Тесіктерді өңдеудің технологиялары мен әдістері: бұрғылау, өрістету, зенкерлеу және жетілдіру

ҚАЗАҚСТАН РЕСПУБЛИКАСЫ
АУЫЛШАРУАШЫЛЫҒЫ МИНИСТРЛІГІ
"ТЕХНОЛОГИЯЛЫҚ МАШИНАЛАР ЖӘНЕ ЖАБДЫҚТАР"
КАФЕДРАСЫ
ОҚУ ТӘЖІРИБЕСІ ТУРАЛЫ ЕСЕП
Тақырыбы:
Орындаған студент :
Тексерген:
НҰР-СҰЛТАН, 2021 ж.
Мазмұны
КІРІСПЕ . . . 3
НЕГІЗГІ БӨЛІМ
- Тесіктерді өңдеу және оның түрлері . . . 4
- Ысу және жетілдіру . . . 8
ҚОРЫТЫНДЫ . . . 12
ПАЙДАЛАНҒАН ӘДЕБИЕТТЕР . . . 13
Кіріспе
Тесіктерді өңдеу - бұл бір қатар технологиялық операциялар, олардың мақсаты геометриялық параметрлерді, сондай-ақ алдын ала орындалған тесіктердің ішкі бетінің кедір-бұдырлық дәрежесін талап етілетін мәндерге жеткізу болып табылады. Мұндай технологиялық операциялардың көмегімен өңделетін тесіктер бұрғылау көмегімен ғана емес, сондай-ақ құю, сату әдісімен және басқа да тәсілдермен жаппай материалда алдын ала алынуы мүмкін.
Тесіктерді өңдеу ол бұрғылау арқылы жүреді. Яғни бұл тұтас материалда тесік немесе бітеу тесік алудың технологиялық операциясы. Бұрғылау-бұл тек қана тесіктерді өңдеудің бастапқы кезеңі, одан кейін тізбектеп өндіретін: зенкеру, үңгілеу, тесіктерді ашу процесстері жүреді.
Егер сіз тесіктерді өңдеуді механикалық тәсілмен-бұрғылау станогында атқарсаңыз, онда дайындаманы бір орнату үшін толық дәйекті өңдеу (бұрғылау, зенкерлеу, өрістету) дұрыс. Әр ретте кесетін құралды ауыстырумен бір мезгілде станоктың шпиндельінің айналу жылдамдығын қайта орнату керек екеініне мән беріңіз. Зенкерлеу үшін ол 60-100 айн/мин, өрістету үшін-50 айн/мин аспауы тиіс.
- Тесіктерді өңдеу және оның түрлері
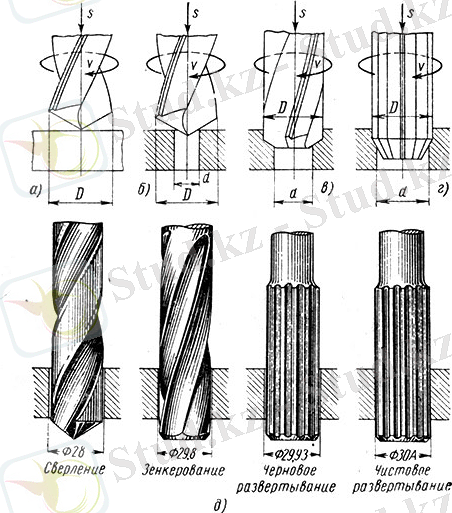
Тесіктерді өңдеуге арналған нақты әдіс пен құрал қажетті нәтиже сипаттамаларына сәйкес таңдалады. Оларды өңдеудің үш жолы бар
- Бұрғылау
- Өрістету
- Зенкерлеу.
Өз кезегінде бұл әдістер бұрғылау, шыңдау және үңгілеу деп жататын қосымша технологиялық операцияларға бөлінеді.
Жоғарыда аталған тәсілдердің әрқайсысының ерекшеліктерін түсіну үшін оларды жан-жақты қарастыру керек.
Бұрғылау
Тесіктерді өңдеу үшін оларды алдын ала алу керек, ол үшін түрлі технологияларды қолдануға болады. Мұндай технологиялардың ең көп тараған түрі бұрғылау деп аталатын кесу құралын пайдалану арқылы орындалатын бұрғылау.
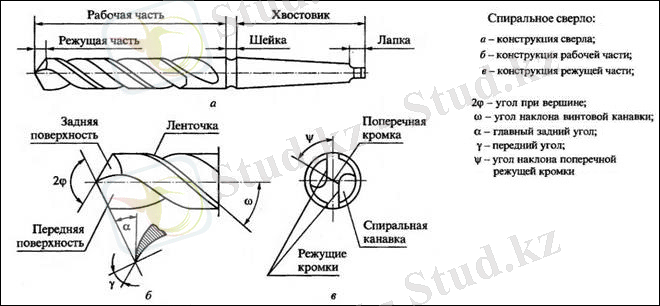
Арнайы бұйымдарда немесе жабдықтарда орнатылған бұрғылардың көмегімен тұтас материалда тесік те, саңырау да алуға болады. Пайдаланылатын құрылғылар мен жабдықтарға байланысты бұрғылау түрлері былай өзгері мүмкін:
- механикалық бұрғылау құрылғылары немесе электр және пневмодрельдер арқылы орындалатын;
- арнайы бұрғылау жабдықтарында жүзеге асырылатын станокпен.
Бұрғылау құрылғыларын пайдалану диаметрі 12 мм аспайтын тесіктер аз және орташа қаттылығы бар материалдардан жасалған дайындамалардан алу қажет болған жағдайларда орынды болып табылады. Мұндай материалдарға, атап айтқанда:
- әртүрлі конструкциялық болат түрлері;
- түрлі-түсті металдар мен қорытпалар;
- полимерлік материалдардан жасалған қорытпалар.
Егер өңделетін бөлшекте үлкен диаметрлі тесікті орындау қажет болса, сондай-ақ осы процестің жоғары өнімділігіне қол жеткізу қажет болса, үстел және стационарлық болуы мүмкін арнайы бұрғылау станоктарын пайдалану керек. Соңғылары өз кезегінде тік және радиалды бұрғылау болып бөлінеді.
Бұрғылау-бұрғылау операцияларының түрі-бұрын өңделетін бөлшекте жасалған тесік диаметрін арттыру үшін орындалады. Бұрғылау, сондай-ақ диаметрі дайын тесіктің талап етілетін сипаттамаларына сәйкес келетін бұрғылау арқылы орындалады.
Өрістету (Жаю)
Өрістету процедурасы бұрғылау көмегімен бөлшектерге алдын ала алынған тесіктер жүргізіледі. Мұндай технологиялық операцияны пайдалана отырып өңделген элементтің дәрежесі алтыншы квалитетке дейін келетін дәлдігі, сондай - ақ төмен кедір-бұдырлығы Ra 0, 63 дейін болуы мүмкін. Қашаулар қара және таза болып бөлінеді, сондай-ақ олар қолмен немесе машинамен болуы мүмкін.
Осы өңдеу түрін орындау кезінде ұстануға болатын ұсыныстар мынада болады.
- Өңделетін тесіктің диаметріндегі әдіптер арнайы кестелер бойынша таңдалады.
- Тек сағат тілімен айналатын қол құралын пайдаланған кезде, алдымен қара, содан кейін таза өрістеуді орындайды.
- Машиналық өрістету станокта бұрғылағаннан кейін бірден - бір бөлікті орнатудан жүргізіледі.
- Нәтиже сапасын бақылау үшін арнайы калибрлер қолданылады.
Зенкерлеу
Арнайы кесу құралын пайдалана отырып орындалатын зенкерлеу көмегімен құю, қалыптау, Соғу әдісімен немесе басқа да технологиялық операциялар арқылы алынған тесіктерді өңдеуге байланысты мынадай міндеттер шешіледі:
- қолда бар тесіктің пішіні мен геометриялық параметрлерін талап етілетін мәндерге сәйкес келтіру;
- сегізінші квалитетке дейін алдын ала тесік параметрлерінің дәлдігін арттыру;
- мұндай технологиялық операцияны пайдалану кезінде Ra 1, 25 мәніне дейін жетуі мүмкін, олардың ішкі бетінің кедір-бұдырлық дәрежесін азайту үшін цилиндрлік тесіктерді өңдеу.
Металл бойынша конустық зенкерлер түрлері

Өз ісінің мамандары зенкерлеуді жоспарлап отырған адамдарға келесі ұсыныстар береді.
- Зенкерлеуді тесік бұрғылау жүзеге асырылған станокта бөлшектерді дәл сол орнату процесінде жүргізу керек, бұл ретте өңдеу параметрлерінен тек пайдаланылатын құралдың түрі ғана өзгереді.
- Зенкерлеуге корпустық түрдегі бөлшектерде өңделмеген тесік ұшырағанда, олардың станоктың жұмыс үстелінде Бекітілу сенімділігін бақылау қажет.
- Зенкерлеуге арналған әдіптің шамасын таңдап, арнайы кестелерге бағдарлау қажет.
- Зенкерлеу орындалатын режимдер бұрғылауды жүзеге асыру кезіндегі сияқты болуы тиіс.
- Зенкерлеу кезінде слесарлық-бұрғылау жабдықтарында бұрғылау кезіндегі сияқты еңбекті қорғау және қауіпсіздік техникасы ережелері сақталуы тиіс.
Зенкерлеу кезінде арнайы құрал-зенковка қолданылады. Бұл ретте тесіктің жоғарғы бөлігі ғана өңделеді. Мұндай технологиялық операцияны тесіктің осы бөлігінде бекіту элементтерінің бастары үшін тереңдікті қалыптастыру немесе одан фасканы алу қажет болған жағдайларда қолданады.
Зенттеуді орындау кезінде белгілі бір ережелерді ұстанады, олар:
- Мұндай операцияны бөлікке тесік толығымен бұрғыланғаннан кейін ғана орындайды.
- Бұрғылау және үңгілеу станокта бөлшектерді бір орнату үшін орындалады.
- Үңгілеу үшін шпиндельдің шағын айналымын (минутына 100 айналымнан артық емес) орнатады және құралды қолмен беруді қолданады.
- Өңдеу тесігінің диаметрінен үлкен цапфаның диаметрі цилиндрлік құралмен үңгілеу жүзеге асырылған жағдайда, жұмыс келесі ретпен орындалады: алдымен диаметрі цапфаның диаметріне тең тесік бұрғыланады, содан кейін негізгі тесік берілген өлшемге бұрылады.
Осындай өңдеу түрінің мақсаты гайкалармен, болттардың бастарымен, шайбалармен және стопор сақиналарымен жанасатын бөлшектер бетін тазалау болып табылады. Бұл операция станоктарда да және орнату үшін құрал-жабдыққа түзеткіш қолданылатын цековканың көмегімен орындалады.
- Ысу және жетілдіру
Ысу процесінің тиімділігіне сүрту материалы үлкен әсер етеді. Ол әрдайым жұмсақ, өңделетін бөлшектер болуы керек. Шойыннан жасалған притирлер қатты материалдарды өңдеу үшін ең қолайлы, бұл ретте маңызды әдісті шешу және қатты түйіршікті пасталарды пайдалану қажет. Шойынның беріктігі жеткіліксіз болған кезде (мысалы, қиын балқитын матрицалар мен қасқырларда кіші диаметрлі саңылауларды жетілдіру үшін түзеткіштерді инелер түрінде дайындау кезінде) болаттан жасалған притирлер қолданылады. Жезден және мыстан жасалған притирлер орташа түйіршікті пастамен жұмыс істегенде ұсынылады, қаттылық пен беріктікті арттыру үшін мыс притирлер Болат өзекшелермен орындалуы мүмкін. Өте төмен тұлға өз пішінін жақсы сақтайтын кедір-бұдыр фибрадан сүртіп береді. Жұқа жұмыс үшін теріні, киіз және фетр қолдануға болады. Притирлер, сондай-ақ түрлі ағаштар, сондай-ақ тығыздалған ағаштар.
Металл кесетін станоктардың сапасы көп жағдайда дірілге төзімділікпен анықталады. Дірілді азайту үшін бірқатар бөлшектер мен құрастыру бірліктері арнайы стендтерде немесе теңгеру станоктарында статикалық немесе динамикалық теңгерімдеуге, ал жоғары жылдамдықты шпиндельді құрастыру бірліктері үшін - шпиндельдің өз тіректерінде теңгеруге жатады. Гидравликалық және пневматикалық жүйелерді құрастыру кезінде дайындау операциялары кезінде құбырларды кесу, ию және жаншу құралдары, саңылауларды жетілдіру және жазықтықтарды ысқылау үшін станоктар кеңінен қолданылады. Гидроаппаратураны бақылау станоктың барлық орын ауыстырулары мен ауыстырып қосуларын имитациялайтын әмбебап сынақ стендтерінде жүргізіледі.
Қазіргі уақытта өрістетуден кейін тесікті жетілдіру процесі енгізілуде 0, 07- 0, 1 мм орнына 0, 03-0, 05 мм дейін келесі жетілдіруге әдісті төмендетуді қамтамасыз ететін дорнование, бұл ысқылау өнімділігін арттыруға, пасталардың, жарақтардың және ысқылау станоктарының шығынын азайтуға мүмкіндік берді.
Цилиндрлік сыртқы бөлшектерді ысқылау үшін жалпақ мыс немесе шойын притирлер немесе осы металдардан жасалған сақиналар қолданылады. Цилиндрлік тесіктерді ысқылау дөңгелек шойын немесе мыс притировкасы арқылы жүргізіледі. Притирдің ұзындығы сүртілетін бөлшектің тесігінің үш диаметрінен кем болмауы тиіс. Притировканың бетінде ысқылау пастасын ұстап тұру үшін терең емес және тар спиральді жыралар жасау ұсынылады. Алдымен сүрту ірі абразивті ұнтақтардан пасталармен жүргізіледі, ал соңғы жетілдіруді одан да көп жүргізеді. ұсақ абразивтермен. Притирдің айналуы токарлық немесе бұрғылау станогының шпиндельінен жүзеге асырылады.
Тесіктер өтпелі және бітеу, қалыпты және терең (ұзындығы бес диаметрден жоғары) . Тесіктердің түріне, олардың көлеміне және дәлдігіне байланысты тесікті өңдеу үшін қолданылады: 1) Бұрғылау 2) бұрау 3) зенкерлеу 4) өрістету 5) ысқылау (жетілдіру) 6) домалау (уату) .
Бөлшектердің беттерін ысқылау үшін пайдаланылатын принтерлердің жуылатын беттің конфигурациясына сәйкес келетін нысаны болуы тиіс. Притир материалы өңделетін бұйым материалының жұмсақ болуы тиіс. Оларды шойыннан, жұмсақ болаттан, қызыл мыстан, жезден, қорғасыннан, қатты ағаштан жасалады. Ең жиі шойыннан, қызыл мыстан және жезден жасалған притирлер қолданылады. Қорғасын мен ағаш бұйымға соңғы өлшемдер берілгеннен кейін ғана жылтырату үшін қолданылады.
Сүрту алдында притировалардың бетін абразивті ұнтақпен жабады, оның астығы притировтердің бетіне қысылады. Бұл процесс притир шаржир деп аталады.
Цилиндр притировкаларын шаржирлеу үшін қатты болат плитаны алады, оған абразивті ұнтақтың жұқа тегіс қабатын себеді (немесе паста қабатын жағады) және оның бойымен цилиндр притирі домалайды, ол абразивті материал оның бетіне қысылып тұрады. Бұл ретте, притирдің беті абразивті материалмен біркелкі жабылуына және соңғысы бірдей күшпен ысқылануына назар аудару керек.
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz