Темірбетон шпалдарын өндіру технологиясы (Q = 8000 м3/ж., шұңқырлы булы камера ρ = 2380 кг/м3)

«Сәулет және құрылыс өндірісі» кафедрасы
«Процестер мен аппараттар II» пәнінен
КУРСТЫҚ ЖҰМЫС
Тақырыбы: Темірбетон шпалдарын өндіру технологиясы Q=8000 м3ж. Шұңқырлы булы камера =2380 кг/м3.
Мазмұны
1. Кіріспе . . . 3-4
2. Өндірістуралы мағлұмат5-6
3. Технологиялық бөлім. . 7-26
3. 1. Бұйымның номенклатурасы. . 7
3. 2. Технологиялық схеманың жазбасы мен принципиалды схемасы . . . 8-12
3. 3. Кәсіпорынның, цехтың немесе объектінің жұмыс істеу режимі . . . 13-14
3. 4. Жылумен өңдеудің әдісін негіздеу және өңдеу тәртібін таңдау. 15
3. 5. Жылу қондырғысын конструктивті есептеу . . . 16-26
4. Техника қауіпсіздікережелері . . . 27-28
5. Қоршаған ортаны қорғау. . 29
6. Қорытынды30
7. Қолданылған әдебиет тізімі . . . 31
1. Кіріспе
Темірбетон алғаш рет Францияда жасалды, бастапақы кезде одан қарапайым бұйымдар дайындалды: есік пен терезе маңдайшалары, іргетастық блоктар, темірбетонды шпалдар т. б.
Қазақстан Республикасында құрастырмалы және құймалы темірбетон бұйымдарын XX ғасырдың 50-жылдарында гидротехникалық құрылыстардың салынуына орай шығарыла бастады. Қазіргі кезде құрылыста құрастырмалы немесе құймалы темірбетонды дайындау үлкен тәжірибе жинақталған, оның технологиясын жетілдіру бағытында ғылыми-зерттеу жұмыстары жүргізіліп келеді.
Теміржол күрделі және жауаптылықты көп талап ететін құрылыс болғандықтан, темірбетоны шпалды ашық жерде едәуір ауыспалы динамикалық кедергілерді қабылдай отырып жылжымалы құрамымен қолданады және конструктивтік пішінін сақтайды. Алдын-ала кернеуленген темірбетонды шпалды заводтан тыс өндіру мүмкін емес және де ол жоғaрғы өндіріс мәдениетін талап етедi. Темірбетонды шпал материал мен энергия күштерін көп қажет етедi және жаппай қолдануға қиыншылық туғызады.
Ресейдегі алғашқы темірбетон шпалдар 1903 жылы жасалып, Петербург теміржол инженерлері институтының зертханасында сынақтан өткізіліп, содан кейін Финляндия теміржол станциясының бірінде қойылды. 1903-1927 жж Ресейде темірбетон шпалдарын қолдану әрекеттері бірнеше рет қайталанды - ең үлкен эксперименттерге 1922 жылы Оңтүстік жолға 4 мың шпал төсеу кірді. Тек 70-жылдардың аяғында темірбетон шпалдарын жаппай төсеу басталды. 70-ші жылдардан бастап, кернеулі темірбетоннан жасалған шпалдар КСРО-да танымал бола бастады, сондықтан оларды қолдану бірлескен жолда сәтті болды.
Темірбетон шпалдарының өндірісі теміржол көлігіндегі құрылыс кешенінің маңызды элементі болып табылады, өйткені олар жолдың сенімділігі мен поездар қозғалысының қауіпсіздігін анықтайды. Темірбетон шпалдар Ресейде 30 жылдан астам уақыт бойы өндіріліп, төселген. Осы кезеңде оларды өндіру мен пайдалануда үлкен тәжірибе жинақталды, дизайнға өзгерістер енгізілді, ГОСТ қайта қаралды.
Шпалдар - бұл дәстүрлі және ең көп таралған теміржол базасы. Олар үшін негізгі материалдар - ағаш, темірбетон және металл. Бастапқыда олардың бәрі ағаш болатын. Темірбетон шпалдарының келесі артықшылықтары бар: салыстырмалы түрде ұзақ қызмет ету мерзімі (40-50 жыл), ұзындығы бойымен бірқалыпты жол серпімділігі, ығысуға қарсы жақсы тұрақтылық және оларға пайдалы пішін беру мүмкіндігі.
Шпалдар темір жолдың маңызды бөлігінің бірі. Теміржолдың сенімділігі олардың күші мен тұрақтылығына байланысты. Алайда, біздің еліміздің аумағындағы әртүрлі климаттық жағдайлар темірбетон шпалдардың аязға төзімділігі мен суға төзімділігін арттыратын технологияларды зерттеу және анықтау қажеттілігін анықтайды.
Темірбетон шпалдардың артықшылығы: жоғары механикалық беріктігі мен ыдырауға төзімділігі арқасында қызмет мерзімі шектеусіз, бұл шпалдарды қайта пайдалануға, сондай-ақ жолдың қатты жүктелген учаскелерінде пайдалануға мүмкіндік береді. Кемшіліктері: қаттылықтың жеткіліксіздігі, қымбаттығы мен салмағы, бетонның әлсіздікке ұшырау мүмкіндігі. Бекіткіш рельстер мен темірбетон шпалдар үшін жақында анкерлік байланыс жиі қолданыла бастады. Темірбетон шпалдарын тұрақтандырылмаған немесе ауруы жоқ субрадты бар жерлерде пайдалануға болмайды. Темірбетон шпалдарын төсемес бұрын, субрадтың зерттеліп, жараланған жерлерін анықтап алу керек (тұңғиық, шөгінді және т. б. ) .
Теміржолдың әр шақырымына шпалдардың саны шпалдар төсеу учаскесі деп аталады. Әр түрлі елдерде бұл мән км-ге 1000-нан 2200-ге дейін шпал колданады. Ресей үшін стандартты мәндер километрге 2000, 1840, 1600 немесе 1440 шпал құрайды . Көбіне түзу учаскелерде 1840 дана / км (25 метрге 46 шпал) және қисық сызықтарда 2000 дана / км қолданылады.
Өнімнің тапжылмай өсуі темірбетонды шпалдардың таптырмайтын шешімі болып табылады.
2. Өндіріс туралы мағлұмат
Өнеркәсіп мекемесінің жобасы технологиялық құжатнама комплексімен түсіндіріледі, яғни ол есептерден, сызбалардан, түсіндірме парағынан және басқа да жобалық материалдардан тұрады.
Рельстердің астындағы материал немесе құрылымның іргетас тірегі элементі - темірбетон шпалдар. Мұндай дизайнды ойлап табу ұзақ уақытты қажет етті. Алдымен тас төсемдер қолданылды, бірақ оларды өңдеу және тозу қиын, сәтсіздікке ұшырайды. Арнайы өңделген ағаштан жасалған тіректер өздерін жақсы көрсетті, бірақ біраз уақыттан кейін олар ауыстырылып, жөнделді. Нәтижесінде ең берік құрылымдар болашақтың материалы болып табылатын темірбетоннан жасалды. Темірбетон шпалдар әртүрлі өлшемдері мен қимасы бар штрих пішініне ие рельстерге арналған тіректер болып табылады. Бұл өнімнің диаметрі 0, 03-0, 06 см болатын болат шыбықтардан тұратын ішкі металл жақтау конструкцияның өзгеруіне байланысты өзгеріп отырады. Рельсті бекітуге арналған материалдарды өндіру арнайы технология бойынша жүзеге асырылады, оған келесі талаптар қойылады:
Қоспаның біртектілігі. Өнімдерге арналған бетон жақсылап араластырылады.
Құрылымдық беріктік. Бұл кернеу күштерін беру кезінде маңызды.
Орындалудың дәлдігі. Өнімді өндірушілер рельсті сенімді орнату үшін келесі материалдық параметрлерге сәйкес келеді:
-өлшемдері;
-формалар;
-салмағы.Темірбетон шпалдар, кенептің тозу деңгейіне байланысты, 30-60 жыл өмір сүреді. Бұл тіректер теміржол құрылысында біртіндеп ағаштан жасалған алмастырғыштар болып табылады. Сондай-ақ, олар темірбетон шпалдардың негізін жасайды, жиі қолданылатын өнімдер қолданылады.
Соңғы жылдары шпалдарға арналған бетон тіректерін жасауда көптеген әдістер қолданылды. Әлемде темірбетон бұйымдарын өндіру үшін технологияның 4 әдісі қолданылады. Олар стандарттаудың халықаралық талаптарына сәйкес келетін сенімді және дәлелденген өнімдермен қамтамасыз етеді.
Технология 6 элементтен тұратын кассета формаларын қолдануды қарастырады. Дайындалған қоспасы кассеталарға құйылады, содан кейін ол тығыздалады. Қажетті ұстауды алу және алдын-ала күтуді қамтамасыз ету үшін ерітіндіге арматуралық тор орнатылады. Дайын өнімдер ең жоғары беріктік көрсеткіштеріне жеткеннен кейін арматурадан алынады. Өндіріс циклы аяқталғаннан кейін құрылымдардан босатылған формалар өнімнің келесі партиясына жіберіледі. Сызықтық типтегі конвейер қолданылады, оған бетон үшін қалыптар кезекпен орнатылады, олардың ұзындығы 100 метр. Құрылғының бүйір бөліктері металл жақтауына механикалық әсер беретін арнайы құрылғылармен жабылған. Қоспа пісіп жетілгенде, кернеу бетон бетіне таралады. Арматуралық тордың орналасқан жерін белгілейтін арнайы формалар мен ендірілген үлгіні қолдануды қамтиды. Пішіндер тығыздалған бетон ерітіндісімен құйылады. Қоспа орнатылған кезде, болат шыбықтар оған бекітіледі. Бетон піскеннен кейін дайын шпатель қалыптан және шаблоннан алынады. Өнім өндірісі үздіксіз. Күйзелісті алдын-ала жою
Технология алдыңғы әдіске ұқсас, бірақ металл шыбықтарды бетонға батырудың орнына, дәнекерленген болат жақтаулар қалыптарға орнатылады, олар механикалық әсер етеді. Құрылғылар дайын өнімді созылу күшімен қамтамасыз етеді. Резервуарлар алдын-ала дайындалған темірбетон конструкцияларынан тез босатылып, өндіріс циклы жаңадан басталады.
3. Технологиялық бөлім
3. 1. Бұйым номенклатурасы
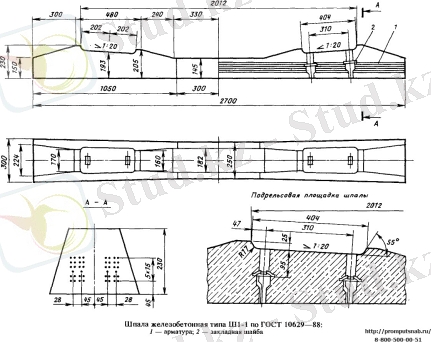
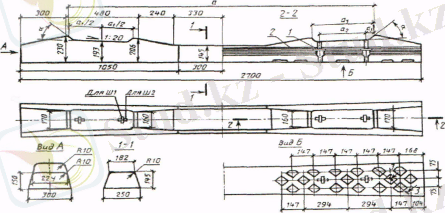
Темір жолдар үшін темірбетонды, алдын-ала бекітілген шпалдар, ені 1520 мм теміржол жолымен және жалпы теміржол желісінің типтік жылжымалы құрамымен қолданылатын P75, P65 және P50 типтегі рельстер ГОСТ 10629-88 талаптарына сәйкес жасалады. Белгіленген тәртіпте бекітілген технологиялық құжаттамаға сәйкес.
Рельсті бекіту түріне байланысты шпалдар келесіге бөлінеді:
- Ш1 - шпалға бұрандалы бекіткішпен (ББ типті) бөлек-болтты рельсті бекіту үшін;
- Ш2 - рельсті шпангоуттың ажырамас болтпен бекітілуі үшін (БПУ типті) шпалдарға немесе рельстерді шпалдарға бекітетін болтпен бекітіледі.
Кесте - 1
Көлемі,
м 3
3. 2. Технологиялық схеманың жазбасы мен принципиалды схемасы
Талдау, яғни анализ жүргізген кезде жергілікті ресурстарды қолдану келтірілген. Сонымен бірге өндірістік аудандарды төмендету, автоматизациялау, және мүмкіншілігінше толығымен механизациялау. Еңбектің өнімділігін көтеру және бұйымның бағасын төмендету, еңбектің қауіпсіздігін санитарлы - гигиеналық жағдайын жақсарту қарастырылған. Қабылданған әдіс бойынша талдау және салыстыру негізінде технологиялық схемасы жасалынады.
- қалыпты тазалау және майлау;
- тіректі салынып жатқан детальды орналастыру;
- қатайған арматураны тарту;
- арматуралық қаңқаны құрастыру;
- қалыпты құрастыру;
- қалыптау;
- алдын ала ұсталым және ақауларды қолдан жөндеу;
- термиялық өңдеу;
- қорама қалыпты алып тастау және кернеудің азаюы;
- ұсталым және дайын өнімнің жетілдіруі;
- жеткізуі мен ОТК өнімдерінің тапсыруы;
- жинақтау және сақтау;
- тұтынушыға жеткізу;
- қорытынды операциялар.
Қалыпты тазалау және майлаудың технологиялық үдерісі келесі технологиялық операциялардан тұрады:
- қалыпты бетонның тасқыны және шашырауынан қырғыштың немесе металдық щетканың көмегімен тазалау;
- қалыптың жұмыс бет қабатын жалтыратып тазалау;
- ернеу құлпының, қалыпты және тіреуішті көтеру ілмегінің жарамдылығын тексеру;
- эмульсол ЭКС50-10%, кальцийлендірілген сода-0, 6%, су-89, 4% құрамы бойынша эмульсиялық жақпаны дайындау;
- қалыптың жұмысы бет қабатына қылқалам немесе щетка көмегімен эмульсиялық жақпаны 0, 3 мм қабатты қалыңдықта жағу;
Орындаушылар: II-ші разрядты қосалқы жұмысшылар - 2 адам.
Тіректі салынып жатқан детальды орналастыру технологиялық процесі:
- салынатын детальдар ілмектермен қосарланып қолмен жеткізіледі және жұмысшы сызбасына сәйкес жобалық жағдайдағы қалыпқа орналастырады;
Қатаю алдындағы арматураны тарту технологиялық процесі келесі операциялардан тұрады:
- түсірілген анкерлік басы бар қатаю алдындағы өзекті СМЖ-128”Б” электроқыздырғыш қондырғысына қолмен жеткізеді;
- ажыратқыш қосылады және электрқыздырғыш қондырғысының пневмоцилиндріне ауа жіберу қамтамасыз етіледі, қыздыру уақыты 1-3 мин. ;
- электротермоқыздырғыш қондырғысының қабылдау құрылымынан өзектер түйісу алдында жайғастырылады, кейін ток беру қосылады, өзектер қыздырылғанда ұзарады және жылжымалы түйісуді қозғайды, өзектің қажет етілетін ұзындығына қол жеткізілген соң сигнал беруші шам сөндіріледі;
- «тоқта» кнопкасын басу арқылы түйісуді ажырататын клапан қосылады;
- қыздырылған өзектер дайындалған қалыптарға ауыстырылып және тіреуіштерге жайғастырылады;
- өзектер суыған соң тіреуіштердің соңына дейін тұндырылады;
- өзектерде нығыздау тіреуіштері орнатылады.
Орындаушылар: қалыптаушыларIV-ші разрядты -2 адам.
Арматуралық қаңқаны құрастырудың технологиялық процесі келесі операциялардан тұрады:
- арматуралық қаңқа мен торлардың комплектісі қолмен жеткізіледі;
- оларда бекіткіш орнатылады;
- арматуралық қаңқаны құрастыру келесі реттілікпен жүргізеді: жазық көлденең қаңқаны орнату, торды орнату, жоғарғы торды жайғастыру;
- торды жазық көлденең және ұзына бойы қаңқамен байланысқан жерлерінде тоқыма сыммен қысқыштың көмегімен байлау.
Орындаушылар: қалыптаушыларIV-ші разрядты -2 адам.
Қалыпты құрастырудың технологиялық процесі келесі операциялардан тұрады.
- Қалыптың ернеуін сатылас жағдайға қою және көтеру;
- Қалыптың құлпын тіреуішке дейін сүйменнің көмегімен қысады.
Орындаушылар: қалыптаушыларIV-ші разрядты -2 адам.
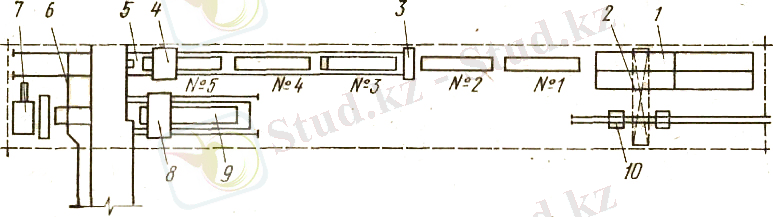
1 - щұңқыр қатаю камерасы; 2 - көпірлі кран; 3 - арматураны гидродомкратпен керіп орнату ; 4 - арматурақалаушы ; 5 - жүкарба; 6 - арматуралық қаңқаларды жіберу үшін жүк көтергіш; 7 - көпнүктелі машина ; 8 - бетонқалаушы; 9 - дірілдетуге арналған алаң; 10 - дайын өнімге шақырылатын арба; № 1, 2, 3, . 4, 5 - бекеттердің нөмерлері.
Технологиялық схема мен :
: . , , . Гидравликалық пресс , . Конвейер 5 шпалғасымдартартады. штапель жиынтығыорнатылады. Оларпресспенбүгіліп, кілтпенбекітіледі. Ұзартылғанжіппакеті оны өткізгенненкейін, дөңгелекараменкесіліп, кран . Екінші пакет солсияқтыжасалған. Екіқаптамасалынған форма . мен , болттардан, . Шпалдардыбір-. Ипотека . . Әріқарай, .
Бетон бетоны бетон асфальт . пломба. , олжүктеуқалқанымен жабдықталған және электр көтергіші арқылы көтеріліп, түсірілген. Соңғы нығыздау екі сатыда жүктемесіз және бір уақытта шпалдардың негізін құрайтын жүктеме арқылы жүзеге асырылады.
Жылумен өңдеу режимге сәйкес жүзеге асырылады: экспозиция - 2 сағат, температураның 80 ° C дейін көтерілуі - 3 сағат; 2 сағат ішінде 80 ° C температурада изотермиялық жылыту; температураның төмендеуі - 4 сағат; барлығы - 11 сағат.
Содан кейін арматуралық кернеу гидравликалық саңылаулармен жойылады, ал алынып тасталған қыстырғыштар мен сымдар контейнерге салынып, орамдардың жинау үстеліне көпір кранымен жіберіледі. Әрқайсысы 5 дана екі кірпіктен тұратын форма плиткаға кранмен құйылып, аударылған. , ал . , форма , соданкейінроликті конвейер цикл қайталанады. , . Бұл операция . , олар 32 дана биіктікте 32 дана жиналады. кран, , .
Шпалдарды тексеру үшін пресстермен жабдықталған бөлім қарастырылған.
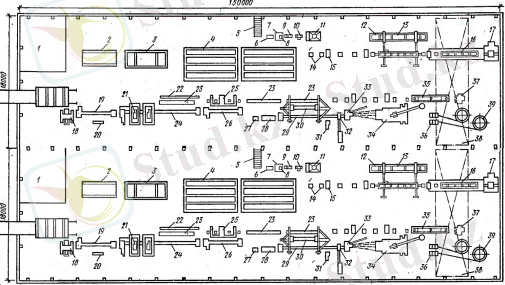
1 - дайын өнімнің қоймасы; 2 - тірі орамалар; 3 - шпалдарды сынауға ареалған пресс; 4 - камералар; 5 - тірі орамалар; 6 - жарамсыз формалаушыларға арналған контейнер; 7 - жарамсыз форматорларды құрастыруға арналған үстел; 8 - шайғыштары бар ыдыс; 9 - жарамсыз формаларды жууға арналған ыдыс; 10 - электр көтергіші; 11 - жуғыш машина; 12 - жүктемені орнатуға арналған тірек; 13 - вибратормен жүктеме; 14 - жетек ролигі; 15 - көтергіш арқалық; 16 - діріл платформасы; 17 - бетон таратушы; 18 - жинақтағыш; 19 - қаптауға арналған пластиналық конвейер; 20 - шпалдардың бақылау өлшеуіш стенді; 21 - дөңгелек ара, арқанды кесуге арналған; 22 - қысқыш бастиектерін жинауға арналған конвейер; 23 - жетек ролигі; 24 - пластиналық конвейер; 25 - плитка; 26 - тақтайша плиткасы; 27 - қол арбалары; 28 - табақшаларды тазартуға арналған үстел; 29 - жолдар пакеттерін салу үшін конвейер; 30 - жол пакеттерін төсеуге арналған қондырғы; 31 - жіп орамаларын кесуге арналған машина; 32 - екі цилиндрлі пресс; 33 - сына пакеттерін жинауға арналған үстел; 34 - ұстағыш; 35 - қауіпсіздік құралы; 36 - сымдарды тазартуға арналған құрылғы; 37 - кернеу құрылғысы; 38 - көпірлі кран; 39 - ұстағыш.
3. 3 Кәсіпорынның, цехтың немесе объектінің жұмыс істеу режимі
Зауыттың жұмыс тәртібін тағайындау кезінде кәсіпорындарға қатысты өндірісті технологиялық жобалау нормаларын, сонымен қатар басқа да нормативті құжаттарды басшылыққа алу қажет. Біз бес күндік жұмыс аптасында зауыт үшін екі ауысымдық жұмыс режимін қабылдаймыз.
Зауыттың жұмыс режимін анықтау кезінде келесі деректерді қабылдаймыз:
Жылына есептелген жұмыс күндері 246
Күніне ауысым сан 1
Жұмыс уақытының ұзақтылығы, сағ 8
Негізгі технологиялық жабдықтың жұмыс жасауының жылдық қоры-253 күн болып қабылданады (жөндеуге, қайта жабдықтауға және т. б. қажет аялдамалардың ұзақтығына байланысты) .
Жабдықтың жұмыс істеу уақытының номинальды жылдық қоры төмендегі формуламен анықталады:
мұндағы N-жылдық жұмыс күнінің мөлшері;
n-тәуліктегі жұмыс ауысымының мөлшері;
t-ауысымдағы жұмыстың сағаттық ұзақтылығы.
Жалпы және бөлек тізбектер мен өндіріс қуатына негізделген және үзілмелі аптадағы сағаттық жұмыс істейтін технологиялық жабдықтардың жұмыс уақытын есептеу қоры төмендегі формуламен анықталады:
(1)
мұндағы Т-бір жылдағы тәуліктің жұмыс саны, сағат;
-қолданылған жабдықтардың орташа жылдық коэффициенті (0, 8-0, 95) ;
С-тәуліктегі жұмыс сағатының саны.
Жылдық үздіксіз жұмыс істейтін жабдықтың жұмыс істеу уақытын есептеу:
(3)
Жабдықтарды жөндеу үшін жабдықтарды техникалық қолдануға арналған коэффициент қабылданған .
Жұмыс режимі туралы мәліметтер 2-кестеде келтірілген.
2 Кесте-Кәсіпорынның жұмыс режимі
Темірбетон шпалдарын өндіру технологиясында өнім өндіруге сәйкес анықталады. Есептеулердің нәтежиелері 1-кестеде келтірілген.
Зауыттың сағаттық, ауысымдық, тәуліктік қуаттылығы мына формулалар бойынша есептеледі:
Тәуліктік өнімділік:
Ауысымдағы өнімділік:
Сағаттық өнімділік:
мұндағы П жыл -берілген жылдық өнімділік, т/жыл;
С р -жұмыс күні саны;
В р -жылдық жұмыс уақытының қоры, сағ;
n-ауысым саны.
мұндағы С р -жұмыс күнінің болжамды саны;
сағ-күніне жұмыс сағаттарының саны;
К и -уақытты пайдалану коэффициенті.
3. 4. Жылумен өңдеудің әдісін негіздеу және өңдеу тәртібін таңдау
Технологиялық шектердің өнімділігін есептеу
1)
Қалыптан босату - 2)
Жылу ылғалды - 3)
өңдеу
Қалыпқа құю - 4)
Араластырғыш - 5)
дайындау
-Цемент:
-құм:
-қиыршықтас:
-су:
Тасымалдау кезіндегі жоғалу
- Цемент-θж=45801−0, 5100=4603тжыл\theta_{ж} = \frac{4580}{1 - \frac{0, 5}{100}} = 4603\ \frac{т}{жыл\ \ }
- Құм-θж=40471−1100=4088тжыл\theta_{ж} = \frac{4047}{1 - \frac{1}{100}} = 4088\ \frac{т}{жыл\ \ }
- Қиыршықтас-θж=120321−1100=12153тжыл\theta_{ж} = \frac{12032}{1 - \frac{1}{100}} = 12153\ \frac{т}{жыл\ \ }
- Су-θж=13741−0, 5100=1382тжыл\theta_{ж} = \frac{1374}{1 - \frac{0, 5}{100}} = 1382\ \frac{т}{жыл\ \ }
Сіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz