендті әдісі - бетон алаңында стендте орналасқан жылжымайтын қалыптарда бұйым өндіріледі. Стендтік әдіс ұзын өлшемді конструкциялар, бұйымдар шығарғанда кеңінен қолданылады. Стендтік әдістің артықшылығы барлық технологиялық операциялар: бетон араласпасын жайғастыру, тығыздау, жылумен өңдеу процестері бір орында термоқалыптарда жүргізіледі. Стендтік тәсілде темірбетон бұймдарын өндіру бойынша басты технологиялық процестер қозғалмайтын қалыптарда - стендтерде орындалады. Бұйымдар бетон қажетті мықтылығына ие болғанша сол орында қалады, ал технологиялық жабдықтар жеке жұмысшы операцияларды бірінен кейін бірін кезекпен орындау үшін стендтерде бір қалыптан екінші қалыпқа көшіріп отырады.
Кассеталық әдістің ерекшелігі - стационарлы тіркеуші (разъемных) металды кассета қалыптарында бұйымдарды тік жағдайда қалыптау болып табылады. Өндіріс процесінде жұмысшы звенолары бір кассеталы қалыптан екінші кассеталық қалыпқа орын ауыстыра отырып, өндірістік ағын ұйымдастырады.
Бұйымдарды тік кассеталарда дайындаудың технологиялық процесі келесі негізгі операциялардан тұрады:
-қалыптарды тазалау және майлам жағу;
-арматураны және қосалқы бөлшектерін орналастыру;
-бетон араласпасын құю және нығыздау;
-жылу ылғалды өңдеу;
-бұйымдарды қалыптардан шығару.
Өндірісте кассеталық әдістің артықшылықтары:
-өндіріс алаңдарын пайдалану тиімділігі;
-бұйымдардың зауыттық шығарылымының жоғары дәрежесі;
-жылу ылғалды өңдеу уақытын қысқарту мүмкіндігі;
-бұйымды дайындауға кететін жұмыстың жоғары өнімділігі;
Кемшіліктері:
-кассеталық құрылғылар периодты әрекет етеді, сондықтан әрекеттерді кері қайтару жылдамдығы төмен;
-бұл әдіс қатты жылжымалы бетон араласпасын талап етеді, сол себепті цемент шығыны көбірек болады.
-бұйымдардың қимаға беріктігі біртекті емес;
Келтірілген темірбетон бұйымдарының өндіріс тәсілдерін салыстыруда олардың негізгі техника - экономикалық көрсеткіштері арқылы өнеркәсіптік ғимараттар үшін технологиялық процесті ұйымдастырудың негізгі бағытын таңдап алуға болады.
2 Өндірістің технологиялық тізбегі
Бетон араластыру цехы Қалыптау цехы Арматура цехы
Тербелгіш алаң
Қалыпқа арматураны жайғастыру
Бетон араласпасын тарататын бункерге тусіру
Арматура керілген қалыпты қою
Арматуралау
Өздігінен жүретін бункерге
бетон араласпасын жіберу
Қалыпқа сетка, каркас және ілгіштерді орнату
Бетон жайғастырғыш машинасы
Бетон араласпасының құю
Тығыздау
Қалыпты тазалау, майлау
Шұңқыр камера
Арбаша
Қалыптарды босату
Тексеру, маркілеу посты
Өздігінен жүретін арбаға тиеу
Дайын өнімдер қоймасы
2. 1 Ішкі қабырғалық панельді кассеталық тізбегімен өндіруді ұйымдастырудың негіздері
Темірбетон бұйымдардың кассеталық әдісімен өндіру негізі бұйымдар тігінен орналасқан қалып - кассетада қалыпталалады, сонмен қатар бұйымдардың жылулық өңдеуі сол жерде жүреді.
Кассеталық әдіспен құрама темірбетон бұйымдардың 70% ортақ көлемдің құраған (тұтас) және ішкі қабырғалар, қалқа және басқа бұйым аражабындар үшін панелдер әзірлеп жатыр, қажетті үлкен панелді ғимараттар тұрғызу үшін қолданады.
Тңмңрбетон бұйымдарын кассеталық технология бойынша қалыптау төмендегідей сипатталады:
- жасалу кезінде бұйымдар тігінен орналасады;
- өзі қабырғалардың жиыны ұсынатын 4-12 бұйымдарға топтық қалыптар қолданылады, арасында бұйымдардың мөлшерлерге лайықты қалыптау бөлімдермен іркістенетін;
- бұйымдардың жылулық өңдеуді жылулық бөлімдерге қуыста қостың берулердің есептің артына формаларда жүзеге асырылады;
- қалыпталатын бұйымдардың қалыңдығының аздығы, бөлшектердің және қосымша беттердің арматураның, кепілдеме қағаздардың бар болуы үлкен цемента шығысты талап ететін қозғалатын құйып жасалған бетон қоспалар қолдану.
Бірақ бұйымды тігінен жасауда, қалыптан босату және бір орнынан екінші орынға орын ауыстыруда июге кернеуін сезбейді, шығыс көптеген жағдайларда бола бастады және қатаң бетонның сол жасаумен салыстыру бойынша баяулан ей алады көлденең формаларда қатты қоспалардан бөлшектердің, ал 1 м 2 панелде цемент шығыс шамамен бірдей болады; дңрңлдеткіш алаң, буландырғыш камера, үлкен бетонсалғышты да қажет етпейді; бетінің аз ғана ашық болуы (барлығы 1, 5-6%) үстінен тегіс, тегіс қалған беттер алу қарқынды жылулық өңдеуді қолдану, сызаттардың ылғалдар және білімдері тез буланулары жалтақтамап. Кассеталық қалыпта бетон температурасы 100° С жетеді, ал шұңқырлы жылумен өндеу камерасында 85° С жоғарлай алмайды.
Құрама темірбетон зауытта кассеталық қалыптардың әр түрлі конструкцияларын қолданамыз, олар периодты және үздіксіз болып бөлінген.
Қазіргі кезде темірбетон бұйымдар зауытында периодты кассеталық қондырғылар қолданады.
3 Өндірісті ұйымдастыру
Кассеталық өндірісі әр түрлі қолданысқа ие конструкциялар жасауда қолданады. Кассеталық әдістің ерекшелігі тігінен орналасқан қалыпта шешілетін металлды топты кассеталық - қалыпта қалыпталады, бетон ол жерде қажетті беріктігін алғанша дейін қалыпта болады.
Сатылы жұмыс өндірістерге процессте басқа бір кассеталық формадан жылысып жатыр, өндірістік ағын ұйымдастырып.
Сериялы жеткізілетін Гипростроммаш кассеталық қондырғылар қабырғалардан бөлгіштен табаннан, қозғалатын және тұрақты, сыртқы қабырғалардан және жиындан тұр, бөлік жылум бөлімдермен қосымша келеді.
Әр кассеталық қондырғы жинау мен босатылатын бөлек - бөлек қабырға тұрады және жылумен өндеу өзегімен жинақталған. Бөлінген қабырғалар 24 мм қалыңдықты болатты парақшадан тұрады, оған жағалауына бұрыштама жалғанған, олар бүйір қабырғалары мен түбін құрайды.
Булы бөлімдер тұйықталған қуыстардан тұрады. Екі бу бөлім арасында екі бұйымнан артық болмау керек. Бөлгіш қабырғалардың және бумен бөлімдердің жиынтығы тірек бу беттерге табанының ішінде орнатып жатыр, кассетадан көмекпен табаны арқалықтар бойынша қозғалып жатыр. Қалыптан босату кезінде қабырғалар (көршісі) жылжып кетпес үшін оларды өзін ара тұтқамен біріктіреді. Панельді ашылған қалыптан алғаннан кейін екінші бөліп тұратын қабырға түсіп дайын болып тұрады содан кейін келесісі дәл сол барлығы қалыптан босатылады.
Кассеталық қалыпта құрастыруда және бұзуда қабырғалар орын ауыстыру бойынша барлық операциялар жиналмалы қабырғамен бірлескен тетіктерден жүйеден көмекпен жүзеге асырып жатыр. Саңылаулардың ақырғы қысу және жоюы электр қозғағышпен қысқыш бұрандалармен өндіріп жатыр. Бетон қоспаны бөлгіш қабырғалармен сығымдайды, шеттерде дірілдеткіштер бекітілген.
Бірегейлендірілген кассеталы қалыпты қондырғының (1 сур. ) бірнеше ерекшеліктері бар. Парақтың жуандығы бөлгіш қабарғалар-10 мм, олар жылулық бөлімдермен келіп жатыр, бұл әрбір бұйымда екі тараптан жылынып жатыр. Қою басқарудан және рельс жолдардан қызмет көрсетуден, пульт құрастырудан және дерені алып тастаудан, дірілді құрылымнан, тоқтатқыш тетіктерден, сору қоюдан, электр жабдыққадан, алаңдардан шеткі тұрақты және жылжымалы қабырғалардан, аралық қабырғалардан, тетіктерден тұр.
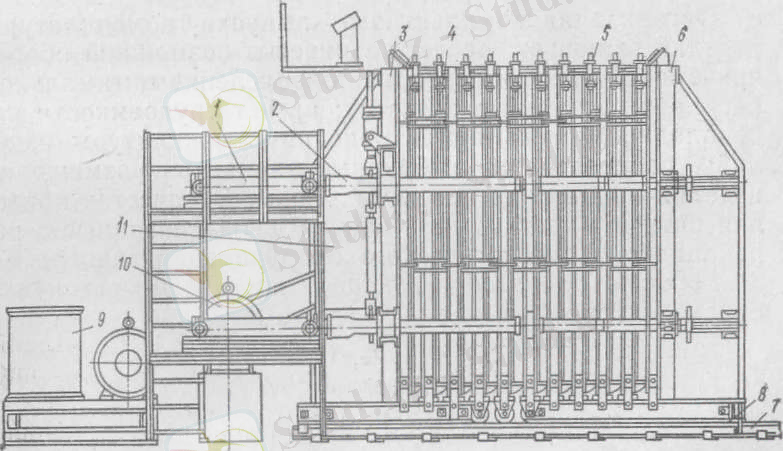
Бұйымдарда қалыптауда және қатаюда кассеталық әдісте тік формада болып жатыр - болаттан жасалған құрастырылған бұйымдар үшін бөлімдерден қатардан тұр кассетаға немесе темірбетон тік қабырғалармен жалғасқан (2 сур. ) . Тік жағдайда бұйымдардың қалыптауы өндірістік аудандар кенет қысқартып жатыр, не кассеталық әдістің негізгі артықшылықпен келіп жатыр. Бұйымдарды буландыруда кассетада арнайы бу көйлегі бар. Сонымен қатар электрожылыту қолдануға болады.
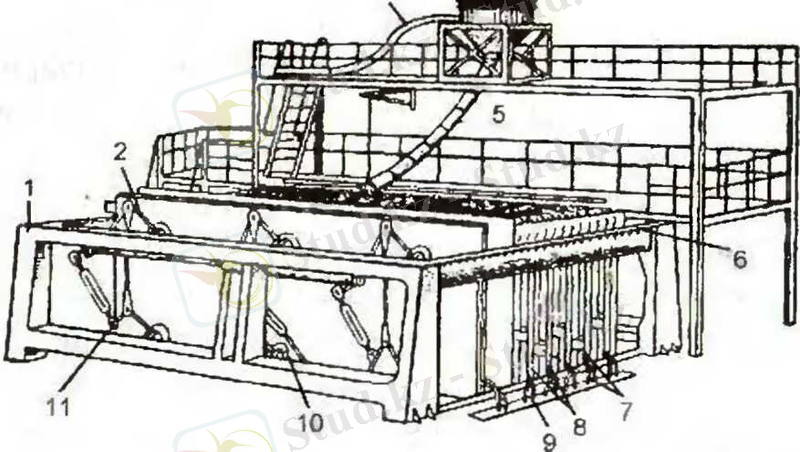
1 - сырты; 2 - кассета қысу үшін тіреулер; 3 - бетон білік пневмокөлік бетон қоспалар; 4 - бетон араласпасы үшін басқыш (циклон) пневмокөлік араласпасы; 5 - қалыптарға қоспа жүктеу үшін солқылдақ шланг; 6 - бөлгіш қабырғалардың роликті тіректері; 7- аспалы дірілдеткіш; 8 - кассетаны тігінен бөлетін қабырғалар; 9 - жылу бөліктеріне бу жеткізгіш; 10 - ашатын рычаг білігінің гидроцилиндрі; 11 - кассетаны жинақтау және босатушы рычагты жүйесі (тік қабырғалардың орын ауысуымен байланысты)
1-сурет - Кассеталық қалыптау машина
Сіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz