Тағам өндіріс материалдарын қысыммен өңдеу: әдістері, жабдықтары және күнбағыс тұқымынан өсімдік майын өндіру технологиясы

Тағам өндіріс материалдарын қысыммен өңдеу
МAЗМҰНЫ
Кіріспе
Тамақ өнеркәсібінде ең жиі қолданылатын механикалық процестердің бірі престеу болады. Бұл кезде арнаулы механикалық құрылғылар - престер жәрдемімен материалдарға сыртқы қысым әсер етеді. Престеу мынадай мақсаттарды көздейді:
1) қатты денеден сұйықты ажырату;
2) пластикалық материалдарды қалыптау (формалау) ;
3) сусымалы материалдарды нығыздау;
4) материалдарды тесіктердең сығып шығарып, қажетті пішінді өнім алу (экструзия) .
Қатты денелерден сұйықты сығып шығару екі мақсатты көздеуі мүм-кін: біріншіден сұйық бағалы компонент ретінде (шырын, өсімдік майлары, және т. б. ) қатты денеден ажыратылып алынады; екіншіден сұйық бағасыз компонент ретінде (ірімшіктен) ажыратылады. Бұл кезде біртекті сұйық және біртекті нығыздалған қалдық (брикет пішінді) алынады.
Азық-түліктік майлар басқа да тағамдармен қоса адамзаттың нәрлі тағамдармен қоректенуін негізін құрайды. Оларды жеке және өзгеріссіз күйінде де, сондай-ақ, майды өңдегенде алынатын - маргарин, асхана майы, майонез және басқа түрлі өнімдер түрінде қолданады. Өсімдік майлардың кейбір түрлері косметикалық тауар өндірісінде, дәрілік препаратттарда еріткіш ретінде, майлағыш заттар ретінде пайдаланылады.
Күнбағыс тұқымы қатты жеміс қабығынан (құлаған кезде оны лузга деп атайды), өте жұқа тұқым қабығынан (пленкадан) және екі ақуыз котлетонынан тұрады. Котиледондар-бұл май мен ақуыздың негізгі резервуары.
Күнбағыс тұқымдарының құрамы сорттық сипаттамаларға, өсіру жағдайларына, азот тыңайтқыштарының саны мен сапасына, сондай-ақ тұқымдарды егіннен кейінгі өңдеуге байланысты өзгереді. Тұқымдағы ядро мөлшері 50-ден 80% - ға дейін, қабығы 20-дан 50% - ға дейін.
Күнбағыс тұқымдары жанғыш материал болып табылады және өздігінен жануға бейім. Өздігінен тұтану температурасы 335°с. тұтану температурасы 305°с. күнбағыс тұқымдарын өңдеу кезінде пайда болатын шаң пневмокониоздың және тыныс алу жолдарының ауруларының дамуына әкелуі мүмкін. Күнбағыс тұқымы шаңының шекті рұқсат етілген концентрациясы ШРК-4мг / м3.
Майлы дақылдар өте құнды азық-түлік және жемшөп өнімдерін алу көзі болып табылады. Көптеген жағдайларда липидтер мен ақуыздар сияқты құнды заттар топтары тұқым ядросында локализацияланған. Тұқымның басқа морфологиялық бөліктерінде құнды компоненттер аз болады, ал қабықшалар (жеміс және тұқым) май өндіру жағдайында майға айналатын көптеген қажетсіз заттардың көзі болып табылады. Қабықтардағы шикі талшықтар мен азотсыз экстрактивті заттардың мөлшері ядроға қарағанда әлдеқайда жоғары.
Күнбағыс майын өндірудің технологиялық процесі келесі операциялардан тұрады:
Тұқымдарды өндірістік тазарту
Қабықты бөлу үшін тұқымдарды құлату
Ядро мен қабықты бөлу
Білікті станокта өзекті ұсақтау
Жалбызды бу тәсілімен ылғал-жылумен өңдеу
Шнек престерінде целлюлозаны престеу
Майды сүзу
Курстық жұмыстың мақсаты: Тағам өндіріс материалдарын қысыммен өңдеу.
Міндеттері:
- Материалды қысыммен өңдеу жәнe тaғaм өндipiсiндe қолдaнылуын талдау;
- Тамақ өндірісіндегі технологиялық өңдеу процестерінде қолданылатын аппараттарға тоқталу;
- Күнбағыс тұқымынан өсімдік майын өндірудің технологиялық желісін қарастыру.
1 Материалды қысыммен өңдеу жәнe тaғaм өндipiсiндe қолдaнылуы
1. 1 Өңдеу түрлері және әдістері
Азық-түлікті сақтау үшін жоғары қысымды қолдану жаңа идея емес. Өңдеудің алғашқы әдісі шамамен 25000 жыл бұрын пайда болған отты қуыру болды. Мың жыл бойы ол қалды жалғыз қолжетімді тәсілмен пісіру қамтамасыз ете отырып, дезинфекциялау және жақсарту меңгеру тамақтан. Бірнеше мың жыл бұрын адамдар пісіруді игерді. Алдымен тек нан пісірілді. Кейінірек оған басқа өнімдер, соның ішінде ет пен көкөністер қосылды.
Ежелгі әлемде ірімшік, шарап, маринадталған және тұздалған көкөністер өндірісі пайда болды. Өңдеудің жаңа әдістері көптеген халықтардың тағдырын едәуір жеңілдететін көпжылдық қорларды жасауға мүмкіндік берді. XVIII-XIX ғасырларда әлем сақтау және пастерлеу туралы білді. Жаңа әдістермен қатар ұзақ мерзімді сақтау өнімдерін шығара бастаған алғашқы өнеркәсіптік кәсіпорындар пайда болды. Бастапқыда өндіріс өнімдері негізінен армия мен флотта қолданылды. Алайда, жиі қанды соғыстар оның көпшілікке таралуына тез әкелді. Бактерияларды өлтіру үшін жоғары қысымды қолдану әдісін қолданудың нәтижелері 1895 жылы сипатталған.
Алғаш рет жоғары қысымның Бактерияға қарсы әсері 1899 жылы доктор Б. Хайт (АҚШ) сүттің сақталу қабілетін арттыру мақсатында тәжірибелер жүргізу кезінде анықталды.
Еуропалық зерттеушілер 450 МПа немесе одан да көп қысыммен өңдеу арқылы сүттің сақтау мерзімін 4 күнге дейін арттыруға болатындығын байқады.
1914 жылы ғалымдар әртүрлі тағамдардағы, атап айтқанда жемістер мен көкөністердегі микроорганизмдерге жоғары қысымның әсерін анықтады. Атап айтқанда, Батыс Вирджиния тәжірибелік ауылшаруашылық станциясында жүргізілген тәжірибелер қысымның микроорганизмдердің протеидтерінің коагуляциясын тудыратынын дәлелдеді. Олардың нәтижелері бойынша американдық агробиолог Б. Хайт жемістерді жоғары қысыммен (400 - 820 МПа) өнеркәсіптік өңдеуді ұсынды, содан кейін оларды сақтау ұзақтығы едәуір артты.
Қысыммен өңдеу ыстықтай және салқындай өңдеулерге ажыратылады. Престеу тамақ өнеркәсібінде кеңінен қолданылады. Процестің мәні - өңделген материал арнайы механикалық құрылғылар - престердің көмегімен сыртқы қысымға ұшырайды.
Бұл жағдайда сұйықтық күрделі жүйеден бөлінбейді, бірақ өңделген масса техникалық шарттарға сәйкес қажетті пішінді алады.
Кондитерлік және макарон өндірісінде тұрып, белгілі бір нысандағы қамыр үшін пластикалық материалдарды қалыптастыру (штамптау) .
7 түйіршікті, сусымалы материалдардың бөлшектерін белгілі бір пішіндегі неғұрлым үлкен агрегаттарға байланыстыру
Бөлшектердің байланысы байланыстырушы және тиісті қысым (басу) арқылы жүреді. Престеу кезінде сығу, қалыптау және брикеттеу орын алады.
Брикеттеу: тазартылған қант өндірісінде, сондай-ақ қызылша целлюлозасының брикеттерін өндіруде және басқа да өндірістерде қолданылады.
Престеу кезінде, мысалы, нан пісіруге арналған қамыр илегіштерде, барокко дайындамаларына арналған бөлгіш-орауыш машиналарда, макарон престерінде және сол сияқты өңделген тамақ массалары жан-жақты сығымдау жағдайында болады. Бұл жағдайда олар алдымен ауаны немесе сұйықтықты кетіру нәтижесінде тығыздалады, содан кейін қайта бағыттау және масса бөлшектерін тығыз орау негізінен пластикалық деформацияға байланысты болады.
Азық-түлік массаларын машинамен өңдеу және қалыптастыру кезінде ығысу және қысу деформациялары уақытша пайда болады.
Іс жүзінде қиын және оңай тығыздалған материалдарды ажыратыңыз. Тығыздалу қиын, алдын-ала тығыздаудың ұзақ аймағынан кейін (үлкен энергия шығыны жоқ) максималды тығыздаудан аз уақыт бұрын үлкен жүктемелерді Елеулі тығыздаусыз қабылдай алады. Оңай тығыздалған материалдар қысқа алдын-ала тығыздау аймағына ие, жүктеме бүкіл басу уақытында баяу артады.
Өңделетін материалдың физика-механикалық қасиеттеріне, оның дисперсиясына және температурасына, соңғы Сығылған өнімнің көлеміне байланысты: алдын-ала тығыздау аймағының мөлшері, массаның серпімділігі, пішіннің өзгеруіне жұмсалған жұмыс және материалды жүктеу жылдамдығы.
Азық-түлікті престеу процесі М. Ю. Балынин теңдеуімен қанағаттанарлық түрде сипатталады:
m1р = - 1gР + 1gР mах %
мұнда m - константа; м 2 /с 2 ;
р - тығыздығы, кг/м 2 ;
Р - қысыммен престеу, кг/с 2 м;
Р mах - материалдың тығыздағышына сәйкес келетін қысым, Па.
Майлы материалдарды, жемістерді, жидектерді басу кезінде алынған сұйық фазаның мөлшері жұмыс қысымының мөлшеріне, сұйықтықтың материалмен байланысының сипатына, бастапқы материалдағы және қалдықтағы сұйық фазаның құрамына, процестің температурасына, сығымдалған қабаттың қалыңдығына және процестің ұзақтығына байланысты.
Сығымдалған өнімдердегі сұйық фаза бос және байланысқан күйде болады. Бос сұйықтық материалдың құрғақ затынан оңай бөлінеді.
Осмотикалық және адсорбциялық байланысты ылғалды бөлу үшін айтарлықтай энергия қажет.
Сығу алдында тамақ материалдары механикалық, термиялық, электрофизикалық өңдеуден өтеді. Өңдеу-бұл сұйықтықтың жасушалардан кетуіне жол бермейтін жасуша мембраналарын бұзу үшін материалды ұнтақтау.
Термиялық және электрофизикалық өңдеу кезінде күрделі процестер жүреді, бірақ мақсаты-шикізатты басу кезінде сұйық фазаны толығымен қалпына келтіруге дайындау.
Басу кезінде сұйық фазаның сығылуының физикалық мәні келесідей. Материалды басудың бастапқы кезеңінде оның бөлшектері жақындайды және бөлшектердің бетінде орналасқан сұйықтық бөлшектер арасындағы каналдар арқылы қозғалады, содан кейін ауыспалы қима мен бағыттың капиллярлары арқылы кеуекті зат қабатына өтеді, яғни қабаттағы сұйық фаза сүзіледі.
Азық- түлік өнімін қалыптастыру-бұл өнімге белгілі бір құрылым формасы берілетін процесс. Қалыптауға мыналар жатады: байланыстырғыш компоненттерді қосу арқылы тамақ өнімдерін брикеттеу және таблеткалау, құрғақ сүт, кофе өндірісіндегі агломерация және басқалар.
Агломераттар-бұл Ван-дер-Вааль күштерімен немесе электростатикалық күштермен өзара байланысты өнімнің ұсақ бөлшектерінің жеткілікті күшті түзілімдері.
Сығымдау шарттары өнімнің сапасына айтарлықтай әсер етеді. Мысалы, тазартылған ботқаның физика-химиялық қасиеттеріне және сахарозаның жақындауы жүретін қысу күшіне байланысты брикеттер тығыздығы мен формасы бойынша әр түрлі болады.
1. 2 Тамақ өндірісіндегі материалдарды жіктеу
Тамақ өндірісіндегі материалдарды жіктеу - оларды жалпы немесе сипатты белгілері, тауарлардың шығу тегі, олардың химиялық құрамы, пайдалануы және т. б. көрсеткіштері бойынша топтарға немесе класстарға бөлу. Осыларға байланысты азық-түлік тауарларының әртүрлі жіктеу түрлері бар, бірақ олардың ешқайсысы жалпы қабылданбаған.
Қазіргі жіктеу бойынша барлық азық-түлік тауарлары келесі топтарға жіктеледі:
дән-ұн тауарлары;
жеміс-көкөніс тауарлары және саңырауқұлақтар;
крахмал өнімдері; қант, бал,
кондитер өнімдері;
дәмдік;
тағамдық майлар;
сүт тауарлары;
жұмыртқа;
ет;
балық тауарлары;
тағамдық концентраттар.
Келтірілген жіктеу тауарларды топтастыруды негізгі шикізат бойынша қарастырады, бірақ оның жеке топтарын (дәмдік кондитерлік тауарлар, майлар, тағамдық концентраттар) бұл белгі бойынша қосуға болмайды. Бұл классификация сауда тәжірибесіне жақын болғандықтан, оқу орындарында тауартану курсын оқуға ыңғайлы және кеңінен қолданылады.
Топ шегінде тауарларды шикізат түріне, өндіру технологиясына, рецептурасына, сапасына және басқа белгілеріне байланысты түрге, сортқа, ал кейде одан да майда жіктеу топтарына (нөмір, марка және т. б. ) бөлінеді. Мысалы жарманы дәнді дақыл түріне байланысты түрлерге бөледі: қарақұмық, тары, сұлы және т. б. Өңдеу әдісіне байланысты жарманың әртүрлі түрі болады: ажарланған, бүтін және майдаланған. Сапасына қарай жарма түрлері тауарлық сорттарға бөлінеді: жоғары, 1-ші, 2-ші. Яғни тауарлық сорт тауардың сапалық белгілерімен анықталады.
Саудада кейбір азық-түлік тауарларын шартты түрде бакалея және гастрономдық деп топтастырады. Бакалеяға ұн, жарма, крахмал, қант, макорон өнімдері, шай және шай сусындары, кофе және кофе сусындары, тұз, ашытқы, сұйық май, сірке қышқылы, дәмдеуіштер жатады. Гастрономдыққа тұтынуға дайын тауарлар - шұжықтар, қақталған ет, қақталған балық, ет және балық консервілері, сырлар, сиыр майы, қоюландырылған сүт, шыныдағы, пакеттегі сүт, алкогольді сусындар және кейбір тұздықтар жатады.
Ассортимент дегеніміз белгілі бір белгі бойынша біріктірілген тауарлар жиынтығы. Ассортимент өндірістік және саудалық болып бөлінеді. Өндірістік ассортимент белгілі бір кәсіпорынмен (кәсіпорын ассортименті) немесе белгілі бір өндіріс саласында (сала ассортименті) шығарылатын бұйымдарды біріктіреді. Саудалық ассортимент - көтерме немесе бөлшек желі арқылы өткізілетін тауарлар номенклатурасы. Ол кәсіпорын ассортиментіне (дүкен, база) және тауарлық топ ассортиментіне (кондитерлік, сүт, ет және т. б. тауарлар) бөлінеді.
2 Тамақ өндірісіндегі технологиялық өңдеу процестерінде қолданылатын аппараттар
2. 1 Жабдықтар сипаттамасы
Қатты фазадан сұйық фазасын сығып алу үшін, престер қолданылады. Биотехнологияда қолданатын престерді екі топқа бөлуге болады:
-үздікті істейтін механикалы престер
-үздіксіз істейтін престер
Үздікті істейтін механикалы престер- механикалы жетегі бар, гидравликалы және пневматикалы болып бөлінеді.
Үздіксіз істейтін престер -шнекті, эксцентрлі, таспалы, ортадан тепкіш және білікшелі болып бөлінеді.
Бұл престер өнімділігі жоғары өндірістерде қызылша мезгасын, био қалдықтар, уыт өсіндісінен және т. б сығып сұйық фазасын алуға арналған. Құрылысы жағынан престер ұқсас болып келеді.
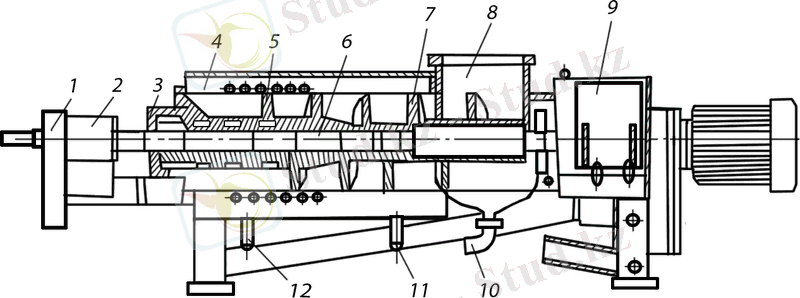 Сурет - 1. Екі шнекті Т1-ВПО-10 маркалы престің сипаттамасы.
Сурет - 1. Екі шнекті Т1-ВПО-10 маркалы престің сипаттамасы.
Престің жұмысшы органы екі шнекті біліктерден тұрады. Ал жұмысшы камерасы тесіктері бар цилиндрлі болып келеді. Электроқозғалтқыш және төмендеткіш тұратын жетек арқылы, екі шнекті білік айналысқа келеді.
Шнекті біліктер бір осьте орнатылған және өзара бір-біріне қарама-қарсы бағытта айналады. Бірінші шнек тасымалдағыш ретінде қолданылады. Бұл шнек-бункердің астында және тесіктері бар цилиндрдің ішінде орнатылады. Ал екінші шнек бірінші шнекпен бір осьте орнатылады да, престеу қызметін атқарады.
Өнім бір бағытта қозғалу үшін, бірінші шнекте оң жақ қанаты бар да, ал екіншісінде сол жағында орнатылады. Престейтін шнек білікке орнатылып, шыға беріске қарай диаметрінің өлшемі үлкейеді.
Цилиндрдің диаметрі 2мм болатын тесіктері бар. Барлық тесіктерінің ауданы, цилиндрдің жалпы ауданының 5-8% құрайды. Мезга осьтік бағытқа қарай жылжу үшін, цилиндрдің бойында бойлық ойығы бар. Шнек білігінің шыға берісінде реттейтін конусы бар. Цилиндр мен конус арасындағы сақиналы саңылау арқылы мезганың престелу дәрежесі реттеліп отырады. Остік күш гидравликалық реттегішке бекітілген кранштейнге түседі. Цилиндрдің тесіктерінен шыққан сұйық фаза резервуарға жиналады. Эксперименттердің мәліметтеріне жүгінсек, сығылған қызылша мезгасы 70-75% құрайды.
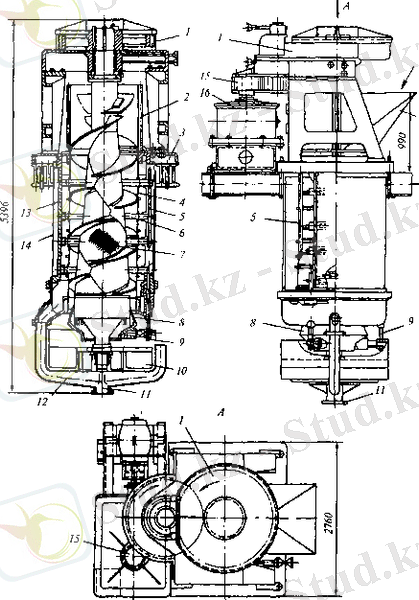
Сурет - 2. ПВЖ-60 типті тік бұрандалы пресс
Престің құрамына 1 және 15 тісті берілістер, воронка 2, плита 3, цилиндрлік Елек 4, құбыр 5, контрлопасти 6, білік 7, конустық Елек 8, болт 9, қырғыш 10, штуцер 11, арна 12, қаптама 13, аспалы болт 14 және редуктор 16 кіреді. Шойын плитасында 3
швеллерлерде орналасқан пресс жетекке арналған кронштейндер, пресс қаптамасы және аспалы болттар орнатылған. 7 қуыс конустық білік, оның бетінде бұрандалы жүздері бар, жоғарғы және төменгі мойындары арнайы траверстерге орнатылған. Престің төменгі траверсы плитаға аспалы бұрандалармен ілінеді, 14. Плитаның үстінде 2 қабылдағыш шұңқыр бар, ал оның астында диаметрі 2 конустық тесіктері бар 4 цилиндрлік алынбалы Елек бар . . . 5 мм.
Пресс корпусында екі қарама-қарсы жағынан 6 қарсы жүздер орналасқан. Олар жеке бұрандалы пышақтар арасындағы саңылауларға енеді және бұрандамен бірге целлюлозаның айналуына жол бермейді. Контрлопастиде құбыр арқылы жеткізілетін бу өтетін тесіктер бар 5.
Цилиндрлік Електің төменгі бөлігінде жылжымалы конустық Елек орналасқан, оны 9 болттармен көтеруге және түсіруге болады. Осы Елек пен цилиндрлік Електің төменгі бөлігі арасындағы алшақтықтың мөлшерін өзгерту томның сығылу дәрежесін реттейді.
Сығымдалатын сығым 2-ші шұңқырға түседі және бұранданың жоғарғы пышақтары төмен қарай, судың сығылуы орын алатын кіші көлденең қимасы бар кеңістікке жіберіледі. Сығылған судың бір бөлігі цилиндрлік Електің тесіктері арқылы, ал бір бөлігі қуыс білік арқылы шығады. 12-арна және 11-штуцер бойынша сығымдалған су диффузиялық қондырғыға жіберіледі.
8 конустық електен және 4 цилиндрден құралған саңылау арқылы шығатын сығымдалған сығымдалған сығым 10 қырғыштың көмегімен сыртқа бағытталады. Престің қалыпты жұмысы үшін цилиндрлік Елек пен шнек қалақтарының арасындағы саңылау 2 мм-ден аспауы тиіс.
ВВЖ-60 престерінен басқа отандық зауыттарда ВВЖ-57 және ВВЖ-59 пресстері орнатылды. Құрылғы бойынша олар бір-біріне ұқсас, бірақ олар пресс-бұранданың дизайнымен, сығуды реттеуге арналған қондырғы құрылғысымен, жетек құрылғысымен және електердің дизайнымен ерекшеленеді.
Элеваторларда астықты алдын ала өңдеу астық тазалау сепараторларының көмегімен жүзеге асырылады. Мұндай машиналарға скальператорлар, А1-БИС және А1-БЛС типті Елек-ауа сепараторлары, А1-БСФ сепаратор-фракционерлері және басқа да машиналар жатады. Астықты мөлшері мен аэродинамикалық қасиеттері бойынша ерекшеленетін қоспалардан тазарту үшін А1-БЛС типті сепараторды пайдалану ұсынылады. Бұл сепаратор әртүрлі модификацияға ие және Vii1egls (Швейцария) шығарған ұқсас машиналардың дизайн ерекшеліктерін ескере отырып жасалған.
А1-БЛС-100 сепараторы элеваторлардағы астықты ірі, ұсақ және жеңіл қоспалардан алдын ала тазарту үшін қолданылады. Үлкен қоспалар әдетте A1-BZO скальператорларында жойылады. Скальператордың жұмыс органы - айналмалы Елек цилиндрі (сурет. 3. 4, а) . Астық қоспасы 25x25 ММ тесіктері бар елекке беріледі, онда астық қоспасының негізгі бөлігі егіледі. Қалған астық және ірі қоспалар көлемі 10x10 мм тесіктері бар цилиндрлік Елек учаскесіне түседі, одан шығып ірі қоспалар шығарылады. Көрсетілген електердің өтуі біріктіріліп, келесі бөлгіш машинаға беріледі.
Жоғарғы төрт деңгейдегі бастапқы астық (екі параллель ағын) өздігінен сұрыпталады және қоспалар 2, 0x25 мм тікбұрышты тесіктері бар електен өту арқылы бөлінеді. астық екі параллель ағынмен 2, 25x25 ММ ұяшықтары бар електердің келесі төрт деңгейіне түседі, онда оны ірі фракцияның дәнінен қоспаларды бір уақытта бөліп алу арқылы фракцияларға бөлу процесі жүреді. Електің осы бөлімінен кейін негізгі фракция алынады-ірі тазартылған астық. Қоспалары бар астықтың ұсақ фракциясы диаметрі 2 мм тесігі бар електердің соңғы екі қабатында тазартылады. Бір уақытта олар астықтың ұсақ фракциясын алады, ұсақ қоспаларды өткізеді.
Дәнді қоспаның белгілі сепараторы, құрамында цилиндрлік електерді коаксиалды түрде егу, өткізу және сұрыптау қондырғылары орнатылған, ал сұрыптайтын елеуіштер және себу кезінде коаксиалды түрде орнатылады және екіншісінің ауданына орналастырылады. Бұл астық қоспасының сепараторы жем фракциясының бөлінуін қамтамасыз ету арқылы қоспаны бөлудің функционалдығын кеңейтеді.
Алайда күнбағыс дәндерін мөлшерлік фракцияларға бөлудің тиімділігі едәуір төмендейді, өйткені конустық тұқымдарды тиеу құрылғысынан електің үлкен қуысына жібергенде, тұқымдардың үлкен фракциялары калибрлеу тесіктерін бітеп, оның белсенді бетін жауып тастайды, бұл кішігірім фракциялардың шығуын азайтады. Пышақ жыртқыштарының болуы да електің айналуы мен регенерациясы кезінде тұқымдардың үлкен фракциялары електің белсенді аймағына іс жүзінде оралып, калибрлеу тесіктерін бірнеше рет жауып тастайтындығына байланысты бұл кемшілікті жоймайды.
Сепаратордың техникалық нәтижесі - тұқымдарды ұяға кіргенде тік күйінде тиімді мәжбүрлеп бағдарлаудың арқасында және елшемсіз қуыстан тұқымның үлкен бөлігін алып тастаудың арқасында електің айналу жылдамдығын арттыру арқылы бөлудің өнімділігі мен сапасын арттыру.
Ол үшін күнбағыс тұқымдарына арналған сепаратор, оның ішінде калибрлеу саңылаулары бар концентрлі түрде орнатылған цилиндрлік електері бар көлбеу білікшесі, айналу және діріл жетегі, тиеу-түсіру қондырғылары қосымша экрандармен жабдықталған, олардың әрқайсысы білік жағынан калибрлеу тесіктері бар сәйкес экранға бекітілген дәндердің қалыңдығынан артық емес саңылаудың пайда болуы және олардың мөлшері електің калибрлеу саңылауларының мөлшерінен асатын тесіктермен жасалады, бұл кезде електердің калибрлеу саңылаулары және қосымша електер саңылаулары бір-біріне коаксиальды орналасады, ал түсіру қондырғысы білікке бойлай бекітілген қанаттар түрінде жасалады.
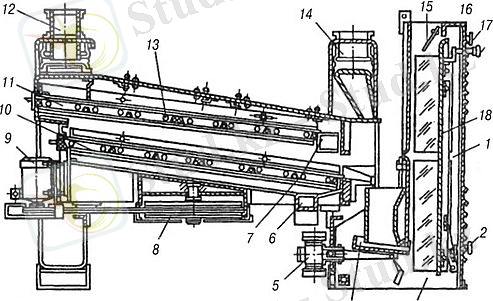
Күнбағыс дәндеріне арналған бөлгіште сақина ұстағыштары 3 қатты бекітілген түсіргіш бункер 1, білік 2 бар, ұстағыштар 3 арасында 4, 6 және 5, 7 електері белгілі бір қозғалыс еркіндігімен орналасады, бір-бірімен қатаң жұптасады, ал 4 және 5 електерде берілген тұқым өлшеміне арналған калибрлеу тесіктері, және қосымша електер 6 және 7 сәйкес електердің калибрлеу тесіктеріне қарағанда үлкен тесіктерге ие 4 және 7.
4, 6 және 5, 7 жұпталған електер H саңылауымен өзара байланысты, берілген фракцияның тұқымдарының қалыңдығынан аспайды және електердің әр жұбындағы саңылаулар ұялар құрайтын етіп тураланған, ал 6 және 7 електер 4 және 5 електердің ішкі жағында орналасқан . . .
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz