Метал кесу станоктарының жіктелуі мен өңдеу технологиялары

ҚАЗАҚСТАН РЕСПУБЛИКАСЫ
АУЫЛШАРУАШЫЛЫҚ МИНИСТРЛІГІ
С. Сейфуллин атындағы Қазақ агротехникалық университеті
Кафердрасы Технологиялық машиналар және жабдықтар кафедрасы
РЕФЕРАТ
Тақырыбы: Металкесу станоктарының жіктемесі
Нұр-Сұлтан 2020
мАЗМҰНЫ
КІРІСПЕ. . . . . . . …3
1 Токарь кескіштер . . . … . . . ……. . 4
- Токарьлық жұмыстар. . …. …. . 5
2 Бұрғылау және кеңейжону станоктарында өңдеу. . 6
2. 1 Кесуші станоктың түрлері……… . . . . . . …8
3 . . . 9
4 Ажарлау және әдемілеу станоктарында өңдеу . . . 13
ҚОРЫТЫНДЫ . . . 14
ПАЙДАНЫЛҒАН ӘДЕБИЕТТЕР ТІЗІМІ . . . 16
КІРІСПЕ
Қазіргі металл кесетін станоктар әр түрлі белгілері бойынша топтарға бөлінеді: қызметі бойынша - токарь, тескіш, фрезер, сүргілеу және ажарлау станоктар тобына; тартып өңдейтін, арнайы (бұранда өңдеуші т. б. ) ; агрегаттық немесе мамандандырылған және басқадай (центрлеуші, арамен кесуші т. б. ) ;
автоматтандыру дәрежесі бойынша - автомат-станоктар,
жартылай автоматтар, бағдарламамен басқарылатын, автоматтандырылған станоктар желілері т. с. с: өңделетін бөлшектер өлшемдерінің дәлдік дәрежесі бойынша - кәдімгі дәлдікті және жоғары дәлдікті станоктар (прецизиондық) ; өңделетін беттердің тазалығы дәрежесі бойынша - сыдырушы және тазалаушы; конструкциялық белгілері бойынша (шпиндельдердің орналасуына байланысты) - көлбеу-фрезерлеуші, вертикаль-фрезерлеуші, вертикаль - бұрғылаушы және т. с. с.
Әр топтың станоктары конструкциялық және технологиялық ерекшеліктеріне, мамандандырылу дәрежесіне т. с. с. сәйкес жартылай топқа (түрге) және үлгілерге бөлінеді.
Станоктың үлгісі сәйкестелген нөмірмен белгіленеді. Станок жасау зауыттары негізінен үш немесе төрт санды нөмірлермен пайдаланады, олар бойынша бірінші сан станоктың тобын анықтайды, екінші - сол топтың ішінде жартылай тобын (түрін, үлгісін), үшінші (немесе төрт санды белгіде - үшінші мен төртінші сандар) шартты түрде станоктың, негізгі технологиялық ерекшеліктерінен (мысалы, станоктағы өңделетін бөлшектің ең үлкен диаметрін, үстелінің өлшемін т. с. с. ) . Бірінші саннан кейін жазылған әріп станоктың модернизациясын көрсетеді. Мысалы, токарь тобы станоктары үшін бірінші сан І, ал екіншісі: 1 және 2 - автоматтар мен жартылай автоматтар, 3-револьверлі, 6-токарь-бұрандаушы т. с. с.
Бұрғылау тобы станоктары үшін бірінші сан 2, ал екінші сан: 1-тік бұрғылаушы, 4-координатты-жонушы, 6-радиальды-бұрғылаушы т. с. с.
Ажарлау тобы станоктары үшін бірінші сан 3, ал екінші: 1-дөңгелектеп ажарлаушы, 2-іштен ажарлаушы, 7-жазықтай ажарлаушы т. с. с.
Фрезерлеу тобы станоктары үшін бірінші сан 6, ал екінші: 1-тік фрезерлеуші, 7-кең әмбебапты, 8-көлбеу-фрезерлеу консольды және т. б.
Сүргілеуші тобы станоктары үшін бірінші сан 7, ал екіншісі: 1-бойлық бір тіреуішті, 2-бойлық екі тіреуішті, 3-кесе көлденең сүргілеуші, 4-үңгілеуші (қашаушы) т. с. с
Сонымен 1620 үлгілі станок - токарлық бұрандалаушы станок, орта (центр) биіктігі 200 мм; 2150 үлгілі станок - тік бұрғылаушы станок, бұрғысының ең үлкен диаметрі 50 мм; 2Н150 станогы - алдыңғыдай станок, бірақ модернизацияланған; 3740 -жазықтай ажарлаушы, дөңгелек үстелінің диаметрі 400 мм.
1. 1 Токарь кескіштер
Технологиялық белгілері бойынша кескіштердің бірнеше түрлерін айырады.
Сыртқы цилиндрлі және конус беттерді өңдеу үшін өтетін кескіштер (1, а-сурет) пайдаланылады, кескішке бойлық беріліс қозғалысы беріледі. Жазық кесік беттерді өңдеу үшін қысқартқыш кескіштер (34, б-сурет) арналған, олар көлденең беріліс алады. Күрделі пішінді беттерді өңдеу фасонды кескіштермен (34, в -сурет) бойлық немесе көлденең беріліспен жүргізіледі. Тескіш кескіштер (34, г -сурет) өзектерді тесу (жыру) үшін жұмсалады.
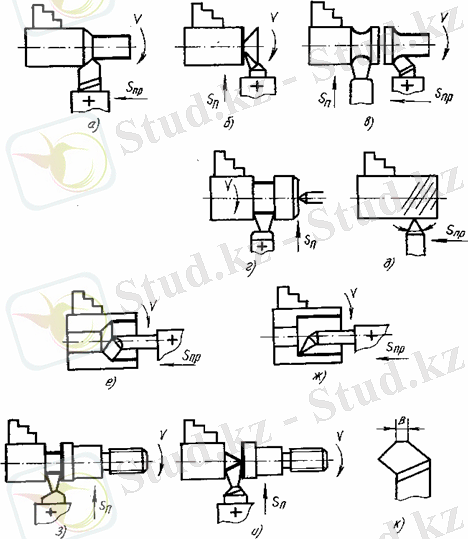
1-сурет-Токарь кескіштер
Кескіштің басты кесу жиегінің ұзындығы өзектің еніне тең болу керек; кескішке көлденең беріліс беріледі. Ойма кескіштермен (34, д-сурет) көлденең беріліс арқылы сыртқы және ішкі беттерге ойық түсіреді. Кеңейткіш кескіштермен ішкі беттерді өңдеу орындалады.
Саңылаулы тесіктерді өтетін кескішпен (1, е-сурет), саңылаусыз тесіктерді тік кескішпен (1, ж-сурет), бойлық беріліс арқылы кеңейтіп өңдейді. Дайындамаларды бөлікке бөлу үшін және дайын белшектерді дайындама - шыбықтан бөліп алу үшін кесетін кескіштер пайдаланылады.
Тура басты кесу жиегі (1, з-сурет) кесудің аяқталуында мойынның қирауына әкеп соғады, сондықтан кесік қосымша етуді қажет етеді. Көлбеу жиек (1, и-сурет) өзінен кейін таза кесік қалдырады, бұл кескіштер автоматтандырылған станоктарда өңдеуде қолданылады. Кесіп алғанда кескішке көлденең беріліс беріледі.
Өңдеу өзгешелігіне қарай кескіштер алғашқы, жартылай таза және таза өңдейтін болып бөлінеді.
Пішіні бойынша олар тік, бүгілген, созылған және иілген болуы мүмкін.
Беріліс бағытына қарай кескіштер оң және сол болып саналады. Солдары солдан оңға қарай бойлық беріліспен жұмыс істейді, оңдағы - керісінше.
Жасалуына байланысты кескіштер бүтін, жұмыс бөлігі жапсарлас пісірілген, аспаптық материалдан жасалған пластинкалары пісірілген не дәнекерленген, алмастырылатын пластинкалармен жабдықталған болып бөлінеді.
Материалдарының түрі бойынша жылдам кескіш болаттардан жасалған, қатты қорытпалардың пластинкаларымен, минералқыш және алмаз кристалдармен жабдықталған кескіштерге бөлінеді.
Үлкен берілістермен жоғары өнімді жону үшін қосымша кесу жүзі бар кескіштер (В = 1, 1 S б ) пайдаланылады (1, к-сурет) .
1. 2 Токарлық жұмыстар
Токарь станоктарында центрлер аралығында, патронда және планшайбада жону; кеңейту, кесікті жону, кесіп бөлу не қысқарту, бұранда салу; конустарды жону, фасонды беттерді және сәйкес аспаптар мен жабдықтарды қолданумен жұмыстардың, басқа түрлерін жону орындалады.
Центрлер аралығында жону. Сыртқы цилиндрлі беттерді жону үшін шыбық бөлшектер L/Д>4 қатынасымен, әдетте өткін кескіштерді қолданумен кіндік аралығында бойлық жонуға ұшырайды.
Ұзын бөлшектерді майысудан (L/Д>10-12 болғанда) сақтандыру үшін бағыттаушы жабдықтар - қозғалмайтын немесе қозғалатын люнеттер қолданылады.
Патронда жону. Бөлшектердің ұзындығы L<4Д болғанда сыртқы жону өткін және тегістейтін кескіштермен орындалады. Ондай бөлшектер тек патрондарда (бос жағын токарь станогінің артқы топайының ценрімен сүйемей-ақ) бекітеді. Бекіту үшін шпиндельге бұралатын үш немесе төрт жұдырықты патрон пайдаланылады.
Планшайбада жону. Жұдырықшалы патрондарда бекітуге ыңғайсыз немесе мүмкін емес симметриясыз бөлшектер мен күрделі пішінді бөлшектерді өңдегенде шпинделге бұралатын планшайба қолданылады.
Жонудың технологиялық процесін жасау
Бірінші кезеңде алғашқы берілгендерге талдау жасайды. Бөлшектің жұмысшы сызбасы зерттеледі: өлшемдері мен олардың шегі, пішінінің рұқсат етілетін қателігі, өңделген беттің қажетті кедір-бұдыры. Бөлшектің пайдаланылу жағдайы мен оның шығарылу бағдарламасы анықталады. Сонымен қатар бөлшектің технологиялығы қарастырылады.
Токарь тобы станоктарында өңделіп алынған бөлшектер көбінесе пішіні айналу денелері болып келетін және айналу осінде беттері тепе-теңдікте болатын болуы керек. Конструкцияларда қатты бөлшектерді пайдалану дұрыс, олардың өлшемдері үйлестірілген болуы керек, ал пішіні - көбінесе қарапайым. Кескіш құралдың дайындаманың жекеленген беттеріне кіруі өңдеу кезінде жеңіл болуы керек.
Сонан соң бағдарлама мен бөлшектерді шығару ырғақтығына байланысты өндірістің түрі анықталады.
Технологиялық операцияларды жобалау технологиялық процесті жасаудың негізгі кезеңі болып саналады, бұл жағдайда мынандай жұмыстар орындалады: механикалык өңдеу операцияларын құру құрылымын таңдайды; операциялардағы технологиялық көшу мөлшерін анықтайды; станоктың үлгісін таңдайды; технологиялық жабдықтарды тағайындайды; өңдеу тәртібін есептейді; уақыт мөлшерін есептейді; жұмыс дәрежесін анықтайды; операциялардың орындалу тиімділігін дәлелдейді.
Есептегенде, қағида бойынша, станоктармен, каталогтармен, анықтамалармен пайдаланады, бірақ өндірістің нақты мүмкіндігін міндетті түрде есепке алады.
Өңдеу тәртіптерін есептеу жалпылай қабылданған реттілікпен жүргізіледі. Кесу тереңдігін, алғашқы жоңғанда негізінен күштік және беріктік факторларына сүйене отырып, 2 . . . 8 мм тең қылып алады, ал таза жонуда өңдеуден кейін алынған беттің кедір-бұдырлығын есепке ала отырып - 0, 2 . . . 1, 5 мм жеткізеді.
Беріліс анықтама бойынша таңдалады да, станоктың паспорттағы берілгендері бойынша түзетіледі, яғни берілістің сатылы қатарындағы жақын аз шамасы алынады. Кесу жылдамдығы есептеу жолымен құралдың беріктігін ескере отырып анықталады; кесу жылдамдығын түзету станоктың паспорты бойынша жүргізіледі.
Қарастырылған технологиялық процесті жобалаудың дәстүрлі а в т о м а тт а н д ы р ы л м а ғ а н әдісі, мұнда объектінің барлық баяндамасы мен процестің алгоритмін технолог жүзеге асырады. Жобалаудың тағы да екі әдісі бар: а в т о м а т т а н д ы р ы л ғ а н (қашап механикалық өңдеу процесін жобалау адам мен ЭЕМ өзара әсерімен жүргізіледі) және а в т о м а т т ы (тек ЭЕМ, адамның қатысуынсыз) . Автоматты жобалау әдісі жеке есептерді шешуде әзірше шектеулі қолданыс табады.
Ең көп тарағаны және болашағы зор, автоматтандырылған жобалау әдісі, ол ЖАЖЖ (САПР) қолдануға мүмкіндік туғызады.
ЭЕМ қолдану, технологиялық және инженерлік есептеулердің өнімділігін 10 . . . 15 рет жоғарлатуға, жобалаудың құнын 2 . . . 4 рет төмендетуге және тиімді жобалар жасау арқасында жобалаудың сапасын жақсартуға әкеледі. Станоктағы операцияларды ЭЕМ жобалау операциялардың өнімділігін 20 . . . 30%-ке арттырады және бөлшектерді өңдеудің өзіндік құнын 10 . . . 15% -ке азайтады.
2 Бұрғылау және кеңейжону станоктарында өңдеу
Б ұ р ғ ы л а у мен к е ң е й ж о н у - ішкі цилиндрлі беттерді бұрғының немесе жону кескіштерінің көмегімен кесіп өңдеу әдістері.
Бұрғылар мен тесіктердің беттері көбінесе дайындамалардың бүтін металында немесе әр түрлі габаритті бөлшектерде қалыптасады. Кеңейжону кескіштерімен тесіктерді дәл үйлестірілген өстерімен алу үшін алдын ала қалыптастырылған тесіктерді әдібімен өңдеуді жүргізеді. Бөлшектердің тұрқысына арналған орта және ірі габаритті дайындамаларды жонады. Бұрғылау және кеңейжону станоктарының негізгі түрлеріне саналатыны: тік-бұрғылау, координатты-кеңейжонушы, радиалды-бұрғылау, көлденең-кеңейжонушы, алмазды-кеңейжонушы, агрегаттық станоктар-жартылай автоматтар.
2. 1 Кесуші құралдың түрлері
Бұрғылау станоктарында өңдеу бұрғылармен, үңгілермен, ұңғылағышпен, таңбалаушылармен (метчиктермен) және құрастырылған аспаптармен жүргізіледі.
Б ұ р ғ ы л а р конструкциялық белгісі бойынша шиыршықты (спиралды), кіндік тесіктерін жасаушы және арнайы болып бөлінеді. Ең көп тарағаны шиыршықты бұрғылар (2, а-сурет) болып саналады, кесуші тістерінің (жүздерінің) саны Z=2. Бұрғыны құрайтын бөліктеріне ұзындығы l 1 жұмыс бөлігі, мойыны l 2 , құйрығы l 3 және табаны l 4 . Құйрығының қызметі - бұрғыны станоктың шпинделіне конусты жанасу бетімен үйкеліс күштерінің әсерімен бекітілуі. Табаны бұрғыны шпинделден ұрып шығару үшін, сонымен бірге ол құйрықты жаншылудан сақтайды. Жұмыс бөлігі кесуші l 5 және бағыттаушы l 6 бөлінген. Бұрғының геометиялық өлшемдері мынадай: алдыңғы бұрыш φ, артқы бұрыш α, бұрғы ұшындағы бұрыш 2φ, көлденең кесу жиегінің көлбеу бұрышы ψ және бұрғылау арнасының көлбеу бұрышы ω (2, б-сурет) .
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz