Болат қорыту үрдісінің физика-химиялық негіздері

Қазақстан Республикасының Білім және ғылым министрлігі
Қарағанды мемлекеттік техникалық университеті
НТМ кафедрасы
Реферат
Пәні: Металлургиялық процестер үрдісі
Тақырыбы: Болат қорыту үрдісінің физика-химиялық негізі
Орындаған: Купжасарова К. Е.
Тобы:МЕТ-18-2
Қабылдаған: Айтбаев Н. Б.
Қарағанды 2020
МАЗМҰНЫ
Кіріспе
1. Болат өндірісі
2. Болат металлургиясында қолданылатын термодинамиканың негізгі қағидалары
3. Идеал жүйенің кейбір заңдарын нақты жүйе үрдісінде қолдану
Қорытынды
Пайдаланылған әдебиеттер
Кіріспе
Металлургиялық өндіріс - бұл кокстелетін көмірдің кен орындарына, энергетикалық кешендерге негізделген әр түрлі өндірістердің күрделі жүйесі. Оның құрамына кен және тас көмір шығаратын шахталар мен карьерлері, кен-байту комбинаттары; көмірді кокстауды және олардан пайдалы химиялық өнімдерді шығарып алуды жүзеге асыратыны коксохимиялық зауыттар; таза ауа (домна пештеріне үрлеу үшін), оттегі алуға арналған металлургиялық газдар тазалауға арналған энергетикалық цехтар; шойынды және ферроқорытпаларды балқытуға арналған домна цехтары немесе темір кенді металданған шекемтастар өндіруге арналған цехтар; ферроқорытпалар өңдеуге арналған зауытар; болат өңдіруге арналған болат балқыту цехтары (конвертер, мартен, электр болат балқыту) ; болат құймакесектерін илемдерге қайта өңдейтін илемдеу цехтары.
Болат қорыту барысында үрлеме әсерінен шойын элементтері тотығып, қож түзгіш материалдармен қож түзіп, шеген-металл қож газ жүйесінде физика - химиялық үрдістер орын алады. Сондықтан болат қорыту үрдісін басқаруда физикалық химияның заңдарына сүйенеді. Металл мен қождағы әр түрлі түрленістердің энергетикалық жағдайын, үрдіс мүмкіндігін, бағытын және тепе-теңдігін анықтауда термодинамиканың жалпы заңдарына, ал орын алып жатқан үрдістердің жылдамдығын анықтауда кинетиканың заңдарына сүйенеді
- Болат өндірісі
Химиялық құрамы бойынша болат шойыннан көміртектің, күкірт пен фосфордың аз мөлшерімен, кремнийдің, марганецтің және басқа элементтердің берілген (аз немесе көп) мөлшерімен өзгешеленеді. Шойынды болатқа қайта балқыту процесі элементтердің артық мөлшерін кетіру үшін тотықтандыратын қорытылуды жүргізуге алып келеді, ал легірленген болаттарды алғанда - оларды қосу керек.
Оның сұр шойыннан негізгі айырмашылығы құрамында көміртегі мен зиянды қоспалардың аз болуында. Сонымен, болат дегеніміз - құрамында 2, 14 %-ке дейін көміртегі, аз мөлшерде S, P және Cr, Ni, V, Ti сияқты легірлеуші элементтері бар күрделі қорытпа.
Сондықтан қайсыбір металлургиялық өңдеу жолы болсын шойынды болатқа айналдыру - ондағы көміртегі мен қоспалардың мөлшерін азайту. Шойын құрамында темір көп болғандықтан, болат қорыту пешінде ол шойын мен оттегі әрекеттесуінің арқасында тотықтана бастайды
Ғе + 1/20 2 = ҒеО + Q (1)
Темірмен қатар Si, Р, Mn, С т. б. -лар тотықтанады. Пайда болған темір оксиді жоғарғы температурада темірмен қанығып оттегісін шойындағы қоспаларға беріп, оларды тотықтандырады:
2ҒеО + Si = SiО 2 + 2Ғе + Q (2)
5ҒеО + 2Р =Р 2 О 5 + 5Ғе + Q (3)
ҒеО + Mn = MnО + Ғе + Q (4)
ҒеО + С = СО + Ғе - Q (5)
Сұйық металда (қорытпада) темір оксиді қанша көп болған сайын қоспалар жылдамырақ тотықтанады. Қоспалардың тотықтануын жылдамдату үшін болат ерітілетін (қорытылатын) пешке темір рудалары, отқабыршықтар, агломераттар қосады. Сонымен қоспалардың көбісі темір оксидінің оттегісімен тотықтанады.
Қорытудың бас кезінде, металдың температурасы төмен жағдайда, кремний, фосфор, марганец қарқынды түрде тотықтанып жылу бөліп шығарады, ал көміртегі тек жоғарғы температурада қарқынды тотықтанады.
Болат қорыту пешінде шихта ерігеннен кейін екі бірікпейтін орта пайда болады: сұйық қорытпа мен қож. Қорытпа мен қож олардың әр түрлі тығыздығына байланысты бөлініп тұрады. Болат өндіру процесі бірнеше кезеңнен тұрады.
Бірінші кезең - бұл кезеңде металдың температурасы жоғары емес; темір жылдамырақ тотықтанып, (1) - (4) реакциялар түзіледі де Si, Р, Mn тотықтанады. Ең басты мәселенің бірі болатқа зиянды қоспа фосфорды бөліп алу.
Фосфор ангидриді темір оксидімен әрекеттесу нәтижесінде (ҒеО) 3* Р 2 О 5 химиялық қосылыс түзіледі. Ол төменгі температурада кальций оксидімен қосылғанда Р 2 О 5 ангидриді қожға өтіп кетеді.
2Р + 5ҒеО + 4 СаО =4СаО*Р 2 О 5 + 5Ғе, (6)
мұндағы Р, Ғе балқыманың құрамындағы компоненттер.
Екінші кезең - температура көтерілген сайын сұйық металл қайнай бастайды. Бұл кезеңде металдан күкіртті бөліп алу мүмкіншілігі туады. Болаттың құрамында күкірт сульфид (ҒеS) болып кездеседі. Температура жоғарлаған кезде Ғе қожда ериді, демек күкірт металдан қожға өтеді.
ҒеS + СаО = СаS +ҒеО (7)
Бұл реакция металл мен шлак шекарасында да өтеді.
Үшінші кезең - балқу кезінде қоспаларды тотықтандыру үшін оттегінің көп болғаны қажет, ал болат дайын болғанда ол зиянды қоспа болып болаттың механикалық қасиетін төмендетеді.
Болатты тұндыру және диффузиялық әдістерімен қышқылсыздандырады. Тұндыру әдісінде сұйық болатқа көміртегі бар, ерігіш қышқылсыздандырғыштар қосады (ҒеMn, ҒеSi, Аl) . Нәтижеде Mn, Si, Аl тотықтанып MnО, SiО 2 , Аl 2 О 3 түзіледі, олардың салмағы темірден төмен болғандықтан қожға қосылады.
Диффузиялық әдіспен қожды қышқылсыздандырады. Ферромарганец, ферросилиций ұсақталып бетіне себіледі. Темірдің шала тотығы болатта еріп қожға ауысады.
Қышқылсыздандыру дәрежесіне қарай болаттарды тыныш, қайнау және жартылай тыныш етіп құяды. Қайнау болатының қышқылдануы металдағы ҒеО мен көміртегінің әрекеттесуі нәтижесінде қатаю кезінде де жалғаса береді.
ҒеО + С = Ғе + СО реакциясы кезінде көміртегі тотығы ажырап, болаттан азот пен сутегінің бөлінуіне әсерін тигізеді және болатты қайнатады. Қайнау болатының құрамында металл емес бөгде бөлшектер болмайтындықтан, оның созылғыштық қасиеті жоғары болады. Қышқылсыздануы тыныш және қайнау болаттарының аралығындағы болаттарды жартылай тыныш болат деп атайды.
Болат өндірудің негізгі әдістеріне оттегілі конвертерлерде, доғалы электрпештерінде өндірулер жатады.
Қазіргі жағдайда болатты қорыту үшін негізгі материалдарға саналатындар: қайта балқытылатын шойын, скрап (прокаттың, соғудың, штамптаудың, болатты механикалық өңдеудің қалдықтары, жарамсыз болат бұйымдар мен бөлшектер) және ферроқорытпалар; флюстер (СаСО 3 ) мен тотықтырғыш қоспалар (темір рудасы) ; отын (кокс немесе колошникті газ, табиғи газ, мазут) .
Болатты электр пештерінде балқыту үшін электр энергиясы қолданылады.
Болатты алғанда, әр түрлі элементтердің (көміртектің, марганецтің, күкірттің, фосфордың т. б. ) артық мөлшерін балқымадан кетіру әдістеріне байланысты металлургиялық процестер қышқылды және негізді болып бөлінеді.
Қ ы ш қ ы л д ы процестер темірді, кремнийді, марганецті тотықтандырып және көп мөлшерде SіO 2 бар қышқыл шлак пайда болуын қамтамасыз етеді. Бұл, өз кезегінде пештің бұзылуына жол бермеу үшін оның астарының қышқыл материалдан болуын қалайды.
Қышқылды процестерде зиянды қоспалардың артық мөлшерін кетіру мүмкін емес. Негізді процестер балқымадан зиянды қоспаларды флюстер (известняк СаСО 3 ) кіргізу арқылы кетіруге мүмкіндік береді, нәтижесінде олар кальций фосфаты Р 2 О 5 *4СаО және күкіртті кальций СаS түрінде шлакқа ауысады.
Қазіргі металлургияда болаттың негізгі көлемі конвертерлерде, электр пештерінде алынады.
Оттекті-конвертер тәсілі - сұйық шойынды болатқа қайта балқытудың түрлерінің бірі, бұл отын шығындамай-ақ, техникалық таза оттегімен шойынды үрлеу арқылы іске асырылады.
Оттегімен үрлеу пештегі температураны 1800 0 С дейін жеткізеді, нәтижесінде негізді қождың түзілуі жылдамдап, оған күкірт пен фосфордың кетуіне, сондай-ақ көміртектің, марганецтің, кремнийдің тотығуына мүмкіндік туады.
Көптен-көп тарағаны шойынды саңылаусыз түпті конвертерлерде жоғарыдан оттегімен үрлеу тәсілі болып саналады (1-сурет) .
О т т е к т і - к о н в е р т е р тәсілі конвертердің үлкен сыйымдылығымен (300-350т), жоғарғы өнімділігімен (бір конвертерден жылына 3 млн. т. дейін болат), жақсы реттелуімен және болаттағы фосфордың, күкірттің және азоттың төмен мөлшерімен, әр түрлі химиялық құрамдары шойын мен скрапты пайдалану мүмкіндігімен сипатталады.
Э л е к т р л і б о л а т б а л қ ы т у п р о ц е с і - болатты доғалы электрлі немесе индукциялық пештерде алу процесі. Ол мартен мен конвертер тәсілдерімен салыстырғанда әжептәуір жетілдірілген болып саналады, өйткені электр тоғының өлшемдерін өзгерту жылулық тәртібін жеңіл реттеуге мүмкіндік береді. Балқытудың жоғарғы температурасы (2000 0 С дейінгі) металдан фосфор мен күкіртті толық кетіру үшін жоғары негізді қождарды қолдануды қамтамасыз етеді. Тотықтандыратын орта болмаған жағдайда жақсы қышқылсыздандырылған жоғары сапалы көміртекті және легірленген, тоттанбайтын, қызуға берік конструкциялық болаттар мен қорытпаларды алуға мүмкіндік туғызады.
Электр доғасымен балқыту тоттанбайтын жоғары сапалы конструкциялық болаттардың өндірісі үшін көптен-көп кең таралған. Бұл тәсілге жататындар: негізді және қышқылды доға пештері, вакуумдық доғалы, электрлі-шлактық доғалы және плазмалық доғалы. Болатты құю қалыпқа (қалың қабырғалы шойын қалыптар) немесе үздіксіз мысты кристаллизаторларда іске асырылуы мүмкін.
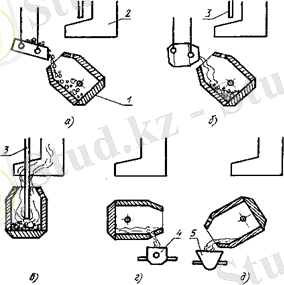
1-сурет-Болатты оттекті конвертер тәсілімен өндіру
а-металл сынықтары (скрап) мен флюсты тиеу; б-шойынды құю; в-үрлеу; г-болатты ағызу; д- қожды ағызу;
1-конвертер; 2-шатыр; 3-үрлеуге арналғансопло; 4-болат құйылатын шөміш; 3- қож шөміші
- Болат металлургиясында қолданылатын термодинамиканың негізгі қағидалары
Термодинамикада әр түрлі жүйелер зерттеледі. Зерттеу үшін қоршаған ортадан бөлініп алынған денелер тобын жүйе деп атайды. Конвертердің шегені, металы, қожы және газ атмосферасы жүйе мысалы бола алады. Жүйе гомогенді (бір фазалы) және гетерогенді (көп фазалы) болып бөлінеді. Жүйе гомогенді, егер оның барлық бөлігі құрамы және қасиеті бойынша бірдей болса. Қасиеттері әр түрлі жүйе бөліктері (фазалары) бір-бірімен бет аралық бөлінсе, онда жүйе - гетерогенді.
Жүйе күйін термодинамикалық параметрлер - температура, қысым, көлем, концентрация және т. б. сыйпаттайды. Жүйе күйі параметрлерінің өзгеруінен термодинамикалық үрдіс орын алады.
Күй параметрлерінің өзгеруіне байланысты жүйедегі өзгерістерді, яғни үрдісті сыйпаттайтын шамаларды үрдіс параметрлері деп атайды. Болат қорыту үрдісі негізінен изобаралық жағдайда (қысым тұрақты) өтетіндіктен, термодинамикалық есептеулерде изобара-изотермиялық потенциялының (∆G), энтальпияның (∆H), жылу эффектісінің (Q p ) өзгеру мәндері қолданылады.
Негізгі термодинамикалық функциялардың ара қатынасын сұлба ретінде келтіруге болады (2. 1 - сурет) . Заттың жалпы энергия қорын ішкі энергия (U) деп атайды. Химиялық реакциялардың жүру нәтижесінде ішкі энергия не азайып, не көбейіп өзгереді (∆U) . Термодинамикалық есептеулерде ∆U мәнін білу жеткілікті.
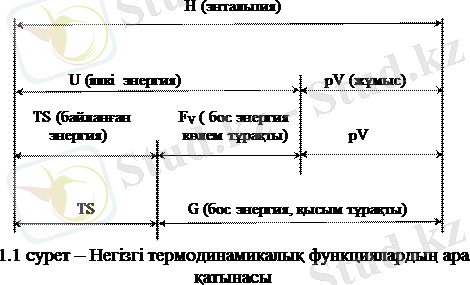
Қысым тұрақты болғанда энтальпия мен ішкі энергия арасында қатынас мынандай
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz