Полимерлерді өңдеу технологиясы және Атырау мен ЛИК-ЗПКИ зауытындағы өндірістік тәжірибе

Жоспар
Кіріспе
Негізгі бөлім
I. Полимерлерді өңдеу технологиясы
II. Атыраудағы «Polymer Production» пленка өндірісі
III. «ЛИК-ЗПКИ» зауытындағы полимерлі бетон және шыны талшықты материал өндірісі
Қорытынды
Полимерлер туралы негізгі ұғымдар. Жоғары молекулалық қосылыстар табиғи немесе синтетикалық болуы мүмкін. Табиғи түрлеріне ақуыздар, полисахаридтер, табиғи шайырлар, каучук және т. б. жатса, синтетикалық полимерлерге полиэтилен, полистирол, полиамидтер, фенолды шайырлар және сол сияқты қосылыстар кіреді. Үлкен молекулалық массасы және өзіне тән бірқатар қасиеттері бар қосылыстарды жоғары молекулалық қосылыстар немесе полимерлер деп атайды. Ең қарапайым органикалық полимер - полиэтилен, ол этиленнің полимерленуінен түзіледі. Этиленнің екі молекуласы қосылып, бутилен молекуласын құрайды:
CH2=CH2 + CH2= CH2 CH3 - CH2 - CH=CH2
Алғаш рет «полимер» деген терминді 1833 жылы швед ғалымы Берцелиус енгізген. Бірінші полимер поливинилхлоридті 1833 жылы Реньо, ал полистиролды 1839 жылы Симон алды. Фенолформальдегид шайырын неміс ғалымы Байер 1872 жылы синтездеді. Өнеркәсіпте алғаш рет фенол-формальдегид шайырын 1909 жылы бельгиялық ғалым Л. Бакеланд, ал целлофанды 1912 жылы Ж. Брандбургер алды. Жоғары молекулалық қосылыстар туралы жүйелі түрдегі түсініктерді алғаш рет неміс ғалымы Г. Штаудингер (1920) ұсынды. Ол «полимер», «полимерлену» терминдерінің түсінігін қазіргі заманғы мағынасында тұжырымдады. Осыдан бастап полимер ғылымында көптеген жаңалықтар ашылды және полимерлерді синтездеу, қасиеттерін зерттеу күрт өсті. Лебедевтің синтетикалық каучукты (1933), Карозерстің полиамидті алу жолындағы еңбектері өте құнды болды. 1955 жылы К. Циглер мен Д. Натта ашқан стереоретті полимердің алынуы полимерлер химиясы саласындағы елеулі жаңалықтар болып саналынады. Жоғары молекулалық қосылыстар химиясы ғылымының өркендеуіне үлес қосқан көрнекті ғалымдар: Г. Штаудингер, У. Карозерс, Г. Марк, П. Флори, В. Кун, С. Лебедев, В. Каргин, В. Коршак, С. Р. Рафиков және т. б. Қазіргі кезде жоғары молекулалық қосылыстар дамудың ең жоғары шебінде. Көптеген жаңа қасиеттері бар сан алуан полимерлер синтезделіп, өндіріске енгізіліп, нақты қолданыс табуда. Жоғарғы молекулалы қосылыстар алудың негізгі әдістері полимерлену және поликонденсациялану реакциялары.
Полимерлену реакциясы радикалды немесе иондық механизммен тізбекті процесс түрінде жүреді, ал поликонденсациялану реакциясы сатыланып жүреді және кіші молекулалы қосылыс бөлінеді.
Полимердің макромолекуласы түзілу үшін мономерлердің өзара бірігуі үш түрлі әдіспен жүзеге асырылады: қос байланыстардың үзілуі, эфирлік байланыстар мен амидтік байланыстардың түзілуі.
Сополимерлену, яғни әр түрлі мономерлерді біріктіріп полимерлеу арқылы "егу, тігу" әдістерін қолдана отырып, қасиеттері алдын ала болжанған сапалы, бағалы полимерлер алынады
Полимерлік материалдарды өңдеу технологиясы. Полимерлік материалдарды әртүрлі формаларда қолдану фактісі яғни, стержендер, құбырлар, листтер, пенопласттар, жабындылар мен адгезивтер, сонымен қатар прессті бұйымдар, полимерлік компаундтердің соңғы өнімге өңдеудің әртүрлі тәсілдері болатынын көрсетеді. Көптеген полимерлік бұйымдар үлгілеумен, өңдеумен, сұйық форполимерді одан ары қатыратын мақсатпен алынады. Талшықты прядения процесінде алады.Формалау процесін мысалы балшықтан қандай да бір фигураны жасаумен салыстыруға болады ал өңдеу процесі сабыннан сол фигураны кесу. Формалау процесінде компаунд ұнтақ немесе түйір түрінде пресс-формаға салынады әрі температура мен қысым әсеріне ұшырайды соның нәтижесінде соңғы өнім түзіледі. Өңдеу процесінде лист, стержень немесе құбырлар сияқты қарапайым формалар түрінде бұйым алады, штапелдену, штамповка, желімдеу мен пісіруді қолданып.
Полимерлерді өңдеудің әртүрлі әдістерін талдауға өтпес бұрын олар термопласты немесе термореактивті екенін еске түсірейік (термоқатушы) . Термопласты материалдарды формалаған соң температура мен қысым әсерінен пресс-формадан босатардың алдында оларды полимердің жұмсару температурасынан төмен суыту керек әйтпесе оның формасы жоғалады. Термореактивті материалдар жағдайында ондай қажеттілік жоқ себебі температура мен қысым әсерінен соң оны пресс-формадан жоғары температурада да босатса сол қалпын сақтайды.
КОМПАУНДТАУ. Өнеркәсіптік өндірісте бөлініп тазаланғаннан кейін таза түрінде алынған полимерлерді "біріншілік" полимерлер немесе "біріншілік" шайырлар деп атайды. Полистирол, полиэтилен, полипропиленнен басқа біріншілік полимерлер тура өңдеуге жарайды. Біріншілік поливинилхлорид, алдын ала пластификатор қосып жұмсартып алмас бұрын формалана алмайды. Осыған ұқсасты табиғи көксағызды формалау үшін оған вулкандаушы агентті енгізу керек. Көптеген полимерлерді термиялық тотықтырғышты және сәйкесті стабилизаторларға фотодеструкциялық енгізу арқылы қорғайды. Полимерге формалау алдында бояғыштар мен пигменттер қосу әртүрлі түсті бұйымдар алуға мүмкіндік береді. Үйкеліс пен полимердің іштеағуын жақсарту үшін өңдеуші қондырғыға полимерге көбінше майлаушы материалдар мен технологиялық қасиеттерін жақсартуға заттар қосады. Толтырғыштарды полимерге көбінесе арнаулы қасиет беруге және соңғы өнімнің өзқұндылығын төмендетуге қосады.
Пластификаторлар, вулканизирлеуші агенттер, қатырғыштар, тұрақтандырғыштар, толтырғыштар, бояқтар, жалынды сөндіргіштер мен майлаушы заттар сияқты ингредиенттер енгізу процесі “компаундтау” деп аталады, ал полимердің осы қоспалармен қоспасы - “компаундтар” болады.
Полистирол, полиэтилен, полиметилметакрилат және поливинилхлорид сияқты біріншілік пластикалық полимерлер, көбінше ұсақ төгілгіш ұнтақтар түрінде болады. Ұсақ ұнтақ немесе сұйық ингредиенттерді ұнтақтәрізді біріншілік полимермен араластырады яғни планетарлық миксермен, V-араластырғыштар, ленталы винтті араластырғыш, Z-миксерлермен жүзеге асады. Араластыруды бөлме немесе жоғары температурада жүргізуге болады дегенмен, полимердің жұмсару температурасынан төмен болуы керек. Сұйық форполимерлерді қарапайым жоғарыжылдамдықты араластырғышты қолданып жасайды.
Алғашқы эластомерлі полимерлер, табиғи көксағыз, бутадиенстиролды көксағыз немесе нитрилді көксағыз, ұсақ ұнтақ түрінде алады, қалың прессті пластина түрінде "кип" деп аталады. Олар ережеге сай вулкандаушы агенттер, катализаторлар, толтырғыштар, антиоксиданттар мен майлағыш материалдар. Эластомерлер алғашқы пластикалық материалдар сияқты ұнтақ болмағандықтан оларды жоғарыдағы ингредиенттермен араластырмау керек. Біріншілік пластикалық полимерлерді басқа компаунд компоненттерімен араластыру процесімен жүзеге асады. Сонда біріншілік эластомерлер компаундын алуға пластикалық листтерді ұнтақтау біліктері және одан ары полимерге қажетті ингредиенттерді енгізуге болады. Эластомерлер компаундтенуін екібілікті көксағызды диірменде немесе Бенбери араластырғышында жүргізеді. Латекс немесе төменмолекулалық сұйық шайыр түріндегі эластомерлер жылдамдығы жоғары араластырғышты қолданып жүзеге асады. Талшықтәрізді полимерлер компаундтенуінде келтірілмейді. Мұндай компоненттер, майлағыш заттар, тұрақтандырғыштар мен толтырғыштар көбінше балқыма немесе полимер ерітіндісіне прядение алдында енгізеді.
КАЛАНДРЛЕУ. Каландрлеу процесін көбінше үздіксіз талшықтар мен листтер өндірісінде қолданады. Аппараттың негізгі бөлігі (рис. 1) каландрлеу үшін тегістелген металдық білік комплектісі болып табылады, ол қарама қарсы бағытта айналып олардың арасындағы тесікті дәл реттейді. Біліктер арасындағы тесіктер каландрлеуші лист қалыңдығын анықтайды. Полимерлі компаунд ыстық білікке беріледі, ал осы біліктен түсетін лист, суық біліктен өткенде суытылады. Соңғы сатысында листтер рулонға оралады, ережеге сай 1 суреттегідей. Дегенмен листтің орнына жұқа полимерлік қабыршақтар алу керек болса, олардың арасындағы тесіктерді біртіндеп төмендету үшін біліктер сериясын қолданады. Көбінше листтерді поливинилхлорид, полиэтилен, каучук және сополимер бутадиен, стирол және акрилонитрил сополимері сияқты полимерлермен каландрлейді.
Каландрлік машинада профирленген біліктерді қолданғанда әртүрлі суретті сығылысқан листтер алуға болады. Мраморға ұқсас эффектілер алу үшін каландрға әртүрлі түсті компаундтер қоспасын енгізіп алуға болады. Поливинилхлоридтен еденге плитка алғанда мраморға ұқсасты өңдеу технологиясы қолданылады.
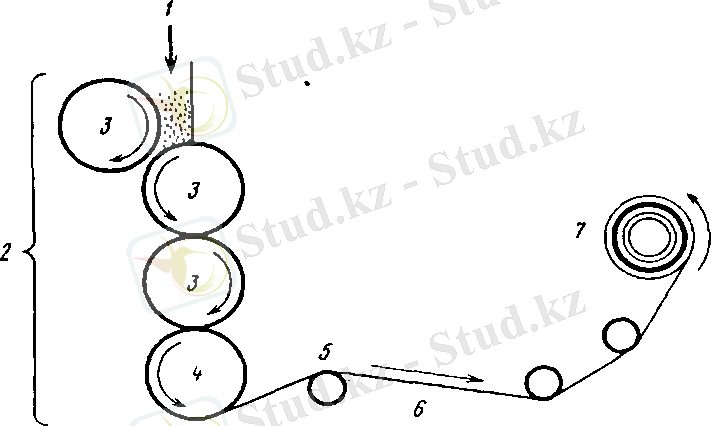 Каландрлеу үшін аппарат кескіні/ - полимерлік компаунд; 2 - каландрлік білік: ыстық
(3)
және суық
(4) ; 5 -
каландрлік лист; б - бағыттаушы біліктер; 7 - ораушы құрал
Каландрлеу үшін аппарат кескіні/ - полимерлік компаунд; 2 - каландрлік білік: ыстық
(3)
және суық
(4) ; 5 -
каландрлік лист; б - бағыттаушы біліктер; 7 - ораушы құрал
ҮЛГІДЕ ҚҰЮ. Бұл салыстырмалы түрде қымбат емес процесс, қажет еткен формада сұйық форполимерден қатты бұйым өңдеуге болады. Осы әдіспен листтер. Стержендер, құбырлар әрі ұзындығы шектелген заттар алуға болады. 2 суретте үлгіде құюдың кескіні көрсетілген. Осы жағдайда форполимерді қатырғышпен және басқа да ингредиенттермен сәйкесті пропорцияда араластырып форма болып табылатын Петри шашкасына құямыз. Сосын Петри шашкасын бірнеше сағатқа қажеті температураға дейін қызған пешке қату температурасы аяқталғанша қояды. Бөлме температурасына дейін суыған соң қатты өнімді формадан алады. Осылайша құйылған қатты дене Петри шашкасының ішкі рельефінің формасына келеді.
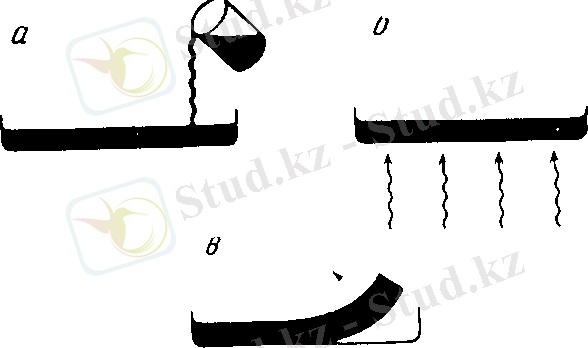
Үлгіде құю процесінің қарапайым суреті
а - Петри шашкасын форполимермен және қатырғышпен толтыру; б - пеште қыздыру; в - үлгіден суыған өнімді алу
Егер Петри шашкасының орнына бір шеті жабық цилиндрлік шыны түтік қолданса, цилиндрлік стержен түріндегі бұйым алуға болады. Одан басқа форполимер мен қатырғыштың орнына формаға полимерлену температурасына дейін қызған мономер, катализатор мен өзге де ингредиенттердің қоспасын құюға болады. Бұл жағдайдағы полимерлену қатты өнім түзілуге дейінгі форма ішінде жүреді. Үлгіде құю үшін акрилдер, эпоксидтер, полиэфирлер, фенолдар мен уретандар жарайды.
Құю үшін үлгіні алебастрдан, қорғасыннан немесе шыныдан дайындайды. Қату процесінде полимерлік блокты отырғызу жүреді ол оның үлгіден шығуын жеңілдетеді.
РОТАЦИЯЛЫҚ ҚҰЮ . Доп, қуыршақ сияқты жатық бұйымдарды "ротациялық құю" деп аталатын аппаратта алады. Ол 3 суретте келтірілген. Термопластикалық материал түріндегі компаундты ұсақ ұнтақтап жатық формаға салады. Қолданылған аппаратта біріншілік және екіншілік остің айналасында бірмезгілде айналатын форма түріндегі арнаулы құрал бар. Форманы жауып қыздырады және айналдырады. Бұл жатық форманың ішінде балқыған пластиктің біркелкі таралуына әкеледі. Сосын айналатын форманы суық сумен суытады. Форманың ішкі бетімен біркелкі таралған балқыған пластикалық материалды суытқанда қатады. Енді форманы ашып әрі соңғы бұйымды шығарып алады.
Сосын формаға термореактивті форполимердің қатырғышпен сұйық қоспасы салынуы мүмкін. Бұл жағдайдағы қату жоғары температура әсерінен айналғанда жүреді. Галош, жатық шарлар немесе қуыршақтардың басы сияқты бұйымдарды поливинилхлоридтен ротациялық құюмен жүзеге асырады. Поливинилхлорид қатуы поливинилхлорид пен сұйық пластификатор арасындағы физикалық гелтүзілу жолымен және 150
 200°С температурада жүзеге асады. Поливинилхлоридтің ұсақ бөлшектері сұйық пластификаторда тұрақтандырғышпен және бояғышпен біртекті дсиперсияланады, солайша салыстырмалы түрде тұтқырлығы төмен зат түзеді. Бұл паста тәрізді материал, "пластизоль" деп аталатын, формаға салады да одан ауаны сорып алады. Сосын форманы айналдырып, қажетті температураға дейін қыздырады, ол поливинилхлоридтің гелітүзілуіне әкеледі. Түзілген өнімнің қалыңдығы гелтүзілу уақытымен анықталады.
200°С температурада жүзеге асады. Поливинилхлоридтің ұсақ бөлшектері сұйық пластификаторда тұрақтандырғышпен және бояғышпен біртекті дсиперсияланады, солайша салыстырмалы түрде тұтқырлығы төмен зат түзеді. Бұл паста тәрізді материал, "пластизоль" деп аталатын, формаға салады да одан ауаны сорып алады. Сосын форманы айналдырып, қажетті температураға дейін қыздырады, ол поливинилхлоридтің гелітүзілуіне әкеледі. Түзілген өнімнің қалыңдығы гелтүзілу уақытымен анықталады.
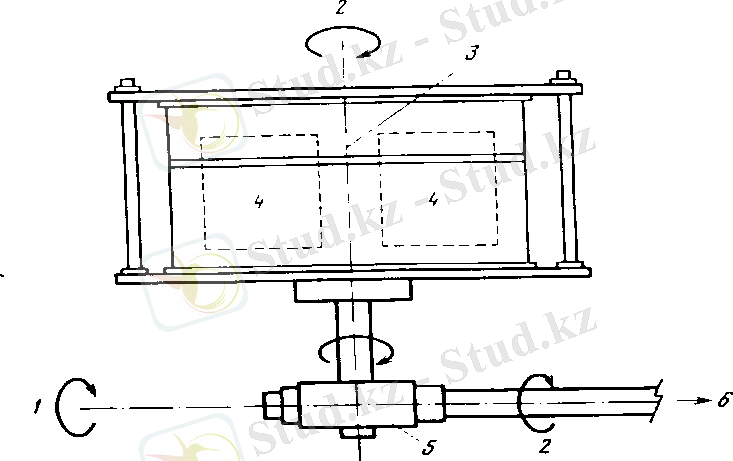
Ротациялық құю процесінде полимерлік материалмен толтырған жатық формалар бірмезгілде біріншілік және екіншілік остер айналасында айналады.
1 - біріншілік ось; 2 - екіншілік ось; 3 - разъемді форма деталі; 4 - формалар полості; 5 - тісті беріліс кожухы; б- моторға келетін
Қажетті қабырға қалыңдығына жеткеннен кейін пластизольдің артық мөлшері қайтадан цикл жүргізу үшін бөлініп алынады. Қоспа соңына дейін біртектінеуі үшін поливинилхлорид пен пластификатордың бөлшектерінің гелтәрізді өнімдерін форма ішінде қыздыруға болады. Соңғы өнімді формадан судың ағынымен суытқаннан кейін алуға болады. Метод ротационного литья с использованием жидкого материала известен как метод "жатық бұйымды құйып және форманы айналдырып формалау" әдісі сияқты сұйық материал дайындау .
ҚЫСЫММЕН ҚҰЮ. Термопластты полимерден бұйым өндіру үшін біршама ыңғайлы процесс қысыммен құю болып табылады. Осы процестегі қондырғының құны жоғарлығына қарамастан оның ең артықшылығы жоғары өнімділігі. Осы процесте балқыған термопластикалық полимердің үлестенген мөлшері қысыммен суық пресс-формаға шашырайды (впрыскивается) онда оның соңғы өнім түрінде қатуы жүреді.
Қысыммен құю үшін аппарат мына суретте келтірілген. Процесс қызған горизонталды цилиндрге белгілі бір уақыт сайын бункерден компаундты пластикалық материалдың ұнтақ, түйір немесе таблетка түрінде берілуінен тұрады, сонда жұмсару болады. Гидравликалық поршень соңында орналасқан цилиндр бойымен формаға балқыған материалды итеруге қажетті қысымды қамтамасыз етеді. Цилиндрдің ыстық зонасымен полимерлік масса қозғалғандағы қондырғы "торпеда" деп аталады да ол ыстық цилиндрдің ішкі қабырғасымен пластикалық материалдың біртекті таралуына көмектеседі, солайша барлық көлем бойымен жылудың біркелкі таралуын қамтамасыз етеді. Сосын балқыған пластикалық материалды пресс-форманың ұясына құю тесігі арқылы шашыратады (впрыскивают) .
Қарапайым түрде пресс-форма екі бөліктен тұратын жүйе: оның бір бөлігі қозғалатын, екіншісі - стационарлы . Стационарлық бөлігі пресс-форманың цилиндр соңында болады, ал қозғалатыны алынып оған киіледі.
Арнаулы механикалық құрал көмегімен пресс-форма тығыз жабылады да осы кезде балқыған пластикалық материал 1500 кг/см
 қысыммен шашыратылады. Жабылатын механикалық құрал жоғары жұмысшы қысымды ұстап тұратындай жасалуы керек. Пресс-форманың ішкі аумағында балқыған материал біркелкі ағуы үшін ол алдын ала белгілі бір температураға дейін қызуы керек. Бұл температура пресстелетін пластикалық материалдың жұмсару температурасынан біршама төмен. Форманы балқыған полимермен толтырғаннан кейін оны циркуляцияланатын суық сумен суытады сосын дайын бұйымды алып шығуға ашады. Осы циклдің барлығы көп рет қолмен сосын автоматты режимде қайталанады.
қысыммен шашыратылады. Жабылатын механикалық құрал жоғары жұмысшы қысымды ұстап тұратындай жасалуы керек. Пресс-форманың ішкі аумағында балқыған материал біркелкі ағуы үшін ол алдын ала белгілі бір температураға дейін қызуы керек. Бұл температура пресстелетін пластикалық материалдың жұмсару температурасынан біршама төмен. Форманы балқыған полимермен толтырғаннан кейін оны циркуляцияланатын суық сумен суытады сосын дайын бұйымды алып шығуға ашады. Осы циклдің барлығы көп рет қолмен сосын автоматты режимде қайталанады.
ҚАБЫРШАҚ ҚҰЮ. Құю әдісін полимерлік қабыршақтар алғанда қолданады. Бұл жағдайда сәйкесті концентрациялы полимер ерітіндісі біртіндеп жылдамдығы тұрақты қозғалатын металдық белдікке құяды, оның бетінде үздіксіз полимер ерітіндісінің қабаты түзілуі жүреді.
Бақыланатын режимде еріткіш буланғанда металдық белдік бетінде жұқа полимерлік қабыршақ түзілуі жүреді. Осыдан кейін қабыршақ қарапайым тұнумен алынады. Осы тәсілмен көптеген өнеркәсіптік целлофанды листтер мен фотографиялық қабыршақ алады.
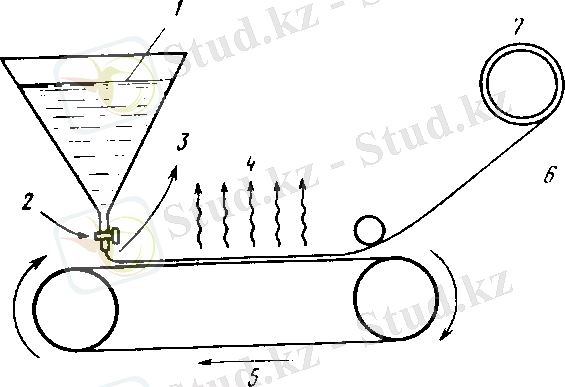
Қабыршақ құю процесінің кескіні
/ - полимер ерітіндісі; 2 - бөлетін клапан; 3 - қабыршақ түзілуімен полимер ерітіндісі ағады; 4 - еріткіш буланады; 5 - үздіксіз металдық белдік; 6 - үздіксіз полимерлік қабыршақ; 7 - ораушы катушка
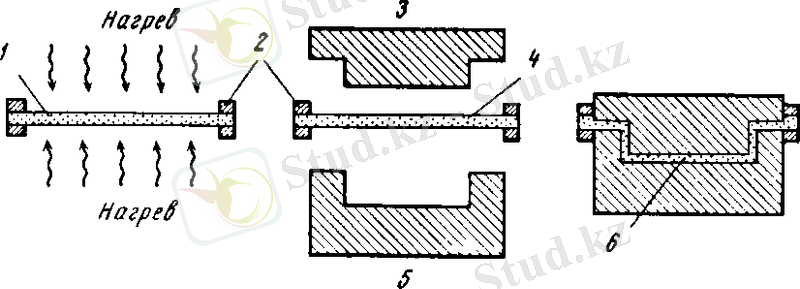
ТУРА ПРЕССТЕУ . Термореактивті материалдан бұйым өндіру үшін тура престеу әдісі кең қолданылады. 5 суретте типті пресс-форма көрсетілген, ол тура престеуге қолданылады. Форма екі бөліктен тұрады - жоғарғы және төменгі немесе пуансоннан (позитивті форма) әрі матрицалар (негативті форма) . Пресс-форманың төменгі бөлігінде выемка бар, ал жоғарғы жағында - выступ. Жабық пресс-форманың төменгі бөлігіндегі тесік пен жоғарғы бөлігінің выступы арасындағы тесік пресстелетін бұйымның соңғы түрін анықтайды.
Тура престеу процесіндегі термореактивті материал бірреттік температура мен қысым әсеріне ұшырайды. Гидравликалық престі қолдану қажетті нәтиже алуға мүмкіндік береді.
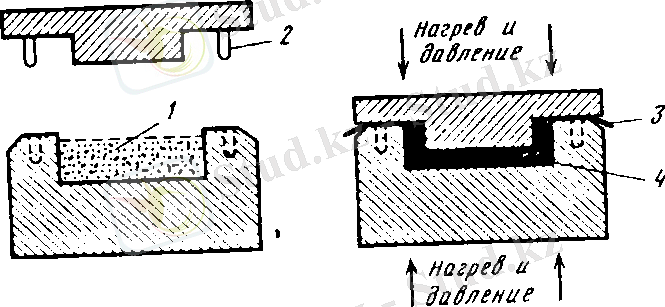
Тура формалау процесінде қолданылатын пресс-форманың кескіндік суреттелуі
1 - термореактивті материалмен толтырылған форманың жазығы; 2 - бағытталатын шиптер; 3 - заусенец; 4 - формаланған бұйым
Температура мен қысым пресстегенде 200 °С және 70 кг/см 2 сәйкес болады. Жұмысшы температура мен қысым реологиялық, термиялық және басқа престелетін пластикалық материал қасиеттерімен анықталады. Пресс-форманың тесігі толығымен полимерлік компаундпен толтырылады. Қысыммен пресс-форма жабылған кезде оның ішіндегі материал сығылады және қажетті формаға престеледі. Артық материал пресс-формадан жұқа қабыршақ түрінде ығыстырылады, ол "заусенец" деп аталады. Температура әсерінен престелетін масса қатады. Пресс-формадан соңғы өнімді босату үшін суыту керек емес.
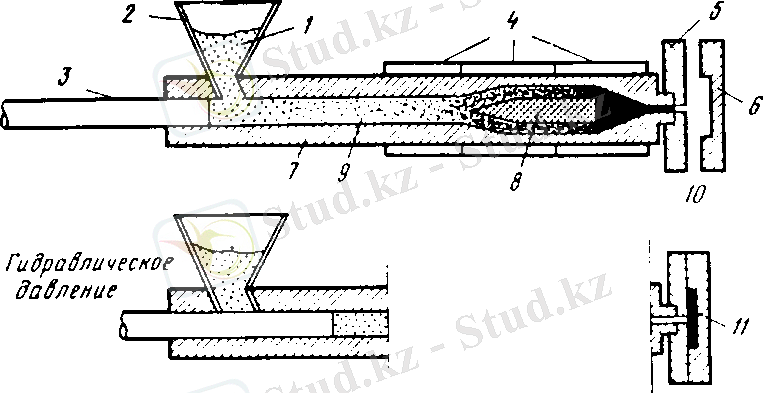
Қысыммен құю процесінің кескіндік келбеті
1 - компаундты пластикалық материал; 2 - тиейтін воронка; 3 - поршень; 4 - электрлік қыздыратын элемент; 5 - форманың стационарлық бөлігі; 6 - форманың қозғалатын бөлігі; 7 - негізгі цилиндр; 8 - торпеда; 9 - жұмасрған пластикалық материал; 10 - пресс-форма; 11 - қысыммен құю әдісімен формаланған бұйым
ФОРМАЛАУ. ПНЕВМОФОРМАЛАУ. Пнефмоформалау әдісімен жатық пластикалық бұйымдардың үлкен көлемі шығарылады: канистрлер, шырын құюға ранлаған жұмсақ бөтелкелер және т. б. Пневмоформалануға келесі термопластты материалдар ұшырайды: полиэтилен, поликарбонат, поливинилхлорид, полистирол, найлон, полипропилен, акрилдер, акрилонитрил, акрилонитрил-бутадиенстиролды полимер, дегенмен жылдық тұтыну бойынша алғашқы орында жоғары тығыздықты полиэтилен.
Пневмоформалаудың шыққан тегі шыныүрлеу өндірісі десе болады. Осы процесс кескіні мына 7 суретте келтірілген.
"Заготовка" деп аталатын ыстық жұмсарған термопластикалық түтікті жатық форманың ішіне орналастырады ол екі бөліктен тұрады. Форма жабық болғанда оның екі жартысын заготовканың бір шетімен және түтіктің екінші жағында орналасқан инені ауа беру үшін қысады.
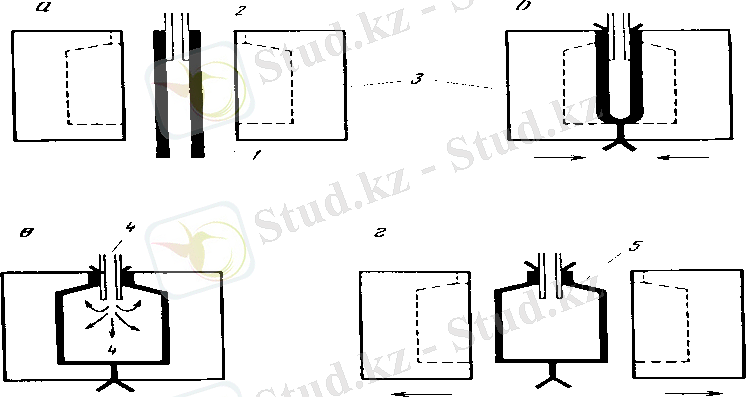
Пневмоформалау процесінің сатыларын түсіндіретін кескіндік диаграмма
а - ашық пресс формаға салынған заготовка; б - жабық пресс-форма; в -пресс-формаға ауа үрленуі; г - пресс-форманы ашу. 1- заготовка; 2 - ауа берілу үшін ине; 3 - пресс-форма; 4 - ауа; 5 - пневмоформалау әдісімен дайындалған бұйым
Компресордан ине арқылы берілетін қысым әсерімен ыстық заготовка шар сияқты форманың ішкі салқын бетінде салытырмалы түрде үрленеді. Сосын форманы суытады, ашады және дайын қатты термопластикалық бұйымды алып шығады.
Пневмоформа үшін заготовка қысыммен құю немесе экструзия әдісімен алынуы мүмкін, әрі осы әдістен тәуелді қысыммен құюды үрлеу (раздувка) немесе экструзиямен пневмоформалау деп атайды.
ЛИСТТІ ТЕРМОПЛАСТТАРДЫ ФОРМАЛАУ. Л истті термопласттарды формалау пластиктерден үшөлшемді бұйымдар өндірісі үшін маңызды процесс болып табылады. Осы әдіспен Этим методом из листов листінен тіпті ірі су асты қайықтарының корпусына арналған бұйымдар да алады.
Бұл процестің кескіні мынадай. Термопластты листті жұмсару температурасына дейін қыздырады. Сосын пуансонды ыстық иілгіш листпен металдық пресс-форманың матрицасына пресстейді (27 сурет), осыдан лист белгілі бір формаға келеді. Суытқанда формаланған бұйым қатады және пресс-формадан алынады.
Модифицирленген әдісте вакуум әсерінен ыстық лист матрица полостына сорылады және қажеті форманы қабылдайды (28 сурет) . Бұл әдіс вакуумды формалау әдісі деп аталады.
ЭКСТРУЗИЯ. Экструзия қабыршақтар, талшықтар, түтіктер, листтер, стержендер, шлангалар мен белдіктер сияқты кең таралған пластикалық бұйымдар өндірісінің ең арзан әдісі болып табылады әрі осы бұйымдардың профильі экструдер басындағы шығатын тесіктердің формасы беріліп тұрады. Балқыған пластик белгілі бір жағдайда экструдердің басынан итеріліп шығады да эктрудатқа қажетті профиль береді. Қарапайым экструзиялық машина кескіні мына суретте 8 келтірілген.
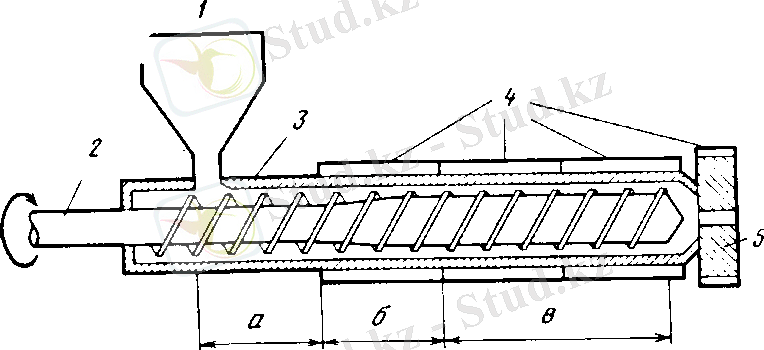
Қарапайым экструзиялық машина кескіні
1 - тиейтін воронка; 2 - шнек; 3 - негізгі цилиндр; 4 - қыздыратын элементтер; 5 - экструдер басынан шығатын тесіктер, а - тиеу аумағы; б - сығу аумағы; в ~ гомогендену аумағы
Осы машинада ұнтақ немесе компаундты пластикалық материал түйірлерін бункерден цилиндрге полимерді жұмсарту үшін электрлік қыздыра отырып тиейді. Спираль түріндегі айналатын шнек цилиндр бойымен ыстық пластмасса қозғалысын қамтамсыз етеді. Полимерлік масса қозғалған кезде айналушы шнек пен цилиндр арасында үйкеліс туындайды бұл жылу бөлінуіне әәкеледі сәйкесінше өңделетін полимер темпераутрасы жоғарлайды. Осы қозғалыс процесінде бункерден экструдердің басындағы шығатын тесікке пластмасса үш анық бөлінген аумақты өтеді: тиеу аумағы (а), сығылу аумағы (б) мен гомогендену аумағы (в) (9 суретті қараңыз) .
Бұл зоналардың әрқайсысы экструзия процесіне өз үлесін енгізеді. Тиеу аумағына мысалы, бункерден шыққан полимерлік массаны қабылдайды да оны сығу аумағына бағыттайды, бұл операция қыздырмай өтеді.
Листті термопласттарды формалау процестерін кескіндеу
1 - термопластикалық материал листтері; 2 - қысқыш; 3 - пуансон; 4 - жұмсарған қызған лист; 5 - матрица; 6 - бұйым, термопласттарды вакуумды формалау әдісімен алынған
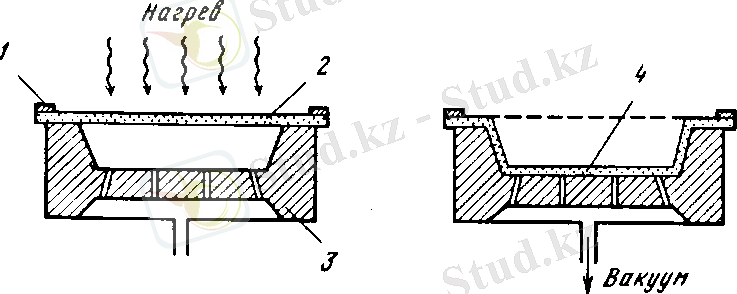
Термопласттарды вакуумды формалау процесінің кескіні
1 - қысқыш; 2 - термопласт листі; 3 - пресс-форма; 4 - бұйым, термопласттарды вакуумды формалау әдісімен алынған
Сығу аумағында қыздыратын элементтер ұнтақтәрізді тиелудің балқуын қамтамсыз етеді, ал айналушы шнек оны ығыстырады. Сосын пастатәрізді балқыған пластикалық материал гомогендену аумағына түседі, онда тұрақты ағу температурасына ие болады ол винтті кесетін шнекке негізделген.
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz