СарыарқаАвтоПром ЖШС мысалында дәнекерлеу сапасын автоматтандырылған бақылау жүйесін жобалау және зерттеу

МАЗМҰНЫ
КІРІСПЕ
Бүгінде Қазақстандық автомобиль өнеркәсібі шикізаттық емес секторды индустриялық дамытудың 12 басым бағыттарының қатарына енгізілген және дәйекті мемлекеттік қолдау объектісі болып табылады. 2019 жылдың қорытындысы бойынша ҚР Машина жасаудағы автомобиль өнеркәсібінің үлесі 26%-ды құрады, 50 мыңнан астам техника өндірілді, шамамен 2, 7 мың автомобиль экспортталды.
Автомобиль өнеркәсібінде металдарды қысыммен өңдеудің, дәнекерлеудің, термоөңдеудің, жеңіл және жүк автомобильдері мен басқа да көлік құралдарын өндірудің барлық кезеңдерінде механикалық өңдеудің технологиялық процестерін әзірлеуге байланысты міндеттер әрқашан өзекті болды.
Дәнекерлеу процесі металды өңдеуде және онымен байланысты барлық салаларда маңызды болып табылады. Дәнекерлеу жұмысының негізгі міндеті-қатты материалдарға ұқсас қасиеттері бойынша бір бөліктен тұратын қосылыстар алу. Оған дәнекерленген қосылыстың қасиеттері бойынша дәнекерленген металға жақындау арқылы қол жеткізіледі. Автомобиль жасаудың маңызды міндеттерінің бірі-дәнекерлеу кезінде бөліктердің жиырылуын азайту, дәнекерлеу беріктігін арттыру арқылы автомобильдегі дәнекерлеу сапасын жақсарту. Бұл өте күрделі міндет, өйткені қазіргі заманғы автомобиль корпусының көптеген бөліктерінде күрделі геометрия бар. Дәнекерлеу кезінде металда қыздыру аймақтары пайда болады және металдың шөгуі мен сынуын толығымен болдырмау мүмкін емес.
Жыл сайын сатылатын автомобильдер саны артып келеді. Өндірістік, жөндеу және қалпына келтіру жұмыстарының көлемі артып келеді. Автомобиль өнеркәсібінде автомобильдерді өндіру мен қалпына келтірудің барлық кезеңдеріндегі ең маңыздыларының бірі металл өңдеу процестері болып қала береді: кесу, қысым, термоөңдеу, мырыштау, дәнекерлеу.
Дәнекерлеу жұмысының негізгі міндеті-қатты материалдарға ұқсас қасиеттері бойынша бір бөліктен тұратын қосылыстар алу. Оған дәнекерленген қосылыстың қасиеттері бойынша дәнекерленген металға жақындау арқылы қол жеткізіледі. Автомобиль жасаудың маңызды міндеттерінің бірі-дәнекерлеу кезінде бөліктердің жиырылуын азайту, дәнекерлеу беріктігін арттыру арқылы автомобильдегі дәнекерлеу сапасын жақсарту.
Дипломалды практиканың мақсаты дәнекерлеу сапасын автоматтандырылған бақылау жүйесін зерттеу болып табылады.
Осы мақсатқа жету үшін келесі міндеттер қойылды:
- шанақтарды құрастыру және бояу технологиясын талдауды орындау; ;
- жүйені талдауды жүргізу;
- кәсіпорынның ұйымдық құрылымын қарастыру;
- еңбекті қорғау, қауіпсіздік техникасы және өнеркәсіптік экологияны қамтамасыз ету бойынша ұйымдастыру-техникалық іс-шаралар мәселелерін қарастыру.
1 Технология
1. 1 "СарыарқаАвтоПром" ЖШС кәсіпорнының құрылу тарихы
2003 жылы компания кореялық KIA, Hyundai, Daewoo шығарған автомобильдерге техникалық қызмет көрсету станциясы ретінде құрылды.
2004 жылы SsangYong Motor Company корей брендімен эксклюзивті құқықтармен дистрибьюторлық келісімге қол қойылды, Алматы қаласында SsangYong автомобильдерін сату басталды.
2006 жылы Suzuki Itochu Corporation автомобиль дистрибьюторымен шарт жасалды, ресми дилер мәртебесі алынды, Suzuki брендінің автомобиль модельдерін сату басталды.
2008 жылы Қазақстан аумағында дилерлік желі кеңейіп, Астана, Талдықорған, Қызылорда қалаларында автокөліктер сатылуда. Allur Auto Бас директоры болып Андрей Сергеевич Лаврентьев тағайындалды.
2009 жылы Алматы қаласында толыққанды "Allur Auto" автоорталығы ашылады, Mitsubishi Motors дилері ресми мәртебесіне ие болды, Алматы қаласында Mitsubishi автомобильдерін сату ұйымдастырылады. Сол жылы AllurAuto компаниясы Қостанай қаласындағы "АгромашХолдинг" зауытымен ынтымақтастықты бастайды. Зауыттың қуаттылықтарында SsangYong автомобильдерін ірі торапты құрастыру іске қосылады.
2010 жылы ZAZ брендінің ресми дилері мәртебесі алынды. Сол жылдан бастап "АгромашХолдинг" зауытының аумағында SsangYong автомобильдері де толық құрастырылуда.
2011 жылы AllurAuto компаниялар тобы келесі марапаттарға ие болды: "Өндірістік мақсаттағы Қазақстанның үздік тауары 2011" байқауында, "Жыл таңдауы 2011" байқауында "Қазақстанда құрастырылған ең үздік жол талғамайтын көлік 2011" номинациясы бойынша, Қазақстан тұтынушылар лигасының "Мінсіз "сапа белгісі" номинациясында жеңіске жетті. Қазақстандық өндірістегі жол талғамайтын көліктер арасында сатылым көшбасшысы болып, SsangYong Kyron ең танымал модельге айналуда.
2012 жылы "АгромашХолдинг"өндірістік қуаттылықтарында IVECO брендінің коммерциялық мақсаттағы автомобильдерін құрастыру туралы шарт жасалды. Биылдан бастап ZAZ автомобиль құрастыру зауытында және SsangYong Chairman өкілдік автомобилінде өндіріс басталады. Компания Қазақстандағы автомобильдерді ресми сату нарығының жалпы көлемінің 4, 5% белгісіне шығады. Жыл ішінде 3000-нан астам жол талғамайтын және жеңіл автомобильдер шығарылды [2] .
2013 жылы Toyota Fortuner автомобилін құрастыруды жүзеге асыру туралы шарт жасалды. ZAZ Vida автомобильдерін сату басталады [3] . Сондай-ақ, Қазақстанда Peugeot автомобильдерін өндіру және сату жобасын іске асыру басталады. Қазақстандағы алғашқы allurautocity кешенді автоорталығы ашылды [4] .
2014 жылғы желтоқсанда Қостанайдағы "СарыарқаАвтоПром" зауытында толық цикл бойынша автомобильдер өндірісі туралы PSA Peugeot Citroën компаниясымен шартқа қол қойылды [5] .
1. 2 Кәсіпорын қызметінің саласы
Компанияның негізгі қызметі арзан ZAZ Chance модельдерінен бастап SsangYong Chairman өкілдік санатындағы автомобильдерге дейін әртүрлі баға санаттарындағы автомобильдерді өндіруге және сатуға бағытталған.
Зауытта SsangYong (Kyron, New Actyon, Rexton жол талғамайтын көліктері, Actyon Sports пикабы, Chairman седаны), ZAZ (шанақтағы Chance седан, хэтчбэк, фургон), IVECO (шасси, шағын автобустар, фургон) брендінің автомобильдері жиналады. 2013 жылдың күзінде бірінші PEUGEOT автомобильдер (301, 308, 508, 3008, Partner) түседі. 2014 жылдың көктемінде Қазақстанда құрастырылған Toyota Fortuner жол талғамайтын көліктері пайда болады.
Қазіргі уақытта Қазақстанның автомобиль нарығындағы Chance автомобильдерінің үлесі 2, 23%-ды құрап, сатылатын автомобильдер рейтингінде 11-ші орынға ие болды.
Автомобильдерді басты өндіру және құрастыру Қостанай қаласындағы "АгромашХолдинг" АҚ өндірістік серіктесінің қуаттарында жүзеге асырылады.
2012 жылдың басында "Запорожье автомобиль жасау зауыты" кәсіпорнымен Қазақстан Республикасының аумағында ZAZ Chance маркалы автомобильдерді өндіруге, өткізуге және сервистік қызмет көрсетуге дистрибьюторлық шарт жасалды. 2012 жылдың соңына қарай Қазақстан Республикасының аумағында AllurAuto сату үлесі:
- SsangYong - 100%;
- Chance - 77, 4%;
- Iveco - 77, 4%;
- Mitsubishi - 30, 6%;
- Suzuki - 20, 2%.
2013 жылдың мамыр айында өзінің AllurAutoCity сауда алаңы ашылды.
Автомобиль тораптарын жинау жылжымалы конвейерлерде жүргізіледі. Құрастыру процесі толығымен механикаландырылған, мысалы, арбалары бар жабық тізбекті конвейерде автомобильдердің беріліс қораптарын жинаңыз. Құрастыру процесінде оларға орнатылған бұрылмалы құрылғылары бар арбалар құрастыру жұмыс орындары арасында мезгіл-мезгіл немесе үздіксіз қозғалатын тізбекпен қозғалады.
Жұмысшы - жинаушылар конвейердің екі жағында орналасады, әрбір құрастыру операциясын орындау уақыты тораптардың ауысымға шығарылу қарқынына тең немесе еселі болады.
1. 3 Автомобиль құрастыру технологиясы
Құрастырудың технологиялық процестері машиналарды құрастырудың жылжымалы-ағындық ұйымдастыру принципіне негізделген, ол:
- Құрастырудың барлық технологиялық процесін жұмыс орнында құрастыру жұмыстарының белгілі бір кешенін орындайтын құрастырушы операторлар орындайтын уақыт пен кеңістік бойынша жүйелі орналасқан құрастыру операцияларының қатарына бөлу.
- Құрастырушы құрылғылар арасында жиналатын Тораптарды ауыстыру және құрастырудың берілген қарқынын қамтамасыз ету үшін арнайы көлік құрылғыларын қолдану.
- Машиналарды құрастыруға арналған басты құрастыру конвейеріне бөлшектер мен тораптарды беру үшін арнайы көлік құрылғыларын қолдану.
- Құрастырудың технологиялық процесін механикаландыру және автоматтандыру үшін арнайы және біріздендірілген құрал-саймандар мен айлабұйымдарды пайдалану.
- Механикалық жинау цехтарында машина бөлшектерін механикалық өңдеу және тораптарын құрастыру. Мысалы, қозғалтқыштың Механикалық құрастыру цехы бөлшектерді механикалық өңдеуді және автомобиль қозғалтқышын құрастыруды, артқы көпір цехы бөлшектерді механикалық өңдеуді және автомобильдің артқы көпірлерін құрастыруды және т. б.
Өндірісті осындай ұйымдастыру кезінде барлық машинаны басты құрастыру конвейерінде ағындық құрастыру бекіту бөлшектерімен өзара қосылатын дайын жиналған тораптар мен агрегаттардан орындалады.
Жаппай өндірісте машиналарды құрастыруды торап, торап және жалпы құрастыруға бөлу құрастырудың барлық кезеңдерінде ағындық құрастыруды негізінен жылжымалы көлік құрылғыларында (конвейерлерде) қолдануға мүмкіндік береді.
Жаппай өндірісте құрастыру конвейерлері жұмыс түрі бойынша импульсті және үздіксіз қозғалыс конвейерлеріне бөлінеді. Пульсирленген конвейерлер жинау қарқынына тең белгілі бір уақыт аралығында жұмыс құрастыру орындары арасында жиналатын түйіннің немесе машинаның мезгіл-мезгіл қозғалуын жүзеге асырады. Тораптарды немесе Машиналарды жұмыс құрастыру орындары арасында үздіксіз жылжытуға арналған конвейерлер үздіксіз қозғалады және жаппай өндірісте айтарлықтай қолданылады.
Құрастыру конвейерлерінің түрі және олардың дизайны жиналатын түйіндердің немесе машиналардың дизайнына және оларды шығарудың берілген бағдарламасына байланысты таңдалады.
Жаппай өндірісте жекелеген операцияларды механикаландыру және автоматтандыру оларды механикаландырылған құрастыру құралдарымен, электр және пневматикалық көтергіштермен және жиналған торапты престеуге, тойтаруға, дәнекерлеуге, Дәнекерлеуге және бақылауға арналған арнайы механизмдер мен құрылғылармен жабдықтау арқылы жүргізіледі. Жаппай өндірісте қарапайым және күрделі тораптарды құрастыру автоматтандырылады.
Құрастырудың ағынды желісінің бойында қосалқы жұмыс орындары орналастырылады, оларда беріліс қораптарының жеке қосалқы тораптарын іріктеу жүргізіледі. Құрастыру түріне байланысты пневматикалық және эксцентрлік престері бар арнайы құрастыру стендтері редукторларды, жеңдерді роликтерге басу үшін қолданылады. Құрастыру схемасы (а), құрастыру бірлігі (б) 1-суретте көрсетілген.
Құрастырудың технологиялық схемасын әзірлеу үшін өнім құрамдас элементтерге (бөлшектерге, түйіндерге) бөлінеді, олардың әрқайсысы осы схемада үш бөлікке бөлінген тіктөртбұрыш түрінде бейнеленген. Жоғарғы бөлігінде элементтің атауы, сол жақ төменгі бөлігінде - оның белгіленуі (индексі), оң жақ төменгі бөлігінде - бірдей элементтердің саны көрсетіледі. Элементтердің индекстері сызбалар мен спецификациялардағы бөлшектер мен тораптардың нөмірлеріне сәйкес келеді. Құрастыру схемасында негізгі бөлік (негізгі түйін), құрастыру қондырғылары және дайын өнім көрсетілуі керек. Созылу ролигін құрастыру мысалын қолдана отырып, Құрастырудың технологиялық сызбасын құру ретін қарастырамын:
- құрастыру схемасының сол жағындағы сызықтар тіктөртбұрыш түрінде бүкіл өнім жиналатын негізгі бөлікті (роликтің осі) бейнелейді;
- схеманың оң жағындағы жұмысшылар тіктөртбұрыш түрінде жиналған өнімді (кернеу ролигі) бейнелейді;
- негізгі бөлікті және жиналған өнімді білдіретін тіктөртбұрыштар түзу сызықпен жалғанады;
- осы сызықтың төменгі және жоғарғы жағында бөліктер мен түйіндер тіктөртбұрыштар түрінде оларды негізгі бөлікке орнату реті бойынша бейнеленген.
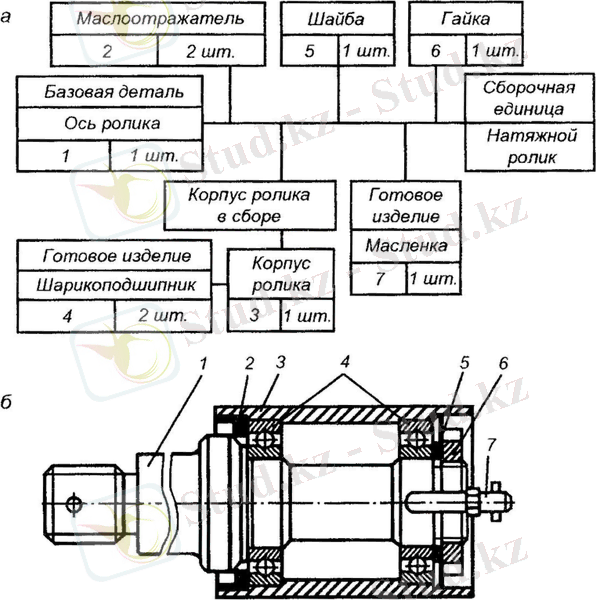
1 - роликтің осі; 2 - май шағылыстырғыш; 3 - роликтің корпусы; 4 - мойынтіректер; 5 - шайба; 6 - жаңғақ; 7 - май
Сурет 1 - Құрастыру схемасы (а), құрастыру бірлігі (б)
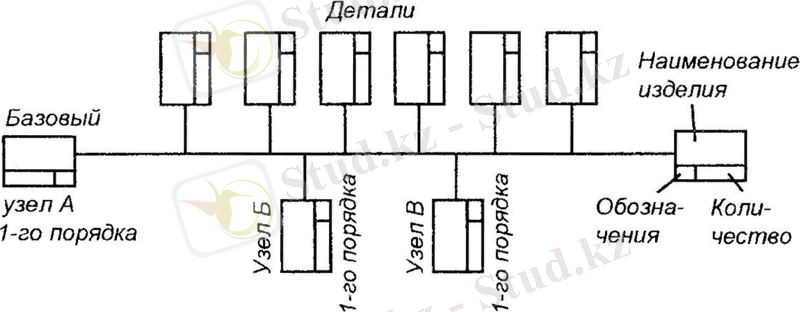
Өнімнің құрамдас бөліктерін орнату реті құрастыру жұмыстарының мазмұнына байланысты анықталады. Құрастыру схемалары тұтастай алғанда өнім үшін және оның түйіндерінің әрқайсысы үшін жасалады.
Жоғары (бірінші) ретті бірнеше түйіндер мен жеке бөлшектерді қамтитын өнімнің жалпы құрастыру схемасы 2-суретте көрсетілген.
3-суретте осы өнімнің негізгі түйінінің түйіндік құрастыру схемасын ұсынады, ол өз кезегінде екінші және үшінші ретті бірнеше түйіндерден және жеке бөліктерден тұрады. Ұқсас құрастыру схемалары барлық бұйрықтардың түйіндері үшін жасалады.
Сурет 2 - Өнімнің жалпы құрастыру схемасы
Қажет болған жағдайда құрастыру схемаларында бақылау операциялары көрсетіледі, құрастыру және бақылау операцияларының мазмұнын анықтайтын қосымша жазулар жасалады, мысалы, "қыздыру", "басу", "алшақтықты реттеу", "алшақтықты бақылау" және т. б.
Бір өнімді құрастырудың технологиялық сызбаларын әртүрлі операцияларды орындау тізбегімен бірнеше нұсқада жасауға болады. Ең жақсы нұсқа белгілі бір құрастыру сапасын, өнімді шығару бағдарламасында процестің тиімділігі мен өнімділігін қамтамасыз ету шартынан таңдалады.
Өндірістің кез-келген түрі үшін технологиялық Құрастыру сызбаларын жасау ұсынылады, өйткені олар құрастыру процестерін жобалауды айтарлықтай жеңілдетеді және өнімнің дизайнын оның тиімділігі тұрғысынан бағалауды жеңілдетеді. Жалпы және тораптық құрастыру схемаларының негізінде Құрастырудың технологиялық процестері әзірленеді және құрастырудың технологиялық, маршруттық және операциялық карталарын құрайды. Құрастырудың маршруттық картасы-бұл операциялар бойынша Құрастырудың технологиялық процесінің сипаттамасы бар құжат. Маршруттық карталар, әдетте, шағын және жеке өндірісте қолданылады. Құрастырудың операциялық картасы оларды өтулер бойынша бөле отырып, операциялардың неғұрлым егжей-тегжейлі сипаттамасын қамтиды. Сериялық және жаппай өндірісте құрастыру карталары әр құрастыру операциясы үшін бөлек жасалады.
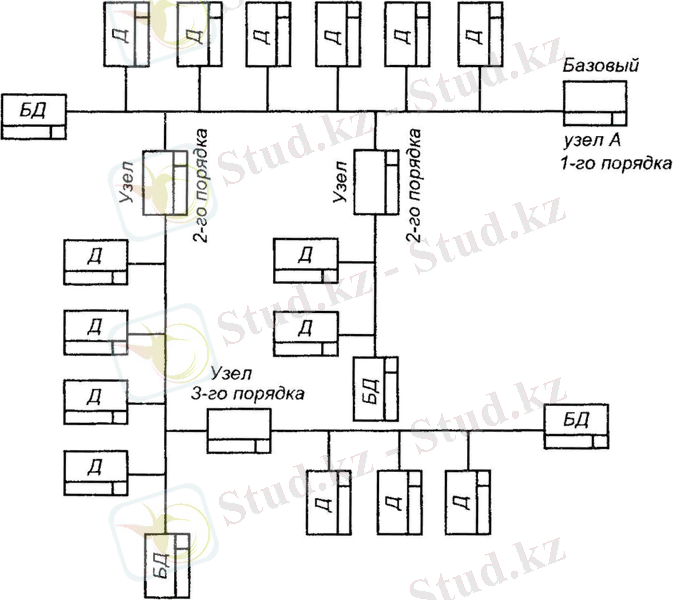
БД - базалық бөлшекті; Д - бөлшек
Сурет 3 - Түйінді құрастыру схемасы
Машина жасаудағы құрастыру процестерін механикаландыру мен автоматтандырудың әлсіздігі жиналған өнімдердің жеткіліксіз өңделуімен, құрастыруды автоматтандыруға арналған стандартты құрылғылардың болмауымен және өнімнің жиналған бөліктері мөлшерінің тұрақсыздығымен түсіндіріледі.
Қолмен құрастыру кезінде машинаның жақсы құрастырылған дизайны оны автоматты құрастыруға ауыстыру үшін жарамсыз болуы мүмкін екенін есте ұстаған жөн. Автоматты құрастыруды енгізуге тораптар мен Машиналарды автоматты Құрастырудың технологиялық процестерін жобалаудың толық ғылыми әдістемесінің болмауы және іс жүзінде енгізілген автоматтандырылған құрастыру процестерінің аз саны кедергі келтіреді.
Автомобиль тексеруден өткен бөлшектерден, тораптардан және агрегаттардан жиналады. Автокөлік құрастыруға келесі операциялар кіреді:
- Алдыңғы көпірді орнату. Алдыңғы көпір раманың астына оралады; серіппелердің алдыңғы ұштары саусақтардың көмегімен раманың кронштейндеріне бекітіледі, ал әр серіппенің артқы ұшы рамаға екі саусақ пен екі сырғалар арқылы қосылады. Егер амортизаторлар автомобильде қамтамасыз етілсе, онда олар рамкаға күшейтіледі, ал амортизаторлардың тіректері алдыңғы оське қосылады.
- Артқы осьті орнату. Раманың астына тартылған артқы көпір рамкаға екі рессормен бекітілген. Серіппелердің алдыңғы ұштары раманың кронштейндеріне серіппелі құлақтардың жеңдеріне орнатылған саусақтар арқылы қосылады. Көктемнің артқы ұштары саусақтармен сырғаларға бекітіледі.
- Қозғалтқышты орнату. Ілінісу және беріліс қорабы бар қозғалтқыш тірек кронштейндеріне орнатылып, оларға бұрандалармен бекітіледі.
- Кардан редукторын орнату. Жинақтағы картан редукторы раманың астына жеткізіледі және картан ілмектерінің фланецтері бұрандалармен бекітіледі: алдыңғы беріліс қорабының жетек білігінің фланеціне, ал артқы беріліс негізгі беріліс жетегінің фланеціне. Егер автомобиль орталық тежегішпен жабдықталған болса, онда алдымен тежегіш дискісін жетек білігіне қойыңыз, содан кейін жетек редукторын бекітіңіз. Егер аралық жетек білігі болса, оның фланецін қораптың жетек білігінің фланеціне бұрау керек, ал резеңке жең мен шарикті мойынтірегі бар кронштейн раманың көлденең қимасына бекітілуі керек.
- Тежегіш жетегін орнату. Гидравликалық жетекте алдымен тежегіш цилиндр күшейтіледі, содан кейін құбырлар мен шлангтар бекітіліп, соңында тежегіш және ілінісу педальдары бар ролик орнатылады. Осыдан кейін ілінісу күші мен негізгі тежегіш цилиндрдің өзегі бекітіледі. Пневматикалық жетекті орнатқан кезде шар мен тежегіш кран жақтауға бекітіліп, құбырлар қосылып, тежегіш және ілінісу педальдары орнатылады. Механикалық жетекті құрастыру аралық біліктердің педальдарын орнатуға және тежегіш тартқыштарды қосуға дейін азаяды.
- Өшіргішті орнату. Шығару жинағының фланецтері мен сөндіргіштің қабылдау құбырының арасында асбест төсемі орнатылады және фланецтер бұрандалармен бекітіледі. Дыбыстық өшіргіш жақтауға қысқыштармен бекітіледі.
- Кабинаны орнату. Кабина рамаға бұрандалармен бекітіліп, резеңке тығыздағыштарды орнатады.
- Рульдік басқару қондырғысы. Рульдік механизмнің иінді білігі раманың сол жақ сәулесіне тікелей немесе кронштейнге бекітіледі; руль бағанасы кабинаның алдыңғы қабырғасының кронштейніне бұрандалы болттармен бекітіледі; биподты нығайтқаннан кейін бойлық рульдік тарту қосылады.
- Газ багын орнату. Бензин багы раманың кронштейндеріндегі қысқыштармен нығайтылады немесе жүргізуші орындығының астына бекітіледі.
- Қанаттарды, тіректерді және буферді орнату. Кронштейндердің көмегімен тіректер жақтауға болттармен бекітіледі, содан кейін қанаттар мен шашыратқыштар орнатылады; Қанат пен аяқтың арасына резеңке тығыздағыш қойылады; буфер рамкаға ілмектермен бірге бекітіледі.
- Радиаторды орнату. Радиатор резеңке төсемі бар раманың кронштейндеріне күшейтіліп, су сорғысы мен блок басының түтіктері бар шлангтар арқылы қосылады. Радиаторды орнатқаннан кейін, жалюзи бар қаптаманы салыңыз. Қозғалтқыш сорғысы радиаторды орнатқан кезде немесе бекіту құрылымына байланысты бекітілгеннен кейін күшейтіледі.
- Платформаны орнату. Платформа рамкаға орнатылып, оған баспалдақтар мен болттармен бекітілген. Автомобильді құрастыру аяқталғаннан кейін ол барлық сыртқы майлауды және май құюды, ілінісу педалінің еркін жүрісін реттеуді, тежегіш жүйесі мен рульді реттеуді, алдыңғы доңғалақтардың құлауы мен жақындауын тексеруді және реттеуді жүзеге асырады.
Ағынды жинау жиналған автомобильдің мәжбүрлі қозғалысы кезінде жүзеге асырылады. Автокөлік құрастыру процесі жүзеге асырылатын конвейермен қозғалады. Конвейердің қозғалысы (үздіксіз немесе мерзімді) өндірістік бағдарламаның көлеміне, шығару тактісіне, құрастыру операцияларының күрделілігіне және басқа да технологиялық факторларға байланысты қабылданады. Екі дайын машинаны құрастырудан шығатын уақыт аралығы құрастыру сағаты деп аталады.
1. 3. 1 Автомобильді құрастырудың тәсілдері мен технологиялық процесіАвтомобильдер екі жолмен жиналады: тұйық және ағынды.
Тұйық құрастыру әдісі әдетте үлкен емес жөндеу бағдарламасы бар кәсіпорындарда қолданылады, ал ағынды әдіс арнайы жөндеу кәсіпорындарында қолданылады. Әр әдістің сипаттамасы бұрын автомобильді бөлшектеу кезінде қарастырылған. Құрастыру процесін механикаландыруға мүмкіндік беретін әртүрлі құралдарды қолданыңыз.
Әр түрлі автомобиль модельдерін Құрастырудың технологиялық процесі олардың дизайнымен анықталады, бірақ құрастырудың жалпы реттілігі шамамен бірдей.
Құрастыру автомобильдің жақтауына жиналған, сыналған және боялған түйіндер мен агрегаттардың белгілі бір ретпен орнатудан тұрады. Рамка бойлық арқалықтардың көлденең төменгі сөрелері жоғарғы позицияда болатындай етіп орналастырылған. Алдыңғы және артқы серіппелердің қыстырғыштары мен қосымша буферлерін орнатыңыз және бекітіңіз, қозғалтқышты шыныаяқтар мен буферлермен бірге рамамен байланыстырыңыз.
Содан кейін алдыңғы және артқы осьтер серіппелермен бірге орнатылады, осылайша серіппелер мен кронштейндердің алдыңғы құлақтарының тесіктері біріктіріліп, саусақтар салынып, бекітіледі. Серіппелердің артқы ұштары кронштейндердің крекерлеріне төсемдермен орнатылады, жеңдер салынады, кірістіргіштердің тесіктері, жеңдер біріктіріледі, болттар, серіппелі шайбалар орнатылып, жаңғақтар бекітіледі.
Келесі операция-алдыңғы суспензияның амортизаторларын орнату және бекіту. Тірек жастықшалары қозғалтқыштың артқы тірегінің кронштейндерінің ұясына салынған.
Ауа баллондарын, тежегіш кранды, пневматикалық құбырларды орнатыңыз және бекітіңіз, оларды тежегіш кранға, ауа баллондарына және алдыңғы және артқы доңғалақтардың тежегіш камераларына қосыңыз.
Кардан берілісі (негізгі және аралық кардан біліктері) орналастырылған және бекітілген, қозғалтқыш бүріккіштері, сөндіргіш, сөндіргіш амортизаторы және сөндіргіштің қабылдау құбырлары рамаға бекітілген. Кран шассиді көтеріп, алдыңғы және артқы осьтердің астындағы ағаш төсемдерге түсіреді. Тартқыш құрылғыны орнатыңыз, алдыңғы және артқы доңғалақтардың тежегіш камераларының икемді шлангтары құбырларға қосылады. Ажыратқыш кран раманың көлденең қимасына орнатылады және бекітіледі, оны тежегіш кранмен байланыстырады.
Жақтауда ілінісу педальының білігінің кронштейні орнатылып, бекітіліп, тұтқаны қойып, Болттың басына серіппелі шайба қойып, оны болтпен бекітіңіз. Педаль білігіне тежегіш кранмен басқару тұтқасын қойып, оны кронштейннің тесігіне орнатыңыз. Біліктің сыртқы ұшына ілініс педалі қойылады, алдымен кілтті салып, болтпен бекітіледі.
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz