Ортадан тепкіш сораптардың орташа жылдық техникалық-экономикалық көрсеткіштері мен күрделі жөндеуге кететін шығындарды есептеу

Кіріспе
Бұл курстық жоба - орташа жылдық техникалық-экономикалық көрсеткіштерді, ортадан тепкіш сораптарына қызмет көрсету және жөндеу бойынша цехты күрделі жөндеуге кететін шығындарды есептейді.
Ортадан тепкіш сорап барлық сұйықтықтарды айдау үшін барлық салаларда, соның ішінде мұнай өнеркәсібінде кеңінен қолданылады. Олардың артықшылығы - құрылысының қарапайымдылығы және пайдаланудың қарапайымдылығы.
Сораптар минустық температурадан минус С- ден плюс С- қа дейін, кинематикалық тұтқырлығы 3 см / сек-қа дейін, механикалық қоспалары 0, 2 мм-ден аспайтын және көлемі бойынша 0, 05% майды айдау үшін қолданылады . Сораптың корпустары 64 кгс / см максималды жұмыс қысымына есептелген және үш сорап қондырғысының дәйекті жұмысына мүмкіндік береді.
Ортадан тепкіш сорап - дөңгелек арқылы орталықтан периферияға сұйық орта қозғалатын қалақ сораппын айтады.
Ортадан тепкіш сорап қисық жүздері бар дөңгелектен және қозғалмайтын спираль қаптамадан тұрады. Доңғалақ білікке орнатылады, оның айналуы тікелей жетектен жүзеге асырылады (көбіне электр қозғалтқышы) .
Сорап және жеткізу желілеріне қосылу үшін сораптын корпусында екі қосылыс бар. Доңғалақ білігі өтетін корпустың саңылаулары қажетті тығыздықты жасау үшін тығыздалады.
Сораптың ішінде сұйықтықтың ағып кетуіне жол бермеу үшін сорапты порты мен жұмыс дөңгелегі арасына лабиринт тығыздағышы орнатылған.
Ортадан тепкіш сорап оның ішкі қуысы айдалатын сұйықтыққа толған кезде ғана жұмыс істей алады.
Ортадан тепкіш сорап жұмыс істеу принципі келесідей. Корпустағы жұмыс дөңгелегі сорап білігінен қозғалады. Доңғалақ өз айналуы кезінде сұйықтықты ұстап алады және дамыған центрден тепкіш күштің арқасында бұл сұйықтықты бағыттаушы (спираль) камера арқылы шығару құбырына лақтырады.
1 техникалық бөлім
1. 1 Жабдық туралы жалпы мәлімет
ОТС (ЦНС) сатылы сорап суды және басқа да сұйықты айдау үшін арналған.
Сораптың бұл сериясы 1-10-ға дейін саты санымен дайындалады және келесідей маркіленеді:
Мысалы: ЦНС 300-240Мұндай сорап өнімділігі Q=300м³/сағ және Н=240м су бағанасына дейін арын тудырады, яғни Р=24атм. қысым тудырады.
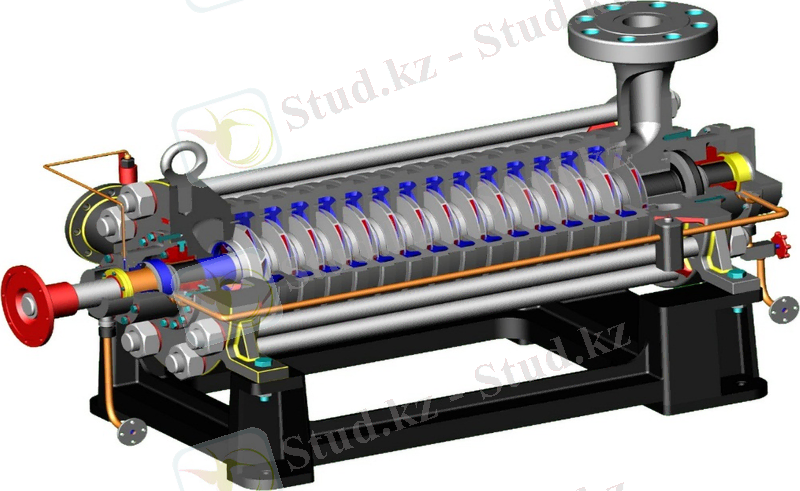
Құрылысына байланысты ЦНС типті сатылы ортадан тепкіш сорап корпустан және ротордан құралады.
Сораптың корпустық бөлшектері:
1) Кіру және шығару қақпақтары
2) Бағыттаушы аппараттың корпусы
3) Бағыттаушы аппарат
4) Алдыңғы және артқы кронштейндер
Сораптың роторы жұмыс дөңгелегі мен дискі орнатылған білік болып табылады.
Бұл бөлшектер біліктің бойында гайкамен қысылады.
Біліктің тірегі алдыңғы және артқы кронштейнге орнатылған теңселіс подшипниктерінен тұрады.
Бағыттаушы аппарат корпусы, бағыттаушы аппарат және жұмыс дөңгелегі бірігіп сораптың сатысын құрайды.
Сорап роторы электрқозғалтқышпен тығыз втулкалы саусақты муфта арқылы айналыс жасайды.
Жұмыс дөңгелегі айнала отырып қалақшалар арасындағы сұйықтыққа қозғалыс береді.
Ортадан тепкіш күштің әсерінен сұйықтық дөңгелектің ортасынан жылжып отырады.
Босаған кеңістіктер сору құбырынан келген сұйықтықпен қайтадан толып отырады.
Жұмыс дөңгелегінен сұйықтық бағыттаушы аппарат каналына түсіп, қысыммен келесі жұмыс дөңгелегіне келіп түседі. Әрбір сатыдан өткеннен кейін қысым көтеріле береді.
Сатылардың санын көбейте отырып, берілген арынды алуға болады. Бұл кезде сорап құрылысы білік ұзындығымен және саты санымен ерекшеленеді.
Сорап корпусының саңылаусыздығы ротордың шыққан жерінде салникті нығыздағыштарды орнату арқылы жүзеге асады.
Білікті тозудан сақтау үшін сальник орналасқан жерге қорғағыш рубашка орнатады.
Ең соңғы жұмыс дөңгелегінен сұйық бағыттаушы аппарат арқылы айдау құбырына кетеді.
1. 2 Жабдықтың құрылысы және жұмыс принципі
- Саты (жұмыс дөңгелегі) саны бойынша: бір сатылы, екі сатылы, көп сатылы
- Біліктің орналасуы бойынша: көлденең, тік
- Қысымы бойынша: төмен қысым - 0, 2 МПа дейін, орташа - 0, 2-ден0, 6 Мпа дейін, жоғары -0, 6 Мпа көп
- Жұмыс дөңгелегіне сұйықты беру бойынша: бір жақтан немесе екі жақтан
- Ағыны бойынша: бір ағынды, екі ағынды, көп ағынды
- Сұйықты жұмыс дөңгелегінен корпус каналына жіберу бойынша: спиралды және қалақшалы. Спиралды сорапта сұйық бірден спиралды каналға өтеді, ал қалақшалыда сұйық бірінші арнайы құрылғы - бағыттаушы аппараттан өтеді.
- Жұмыс дөңгелегінің құрылысы бойынша: жабық жұмыс дөңгелегі, ашық жұмыс дөңгелегі
- Тез жүрісті коэффициенті бойынша: nsжай жүрісті, орташажүрісті, тез жүрісті
- Электрқозғалтқышпен қосылуы бойынша: жетекті (редуктор немесе шкивпен) муфтаның көмегімен жалғану;
- Сораптың орналасуы бойынша: жер бетіндегі, тереңдікті-батырмалы:
ОТС принципиалды сызбасы:
1 - жұмыс камерасы;
2 - жұмысдөңгелегі;
3 - бағыттаушыаппарат;
4 - білік;
5 - жұмысдөңгелегінің қалақшасы;
6 -бағ. ап. қалақшасы;
7 -айдау құбыры;
8 - подшипник (мойынтірек) ;
9 - сорап корпусы (тіреуіш) ;
10-сальник (білікті гидравликалық тығыздағыш) ;
11 - сору құбыры.
1. 3 Жабдықтың техникалық сипаттамасы
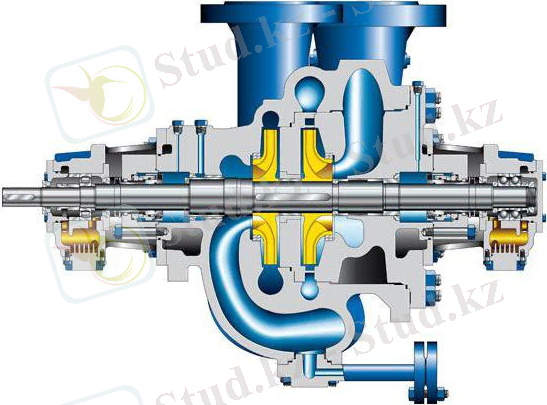
Ортадан тепкіш сорап корпусы құрылымдық жағынан алдыңғы және артқы ұстағыштан, жұмыс ортасының сору және шығару жүйелерінен тұратын қақпақтардан, бағыттаушы қалақшалардың секцияларынан тұрады, оларды бекіту бекіткіштері қосады. Резеңке сақиналар буындардың тығыздағышы ретінде қолданылады.
ОТС 300-180 сораптысынан ажырататын ішкі құрылғыға келетін болсақ, онда ротор білігіне орнатылған жұмыс дөңгелектері, мойынтіректер, втулкалар және жартылай муфталар бар. Сораптының өнімділігі асинхронды қозғалтқышпен қамтамасыз етілген.
Жабдық
Орталықтан тепкіш сораптылар ОТС-мен аяқталады:
- Қорғаныс торымен кері әсер ететін кіріс клапаны. Функционалды элемент сорапты іске қосуға дайындау кезінде сұйықтықты ұстап тұруға қызмет етеді. Тордың болуы жұмыс ортасында болатын абразивті бөлшектерді сақтауға көмектеседі.
- Вакуум өлшегіш - сорап сору құбырындағы вакуум индикаторларын өлшеуге мүмкіндік береді. Көбінесе, бұл компонент құбырда клапан мен корпус аймағында орналасқан.
- Манометр - бұл жүйеде қысым мен қысым параметрлерін өлшеу үшін қолданылатын қысым саптамасының элементі.
- Қауіпсіздік клапаны - босату портындағы клапанның артында орналасқан. Сондықтан құбыр және сорапты қорғауды қамтамасыз етеді деп аталатын су балғамен .
Түрлері

Қолдану салаларына сәйкес секциялық ортадан тепкіш сораптылардың бірнеше түрі бар. Сорап жабдықтарының әр түрін бөлек қарастырайық.
ОТС 300-180 - құрамы бойынша бейтарап, қоспасы 0, 2% -дан аспайтын деңгейде суды тасымалдау үшін қолданылады. 1 ° C- ден 45 ° C дейінгі температурадағы сұйықтықтармен жұмыс істеуге жарамды, осы санаттағы құрылғылар сумен жабдықтау жүйесінде сәтті қолданылуы үшін айдалатын ортадағы қатты бөлшектердің мөлшері 0, 2 мм-ден аспауы керек.
ОТС 300-180g - құрамы жағынан бейтарап, температурасы 45 o C- ден 105 o C дейінгі ыстық суды айдайтын сораптылар, «g» индексі түріндегі жабдық сыныбының анықтамасында ыстық сұйықтықпен жұмыс көрсетіледі. Мұндай сораптылардың тиімді жұмыс істеуі үшін жұмыс ортасындағы механикалық қоспалар 0, 1% -ды ғана құрауы керек, ал қатты бөлшектердің мөлшері 0, 1 мм-ден аспауы керек.
ОТС 300-180k - қышқыл сулармен жұмыс істеуге арналған қондырғылар. РН айдалады-ден астам сұйықтықтардың мәндері 6, 5 аспауы тиіс. Мұндай сораптыларды температурасы 50 o C-ден аспайтын сумен қамтамасыз етіңіз.
ОТС 300-180n - белгілі бір тығыздықтағы мұнай өнімдерін тасымалдау жүйелері. Тиімді жұмыс үшін жұмыс қысымын 500 мм сынап бағанасынан аспайтын деңгейде ұстап тұру қажет . Өнер.
TsNSm - бұл ірі өнеркәсіптік қондырғылардың бірқалыпты жұмысын қамтамасыз ету үшін, турбиналық генераторлардағы мойынтіректер мен пломбаларды майлау үшін қолданылатын мұнай сораптыларының санаты.
ОТС сораптары- техникалық сипаттамалары
Сұйықтықтарды айдауға арналған секциялық ортадан тепкіш жүйелер модельдердің белгілі бір ауқымымен ерекшеленеді. Сондықтан ОТС 300-180 сорапына ие қасиеттерді сипаттау үшін жеке модельдердің минималды және максималды индикаторларының айырмашылығын көрсете отырып, осы санаттағы қондырғылардың сипаттамалары көрсетілуі керек:
- Жұмыс сұйықтығының берілуі - 180-ден 300 м 3 сағ дейін.
- Бас - 85-тен 600 м-ге дейін.
- Жұмыс білігінің айналу жиілігі - 1500-ден 3000 айн / мин дейін . / м дюйм
- Қуаты - 75-тен 800 кВт-қа дейін.
Орнату
Секциялық ортадан тепкіш сорапты өндіруші белгілеген талаптарға сәйкес орнатылады. Жабдық құбырға қақпалы клапан және бақылау клапаны арқылы қосылады. Соңғысы су балғасы болған жағдайда жүйенің бұзылуын болдырмайды, бұл жүйенің кенеттен қуаттан босатылуы нәтижесінде сұйықтықтың кері қозғалысының салдары болып табылады.
Құбырларды орнатуға келетін болсақ, олар сұйықтықтың әсерінен пайда болатын тербелістер сорап жабдықтарына берілмейтіндей етіп бөлек тіректерге орнатылады.
Егер ортадан тепкіш сорап жүйесі тасымалданатын жұмыс ортасынан төмен деңгейде орнатылса, қондырғы құбырдағы клапанның алдыңғы жағында орналасқан манометрмен жабдықталған. Әйтпесе, вакуум өлшегіш орнатылған.
Орталық жүйке жүйесінің сораптары клапан жабылған кезде ғана іске қосылады, ол кейіннен қозғалтқыш қажетті айналым санын орнатқанда дербес ашылады. Құрылғының электр қозғалтқышының жабық клапанмен 5 минуттан артық жұмыс істеуі өте қажет емес.

Ішкі нарықта орталық жүйке жүйесінің сорапты жүйелерін лайықты ауыстыру бар ма? Бүгінгі күні мұндай балама әлі жоқ. «Барлығына кінә» - бұл құрастырудың керемет сапасы, жоғары өнімділік және ортадан тепкіш секциялық модельдерді біріктіру үшін кең мүмкіндіктер.
Ортадан тепкіш секциялық түрі HC сораптар негізінен қатты бөлшектердің сомасы астам 0, 2 емес кезде салмағы бойынша артық емес 0-2% -дан қатты заттар мазмұнмен құбырларда сұйықтықтарды айдауға арналған мм . H ormalnaya 25 сұйықтық айдау және + температура ° С + 60 рұқсат шегі температурасы ° C, сұйық байланысты оның жоғары жылдамдығы қозғалыс хабарларды айдалады ортадан тепкіш сорап жоғары жылдамдықты машиналар, қатысты .
Сорапты іске қосуға дайындау кезіндегі қауіпсіздік талаптары
Сораптан бастамас бұрын, келесі әрекеттерді орындау керек:, барлық шетелдік нысандар Сорапты алыңыз сораптың зақымдалған бөлігіне тексеру, сорап құбыр жоқ сусымалы болттары мұнай мүмкін ICU жарамдылығын мұнай тексеру қолжетімділігі мен сапасы, бар май жіп жиынтығы. Қиғаш ма, итбалық жағдайын тексеру орау ізбасары дейін төсеп жеткілікті ағызу қабылдау және ағызатын жолда, сорап, көз сорап жер қатысуын және электр қозғалтқыш жасауға, қолмен ротордың айналу бағыты тексеріңіз (бұл жағдайда Вера роторы кедергі жасамау керек ) . Ажыратылған тұзды жең кезінде қозғалтқыштың айналу бағытын тексеріңіз (айналу бағыты қозғалтқыш жағынан қараған кезде сағат тілінің бағытымен болуы керек), тығыздағыш пен салқындатқыш сұйықтықтың соңғы тығыздағыштар мен мойынтіректерге берілуін тексеру үшін, қашықтан басқару пультіндегі «іске қосу» және «тоқтату» батырмаларын жабу үшін разряд клапаны және қабылдау еңбек ашу boprovode. Сорапты өніммен толтырыңыз, сораптан ауаны ағызу желісі арқылы ағызыңыз. Қыста, ұзаққа созылған тоқтаулар кезінде сорапты қажеттілікке оларды буды қыздырғаннан немесе ыстық су сынағаннан кейін және сұйықтықты құбырлар арқылы айдағаннан кейін жұмыс істеуге мүмкіндік береді . Емес пе қыздыру алуан ашық өрт көзі.
. Бақылау-өлшеу құралдары - сұйықтық пен газдың деңгейін, қысымын, температурасын, шығынын өлшеуге арналған құрылғылар.
Кемелердің, құбырлардың, сорап қондырғыларының жұмысын бақылау және қауіпсіз пайдалану жағдайларын қамтамасыз ету үшін, мақсатына байланысты:
Қысымды өлшеуге арналған құрылғылар;
Температураны өлшейтін құралдар;
Сұйық деңгей көрсеткіштері.
Сұйық және газ шығынын өлшегіштер.
Шығын, олар ұсынылған : бар турбиналық биржадан (МИГ, Turboquant ), ультрадыбыстық (Takeoff), радар ( Вега ) .
Деңгейді өлшеуге арналған құралдар қалқымалы (U-1500) қалқымамен (Sapphire, VW-25), радиолокациялық (BM-70. BM-100. Vega), ультрадыбыстық (Takeoff) ұсынылған.
Қысымды өлшеуге арналған құралдар тікелей әсер ететін манометрлермен, электрлік жанасуымен, электронды қысым датчиктерімен ұсынылған.
Температураны өлшейтін құрылғылар термометрлермен, электронды температура датчиктерімен ұсынылған.
Кеменің жұмысына рұқсат бергеннен кейін оның тақтайшасында қандай жазулар болуы керек
Оның жұмысына рұқсат берілгеннен кейін әр ыдысты көзге көрінетін жерде немесе форматы 200 х 150 мм- ден кем емес арнайы табаққа бояу керек :
тіркеу нөмірі;
рұқсат етілген қысым;
келесі сыртқы және ішкі тексерулер мен гидравликалық сынақтардың күні, айы және жылы.
Операциялық жүйенің сапасы оның жұмыс істеуі кезінде көрінеді. Жабдықты пайдалану процесі жабдықтың өтетін әр түрлі жұмыс кезеңдері арасындағы уақыттың өзгеруі ретінде ұсынылуы мүмкін:
1) мақсатты қолдану (қолдану) ;
2) техникалық қызмет көрсету мен жөндеудің әртүрлі түрлері мен әдістері (MOT және R) ;
3) диагностика;
4) мерзімді және арнайы сынақтар;
5) пайдалануға дайындық;
6) сақтау;
7) тасымалдау;
8) жаңғырту және қайта құру;
9) жабдықтың әр таңдалған жұмыс кезеңіне келуін күту.
Операцияның барлық кешені мен P жабдықтарын екі топқа жіктеуге болады:
Жоспарлы профилактикалық жұмыс, негізінен істен шығулар мен зақымданулардың алдын алуға байланысты;
Ақаулар мен зақымдарды тудырған ақауларды анықтау және жою бойынша жұмыс.
Диагностикалық бақылау, техникалық қызмет көрсету және жөндеу жұмыстары кесте бойынша пайдалану нұсқаулығын, нақты сенімділік индикаторларын, жабдықтың әр бөлігінің қызмет ету мерзімін және оның нақты техникалық жағдайын ескере отырып белгіленген уақыт аралықтарында (жұмыс уақыты) жүзеге асырылады.
Нақты техникалық жағдай техникалық байқаулар, диагностикалық бақылау, жөндеу және тексеру кезінде бөлшектердің ақауларын анықтау, бақылау-өлшеу аспаптарының көрсеткіштері негізінде анықталады.
Жоспарлы диагностикалық бақылау ақауларды анықтау және жөндеу жұмыстарының көлемін нақтылау мақсатында жоспарлы орташа және күрделі жөндеуге дейін, аралықпен жүзеге асырылады.
Жоспардан тыс диагностикалық бақылау жабдықтың жұмысының үнемі бақыланатын параметрлері стандартты мәндерден ауытқуы кезінде жүзеге асырылады. Жоспардан тыс диагностикалық бақылау нәтижелері бойынша жабдықты оның нақты күйіне қарай жөндеуге алу туралы шешім қабылданады.
Пайдалану және техникалық қызмет көрсету персоналы жүргізген жөндеу жұмыстарын жүргізген кезде жабдықты жөндеуге алу актісі жасалады, онда жұмыс көлемін көрсететін, ПС бастығының орынбасары және ПС механигі қол қояды.
Жабдықты жөндеуге мамандандырылған кәсіпорынға беру актімен ресімделеді, оған ПС басшысының орынбасары және кәсіпорынның өкілі - жөндеу мердігері қол қояды. Жабдықты жөндеуге шығарған кезде тиісті жабдыққа арналған үлгі, жабдықты жөндеуге тапсыру туралы куәлік, диагностикалық бақылау туралы куәлік және ақаулы сертификат кәсіпорын өкілі - жөндеу мердігеріне беріледі.
Жабдық жөндеуге шығар алдында, нормативтік актілерде берілген жұмысқа рұқсат негізінде, жабдықты технологиялық коммуникациялардан ажырату, қысым мен майдан босату, сорап станциясының жұмыс істеп тұрған және жөндейтін жұмысшыларымен механикалық инженер мен инженердің басшылығымен клапандар мен сораптылардың электр жетектеріндегі кернеуді жою бойынша дайындық шаралары кешені өткізіледі. ЖЭС энергетикасы. Дайындық жұмыстарын аяқтағаннан кейін OPS операторы жөндеу жұмыстарын жүргізетін мердігерлерге жұмыстарды орындауға мүмкіндік береді.
Сорап станциясы басшысының орынбасары және сорап станциясының инженері-механигі сорап станциясында жабдықты жөндеу технологиясының сақталуын және оның орындалу сапасын қадағалап отыруы керек, сонымен қатар тиісті журналдар мен бланкілерді жөндеу кезінде орындалған жұмыстар туралы ақпаратпен уақтылы және дұрыс толтырылуын бақылауы керек.
Жабдықты жөндеу және техникалық қызмет көрсету персоналы жүргізетін жабдықты қабылдауды ПС бастығының орынбасары жүзеге асырады. Бұл кезде жабдықты жөндеуден қабылдау актісі жасалады, оған ПС бастығының орынбасары, инженер-механик және жөндеу жұмыстарын дайындауға және орындауға жауапты адамдар қол қояды . Актіні ПС басшысы бекітеді. Жабдықты мамандандырылған кәсіпорын жүргізетін жөндеуден қабылдауды ЖС басшысының орынбасары жөндеуді жүзеге асыратын кәсіпорын өкілінен жүзеге асырады және актімен ресімделеді.
Жабдықты жөндеуге қабылдағаны туралы акт жабдықтың бланкісімен бірге сақталады.
Орта мерзімді және күрделі жөндеу жұмыстарының нәтижелері жабдықты баптау хаттамасында көрсетіледі, оны жөндеу мердігері толтырады. Хаттама жабдықтың бланкісімен бірге сақталады.
Жөндеу туралы ақпаратты жабдық формасына орындалған жұмыстардың тізімі және ауыстырылған бөлшектер мен тораптарды тізімдейтін NPS механигі енгізеді.
Жөндеуден қабылданған жабдықты эксплуатациялық персонал жөндеу жұмыстары аяқталғаннан кейін және жұмысқа рұқсат берілгеннен кейін іске қосады.
PS-да жөндеуден өткен жабдық оның техникалық жағдайын тексеріп, жұмыс режимінде сынап (іске қосқаннан) кейін пайдалануға берілген болып саналады:
ағымдағы жөндеуден кейін - 8 сағат ішінде;
орташа және күрделі жөндеуден кейін - 72 с.
Мамандандырылған кәсіпорында жөнделген жабдықты сорап станциясына беру кезінде аяқталған жөндеу нәтижелерімен, кіріс және шығыс бақылауымен, жұмысының кепілдік мерзімімен және баптау хаттамасымен бірге форма қоса беріледі. Жабдық 72 сағат жұмыс істегеннен кейін және қабылдау актісіне қол қойылғаннан кейін қабылданған болып саналады.
Жөндеуден кейін сынаққа ұшыраған жабдық түрінде оның нәтижелері сынақ параметрлерін көрсете отырып енгізілуі керек.
Сонымен қатар, барлық жұмыстар сорап өндірушілерінің құжаттамасында көзделген.
Ағымдағы жөндеу жұмыстары сорапты ашпай жүргізіледі.
Орташа жөндеу сорапты бөлшектеуді (оны іргетастан бөлшектемей) қамтиды, ал техникалық жағдайға байланысты бөлшектер мен бөлшектер ауыстырылады, сонымен қатар ротор ауыстырылады. Бөлшектелген ротор біліктерді жөндеу және ақауларды анықтау үшін мамандандырылған компанияға жеткізіледі.
Егер корпуста ақаулар табылса, сораты бөлшектеу және мамандандырылған компанияда жөндеу қажет.
Негізгі немесе үдеткіш сораптарды бөлшектеуге байланысты жөндеу жұмыстары 8 немесе одан да көп сағатқа тоқтатылған жағдайда, сораптың қақпағы корпусқа орнатылып, гайкалардың толық тартылуымен бекітілуі керек. Механикалық тығыздағыштарды орнату орындары мөрленуі керек.
Жөндеуге берілген барлық бөлшектер мен тораптар кіріс тексерісіне жатады, оның барысында: төлқұжаттар мен куәліктерді, белгілердің (нөмірлердің), күндердің, қабылдау актілерінің болуын тексеру;
фитинг өлшемдерінің әмбебап және арнайы өлшеу құралын қолдана отырып өлшеу;
беттеріндегі сызаттардың, тырнақтардың, тесіктердің, тырнақтардың, жыртылулардың, сызаттардың, тесіктердің болуын сыртқы тексеру ;
өңделген беттердің кедір-бұдырлығын визуалды тексеру (үлкен кедір-бұдырлық белгілерімен - профилометрмен немесе кедір-бұдырлық үлгілерімен салыстыру арқылы бақылау) ;
дәнекерленген қосылыстардың сапасын сыртқы тексеру;
жіптердің күйін және бұрандалы қосылыстар бөлшектерін тексеру;
паспортқа (формаға) сәйкес ротордың негізгі өлшемдерін, теңдестіру нәтижелерін және ақауларды анықтауды, жұмыс уақыты мен басталу санын бақылау;
тісті муфталардың майлануының болуын бақылау; табақша мен жең-саусақты серпімді муфталардың жұмыс элементтерінің күйін тексеру;
бұрыштық түйіспелі подшипник блоктарының, мойынтіректердің өздерін, втулкаларды, сақиналарды техникалық күйін визуалды тексеру. Сорап элементтерінің паспортымен және қону өлшемдерімен салыстыра отырып, қону өлшемдерін бақылау;
жең подшипниктерін толтыру сапасын визуалды бақылау, мойынтіректердің саны мен өлшемдерінің сорапқа қажетті техникалық құжаттамаға сәйкестігін бақылау ;
механикалық тығыздағыштардың негізгі өлшемдерін, үйкеліс жұптарындағы ұнтақтау сапасын, резеңке тығыздағыштардың жай-күйін, механикалық тығыздағыштардың серіппелерінің серпімділігін, үйкеліс жұбының материалын көрсететін паспортта стендтік сынау мәліметтерінің болуын, сақиналардың өлшемдерін, сынау қысымын, тығыздағыш материалдарды бақылауды тексеру (X қосымша) .
Жалпы мақсаттағы бөлшектерді тексеруге және қабылдамауға қойылатын талаптар
Болттар, жаңғақтар және жіптер:
жіп жағдайы сыртқы тексеру арқылы тексеріледі; бөліктерінің жіп апаттардың, тілуі, болуы тиіс емес скалывающего астам 2 жіп және үзілістер;
болттар мен гайкалардың бастарының шеттері зақымдалмауы және тозуы 0, 05 мм-ден аспауы керек.
Бекіту және серіппелі шайбалар:
құлып шайбаларында иілу орындарында жарықтар мен жырықтар болмауы керек;
Қолданылған серіппелі шайбалар икемділігін жоғалтпаған жағдайда оларды қайта пайдалануға болады, бұл шайбалардың ұштары арасындағы таралу мөлшерімен сипатталады. Жуғыштың қалыпты таралуы оның қосарланған қалыңдығына тең, рұқсат етілген бір жарым.
Жөндеуді басқару
Бөлшектерді сорапқа орнатпас бұрын мыналар бақыланады:
қаптамамен сорап бөлшектерінің интерфейсінің беттерінің күйі;
үйкеліс жұптарындағы ұнтақтау сапасы және механикалық тығыздағыштардың резеңке тығыздағыштарының жағдайы;
жұмыс дөңгелегі мен втулканы білікке сенімді бекіту;
домалақ подшипниктің ішкі сақинасының сыртқыға қатысты айналу жеңілдігі;
жұмыс доңғалақ жиегі мен тығыздағыш сақинаның диаметрлік өлшемдері, U қосымшасына сәйкес көрсетілген бөлшектер арасындағы саңылау мөлшері ;
орнатылған бөлшектердің тазалығы.
Жөндеу кезінде жеке операциялар бақыланады.
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz