Сериялы өндіріс жағдайында СББ станокта төлкенің механикалық өңдеу технологиясын жобалау

ҚАЗАҚСТАН РЕСПУБЛИКАСЫНЫҢ БІЛІМ ЖӘНЕ ҒЫЛЫМ МИНИСТРЛІГІ
«ХАЛЕЛ ӨЗБЕКҒАЛИЕВ АТЫНДАҒЫ МАҢҒЫСТАУ ПОЛИТЕХНИКАЛЫҚ КОЛЛЕДЖІ» МКҚК
КУРСТЫҚ ЖҰМЫС
Пәні: . Материалдарды және құралдарды өңдеу негіздері тақырыбы:«Сериялы өндіріс көлемінде СББ станокта төлкенің механикалық өңдеу технологиясын жобалау»
.
. .
.
.
.
Ақтау - 2021 ж
ҚАЗАҚСТАН РЕСПУБЛИКАСЫНЫҢ БІЛІМ ЖӘНЕ ҒЫЛЫМ МИНИСТРЛІГІ
«ХАЛЕЛ ӨЗБЕКҒАЛИЕВ АТЫНДАҒЫ МАҢҒЫСТАУ ПОЛИТЕХНИКАЛЫҚ КОЛЛЕДЖІ» МКҚҚ
Мамандығы: 1109000 -Токарлық іс және металл өңдеу r.
Тобы: ТI - 18 - 02с .
КУРСТЫҚ ЖҰМЫС
Тақырыбы : Сериялы өндіріс көлемінде СББ станокта төлкенің механикалық өңдеу технологиясын жобалау.
. .
.
.
Курстық жұмысты қорғаушы Зинетуллаев Н.
Ақтау қаласы
ҚАЗАҚСТАН РЕСПУБЛИКАСЫНЫҢ БІЛІМ ЖӘНЕ ҒЫЛЫМ МИНИСТРЛІГІ
«ХАЛЕЛ ӨЗБЕКҒАЛИЕВ АТЫНДАҒЫ МАҢҒЫСТАУ ПОЛИТЕХНИКАЛЫҚ КОЛЛЕДЖІ» МКҚК
КУРСТЫҚ ЖҰМЫСТЫҢ
ТАПСЫРМАСЫ
Мамандық бойынша 1109000 -Токарлық іс және металл өңдеу ш
Студентке ІV курсы, ТІ - 18 - 02с тобы
А. Ж. Ә. . Зинетуллаев Н.
Тақырыбы: Сериялы өндіріс көлемінде СББ станокта төлкенің механикалық өңдеу технологиясын жобалау. .
.
.
МАЗМҰНЫ
Кіріспе Курстық жұмыстың тапсырмасы Бұл курстық жобада мен токарлық винткескіш станогының штогын жөндеу жұмысының технологиялық процесін зерттедім.
Токарлық винткескіш станогының штогын жөндеу, және тұтастығын, зақымданбаулығын тексеріп тұру маңызды. Себебі, токарлық винткескіш станок металлды өңдеуге арналған ірі құрылғы, және де оның дұрыс жұмыс жасамауы немесе зақымдануы өте қауіпті.
1 Негізгі бөлім Кесу режимдері туралы айта кетсем, станокта материалдың қаттылығы мен жұмсақтылығына байланысты, кесетін резецтердің шыдамдылығы бойынша жіктеледі, және материалға байланысты кесу режимдері A, B, C, D деп, және солардың ішінде 1, 2, 3, 4 деп бөлінеді, сонымен қатар кесу режимдері шпинделдің айналу жылдамдығына байланысты. Себебі, шпиндельдің жылдамдығы жоғары, ал беріліс аз болған кезде, ол материалдың « тазалығына» әсер етеді.
2 Технологиялық бөлімі мен токарлық винткескіш станоктың штогын жөндеу жұмысының технологиялық процессін ғана емес, сонымен қатар, токарлық станоктың тарихын, мысал ретінде 16К20 токаралық станогын алып, оның құрылысын, жұмыс істеу принципін, кесу режимдері мен аспаптарын зертттедім.
3 Еңбекті және қоршаған ортаны қорғау бөлімі Еңбек қорғау- бұл жұмыстың қауіпсіз және қатерсіз жағдайын тікелей қамтамасыз етуге бағытталған құқықтық нормаларының комплексі. Бұл нормалар ҚР заңнамаларында, қауіпсіздік техникасы ережелерінде, ұжымдық шарттарда, бұйрықтарда және бөлім бойынша нұсқаулықтарда бекітілген.
Қорытынды Мен курстық жұмыс ретінде, осы тақырыпты алу себебім, мен практика кезінде және оқу орнында токарлық станокпен жұмыс жасаған болатынмын. Сол себепті, осы станок түрі туралы білімімді ұлғайту үшін, осы тақырыпты таңдаған болатынмын.
Пайдаланылған әдебиеттер Қазақстан Президенті Нұрсұлтан Назарбаевтың «Қазақстан -2050: Бір мақсат, бір мүдде, бір болашақ жолдауы» жолдауы., Мендебаев Т. Машина жасау технологиясы. Оқулық. - Алматы: Ы. Алтынсарин атындағы Қазақ білім академиясының Республикалық баспа кабинеті, 2003. - 450 бет.
ГРАФИКАЛЫҚ ЖҰМЫС
1 бет
2бет
Тапсырыс берілген уақыт .
Жұмысты қорғау күні 14. 06. 2021 .
Курстық жұмысты қорғаушы Зинетуллаев Н.
қолы
МАЗМҰНЫ
- Негізгі бөлім
- 16k20 - токарлық-винторзді станоктың техникалық сипаттамасы
- Кинематикалық сызбасының мәліметтері
- Станоктың жүрістері мен жұмыс істеу принциптері
- 16К20 станогында қолданылатын аспаптар мен өлшеу аспаптар
- Токарлық станоктардың негізгі түрлері
- Технологиялық бөлім
- Кәсіпорында жөндеу қызметін ұйымдастыру
- Бас механик бөлімінің құрылымы мен функциясы
- Кәсіпорындардың жөндеу жұмысының құрылымы
- Жөнделетін жабдықтың технологиялық сипаттамасы
- Жөндеу жұмыстарына технологиялық құжаттамалар
- Бөлшектерді даярлау, бөлшектеу, тазарту және жуу
- Станокты майлау жуйесі
- Өлшеу құралдары
- Жоспарлы техникалық қызмет көрсетудің картасы
- Жөндеудегі бөлшектің технологиялық үрдісі
КІРІСПЕ
Машина жасаудағы ғылыми-техникалық прогресстің дамуы, мақсаты бойынша дәл жұмыстар үшін, ұзын өлшемді бөлшектерге арналған, сондай-ақ дискі түріндегі бөлшектерді өңдеу үшін; бұранда салуға және т. б. жұмыстарды атқару үшін автоматтандыру дәрежесі бойынша (жартылай автоматтар, автоматтар, СББ бар станоктар және т. б. ) әртүрлі токарлық станоктарды жасауға алып келді. Қазіргі заманғы СББ машиналарында станоктан дайын бөлшектерді жасап шығаруға мүмкіндік беретін басқа да операцияларды (фрезерлеу, орталықтан тыс бұрғылау, бұрғылау және т. б. ) орындауға болады.
Сонымен автоматтандырылған жобалау жүйелеріне (АЖЖ) жобалау процесін құжаттандыру мәселелері жүктеледі, оған: сызбалар, қолданылатын материалдың спецификациясын жасау, технологиялық құжаттар жатады.
Заманауи есептеу техникасының құралдары, жобалаушыға көптеген сервистік мүмкіндіктер ашады, бұған:
- жобалау үрдісінің тездетілуі;
- жобалау үрдісіндегі алынған шешімдердің тиімділігінің артуы;
- бұйымның эргономикалық, эстетикалық қасиеттерінің жетілдірілуі жатады.
АЖЖ мен жұмыс істеуде машина жасау зауытындағы бұрыннан қолданылып келе жатқан әдістемелер мен анықтамалық ақпараттарды ұтымды пайдаланылуына алып келеді.
Бұлар өндірісте технологиялық тұрғыда даярлауға қажетті, базалық ақпараттар жүйесіне кіреді.
«Технологиялық процесті құрауды автоматтандыру» арқылы:
- ақпараттарды технологиялық карта, графиктер, матрицалар ретінде даярлау;
- аспаптар мен қондырғыларды автоматтандырған түрде таңдап алу;
- станокта детальды өңдеу бірізділігін құру жұмыстары атқарылады.
Бұл жүйенің ерекше функциясына, бұйымды өңдеудің маршруттарын санды бағдарламамен басқарылатын станоктарда жасау кіреді.
Ал өндірістегі бұйым жасауды алсақ, заманауи машина жасау өндірісінің даму бағыттарының өзекті бір саласы, оның механикаландырылуы және автоматтандырылуы болып саналады.
- НЕГІЗГІ БӨЛІМ
- 16k20 - токарлық-винторезді станоктың техникалық сипаттамасы
Станоктың тағайындалуы және қолданылу аймағы
16k20 Әзірлеуші - Қызыл Пролетариаттың Мәскеу станок зауыты. Орнату сериялары 1971 жылы іске қосылды. Құрылғы өндірісте 1k62 моделін ауыстырды. Өндіруші - Қызыл Пролетариаттың Мәскеу станок зауыты. 1973 жылдан бастап 80-жылдардың ортасына дейін сериялық өндіріс. 16k20 машинасы қазіргі заманғы машинамен ауыстырылды: MK6056. Машинаның негізгі параметрлері - ГОСТ 18097-93 сәйкес. Бұрандалы және кескіш станоктар.
Негізгі өлшемдер. Нақтылық нормалары.
- Жұмыс үстелінің үстінде өңделетін диск түріндегі дайындаманың ең үлкен диаметр - Ø 400 мм
- Білікке тірек арқылы өңделетін дайындаманың ең үлкен диаметрі - 220 мм
- Орталықтар арасындағы қашықтық - 710, 1000, 1400, 2000 мм
- Ортаңғы биіктігі - 215 мм
- Орталықтарда орнатылған өнімнің рұқсат етілген массасы - 460, 650, 900, 1300 кг
- Патронға орнатылатын өнімнің рұқсат етілген массасы - 200 кг
- Электр қозғалтқышының қуаты - 11 кВт
- Машинаның салмағы толық - 2, 8; 3, 0; 3. 2; 3, 6 т
- Бұрандалы токарлық шпинделі 16k20
- Шпиндельдің ұшы - ГОСТ 12593 сәйкес (шпиндель ұштары бұрандалы жууға арналған фланец және қысқыш құрылғылардың фланецтері)
- Конустың номиналды диаметрі D = 106. 375 мм, білік ұшының шартты өлшемі - 6
- Шпиндельдің ішкі (құрал) конусы - Морзе 6
- Шпиндель тесігінің диаметрі - Ø 52 мм
- Өңделген жолақтың ең үлкен диаметрі - Ø 50 мм
- Шпиндельдің тікелей айналу санының шегі минутына (22 қадам) - 12, 5. . 1600 айн / мин
- Бір минуттағы кері шпиндельді айналу санының шегі (11 қадам) - 19. . 1900 айн / мин
- Стандартты патронның диаметрі - Ø 200, 250 мм
- Бұрандалы кескіш машинаның тістері мен бұрандасы 16k20
- Бойлық берілістердің шегі - 0, 05. . 2, 8 мм / рев
- Көлденең берілімдердің шегі - 0, 025. . 1, 4 мм / р
- Метрикалық бұранданың қадамдарының шегі - 0, 5. . 112 мм
- Модульдік бұрандаға арналған қадамдардың шегі - 0, 5. . 112 модуль
- Бір дюймдік бұранда шегі - бір дюймге 56. . 0. 5 жіп
- Төсеу алаңының шегі - 56. . 0. 5 шұңқыр
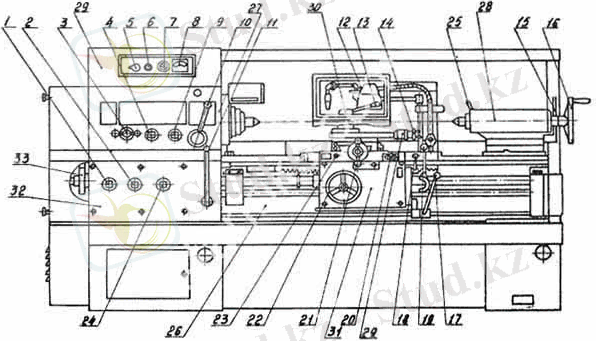
1-сурет. 16k20 станогының басқару элементтерінің орналасу сызбасы
16K20 токарлы-винторезді станогының басқару элементтерінің тізімі:
- Беру жылдамдығы мен бұрандалы жиекті орнатуға арналған тұтқа;
- Жұмыс түрін орнатуға арналған тұтқа;
- Шпиндель жылдамдығын реттеу тұтқасы;
- Қалыпты, ұлғайтылған бұранданы орнатуға арналған тұтқаны және бірнеше бұранданы бөлу кезіндегі орнын;
- Кіріспе ажыратқыш;
- Сигнал шамы;
- Салқындатқыш сорғы қосқышы;
- Машинаның жүктеме көрсеткіші;
- Оң және сол жақ бұранданы баптау тұтқасы;
- Шпиндель жылдамдығын реттеу тұтқасы;
- Үйкеліс ілінісуінің негізгі жетек тұтқасы;
- Жергілікті жарық қосқыш;
- Индекстелетін кесу басын бұрап, бекітуге арналған тұтқа;
- Калиппер слайдын қолмен жылжытуға арналған тұтқа;
- Шпиньделдің қозғалмалы тұтқасы;
- Негізгі жетектің үйкеліс ілінісуінің басқару тұтқасы;
- Тұтқаны бұрамасы;
- Станоктың механикалық қозғалыстарын басқаруға арналған тұтқа және калибрдің көлденең сырғытпасы;
- Негізгі жетектің электр қозғалтқышын қосуға және сөндіруге арналған батырмалық станция;
- Көлденең диаметрлі слипті қолмен жылжытуға арналған тұтқа;
- Қолмен қозғалтуға арналған тұтқалар;
- Тасымалдау бағыттағыштары мен көлденең сырғанау үшін майлау біліктері;
- Беру жылдамдығы мен бұранданың жиынын орнатуға және тікелей бұрау кезінде қораптың механизмін өшіруге арналған тұтқа; Кинематикалық сызбасының мәліметтері
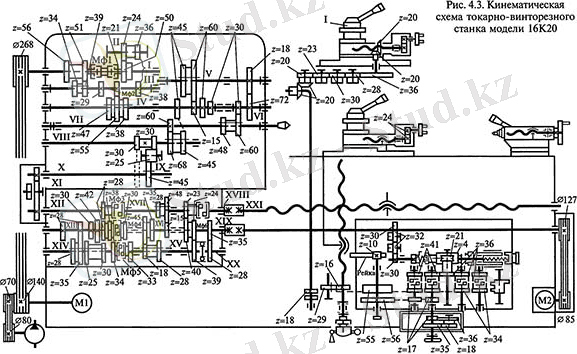
2-сурет. 16К20 токарлық станогының кинематикалық схемасы.
Заманауи бұрандалы кескіш станоктардың басым көпшілігінде негізгі қозғалыс қозғағышы бір фазалы (көбінесе көп жылдамдықты) асинхронды үш фазалы ток қозғалтқышы мен сатылы механикалық беріліс қорабынан тұрады. Ml электр қозғалтқышынан ndv = 1460 айн / мин, I беріліс қорабының білігі диаметрі 140 және 268 мм болатын V белбеу дискісі арқылы айналады, оған z = 56 және z = 51 тістері еркін айналатын берілістер тікелей орнатылады. шпиндельді бұру (сағат тілі бойынша) және z = 50 кері айналу үшін (сағат тіліне қарсы) .
Шпиндельдің тікелей немесе кері айналуы Mf1 және Mf2 үйкеліс іліністерінің көмегімен іске қосылады. III білік z = 34 немесе z = 39 доңғалақтары арқылы екі айналу жылдамдығын алады. Содан кейін z = 29, z = 21 немесе z = 38 берілістерін қолдана отырып, z = 47, z = 55 немесе z = 38 тәждерінің бірімен жұптасады. және білік IV айналуымен қозғалатын үш блокты құрайды. Бұл біліктен айналуды тікелей білікке беруге болады: z = 60 немесе z = 30 беріліс арқылы z = 48, z = 60 блокқа немесе V және VI біліктері арқылы беріліспен бірге сұрыптау тобын құрады. Бұл жағдайда айналдыру z = 45 немесе z = 15 берілістерімен (IV білігінде), z = 45, z = 60 (V білігінде) блоктарының біреуімен және 18/72 және 30/60 доңғалақтарының жұптарымен беріледі.
Шпиндельдің тікелей айналуының минималды және максималды жиіліктерін мына теңдеулермен анықталады:
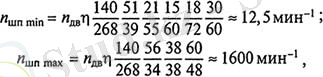
Мұндағы, η - белдік жетегінің сырғанау коэффициенті, есептеулерде η = 0. 8 . . . 0. 9 алынады.
Беріліс қорабына редукторларды қосу арқылы шпиндель жылдамдығын алуға болады.
Тіректің қозғалысы кесу кезінде құралдың берілуін (айналуын) қамтамасыз етеді. Бұл айналдыру тікелей шпиндельге немесе беріліс қорабында орналасқан, және беріліс коэффициенті үш сатыдан жоғарылатылған байланыс арқылы жүзеге асырылады. Әрі қарай айналу кері механизм, K, L, M, N доңғалақтары арқылы жүзеге асырылады, олар екі жұп гитара мен жалған дөңгелегі бар бір жұпты гитара, редуктор және перронға арналған редуктор жасай алады.
Кері механизм VIII, IX, X біліктеріне бекітілген z = 30, z = 25 және z = 45 берілістерінен тұрады. Беру қорабында екі негізгі кинематикалық тізбек бар: біреуі дюймдік және қылшық бұранданы кесуге арналған, ал екіншісі - метрикалық және модульдік. Mf4 және Mf5 муфталарынан өтетін екінші кинематикалық тізбек қозғалысты роликке беру үшін де қолданылады, бірақ Mfb ілінісі өшірулі қалады.
Мөлшердің жылдам қозғалысы роликті айналдыратын белдік жетек арқылы М2 бөлек қозғалтқыштан жүзеге асырылады.
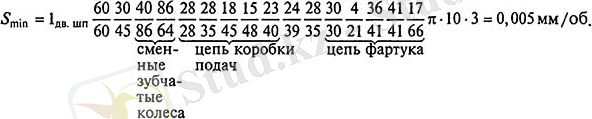
Минималды бойлық берілісті алу үшін кинематикалық тізбек теңдеуін келесі түрде жазуға болады:
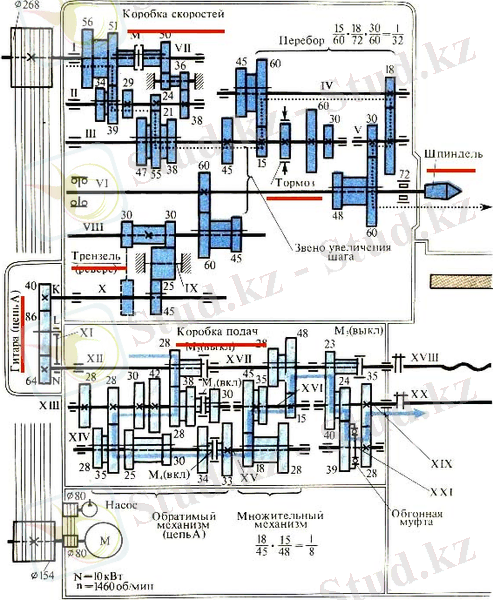
3-сурет. Станоктың кинематикалық схемасы.
- Станоктың қозғалуы мен жұмыс істеу принциптері
Беріліс қорабы тікелей машинаның бас корпусында орналасқан. Үйкеліс ілінісі қосылған кезде, білікке отыратын дөңгелектен айналу сақиналық беріліске, содан кейін қос жылжымалы блок арқылы білікке өтеді. Беріліс қорабындағы жылжымалы блоктардың орнын өзгерту тұтқалармен сәйкес жүйелер арқылы жүзеге асырылады. Негізгі ілініс тірек пен пиньон арқылы басқарылады.
Машинаның қорапшасы - бұл біріктірілген блок. Екі қатарлы жылжымалы редукторлар мен үш беріліс муфталары, біліктері бар көбейту механизмі, негізгі қатарға өзгерістер енгізуді қамтамасыз ететін біліктері бар жабық қораптың типтік дизайны - төрт негізгі беріліс коэффициенттерін алуға 1/8, 1/4, 1/2 және 1, қорғаныс бұрандасына немесе редукторлы ілінісу және ілінісу ілінісі бар роликке айналу механизмі.
Қолдау бағыттаушылары бойымен қозғалатын арбаны қамтиды. Бір тартқыш тегіс, ал екіншісі - үшбұрышты, көлденең слайд, айналмалы бөлік, құрал сырғытпасы, құрал ұстағыш. Слайд шұңқырлы вагонның бағыттауыштары бойымен бұрандалы-гайкалық беріліс жүйесі арқылы немесе беріліс жүйесі арқылы қолмен жылжиды. Құрал ұстаушы тік оське қатысты 90 ° бұрылады және тұтқамен бекітіледі немесе оны кез-келген аралық күйде бекітусіз орнатуға болады.
Тұтқаны бұрау кезінде штанганы төсек бағыттаушы рельстерге орнатады. Бұрандалар сабы бар бұранданы пайдаланып бұралған кезде, түйреуіштер ортаңғы жағына жылжытылады. Бұл жағдайда гайка ілмекпен қатаң байланысады. Тұтқаны бұрап, төсенішті қажетті күйде бекітуге болады. Шұңқырларды механикалық түрде жылжытуға болады, оны тірек вагонына арнайы бекітпемен байланыстырады.
Жұмыс принципі
Элемент картриджде бекітілген. Беріліс қорабы қозғалтқыш білігіне байланысты белдік жетегі арқылы дөңгелек айналады. Қозғалтқыш керуеттің алдыңғы стендінде орналасқан. Өңдеу құралы айналмалы құрал ұстағышқа орнатылады, ол калиптерге бекітілген. Ол бойлық және көлденең қозғалыстарды қорғасын бұрандасынан (жіпті кескішпен кескенде) немесе жолақ ролигі арқылы қорап пен алжап қышарқылы алады.
Құймақ дайындаманы қолдауға арналған. Сондай-ақ, тесіктерді өңдеуге арналған осьтік құрал бекітіліп, оған жылжиды.
Беру қорабы қоректену жылдамдығын қосуға, өшіруге, айналдыруға және басқаруға арналған. Ал жапқыш қорғасын бұранданың немесе роликтің айналмалы қозғалысын калиппердің бойлық, аудармалы қозғалысына айналдырады.
- 16К20 станогында қолданылатын аспаптар мен өлшеу аспаптары
Электрлік схемасы: Электр жабдықтарында 3 жұмыс кернеуі бар:
1. Мотор қуаты - 380 В.
2. Автоматтандыру - 110В.
3. Жұмыс орнын жарықтандыру - 24V.
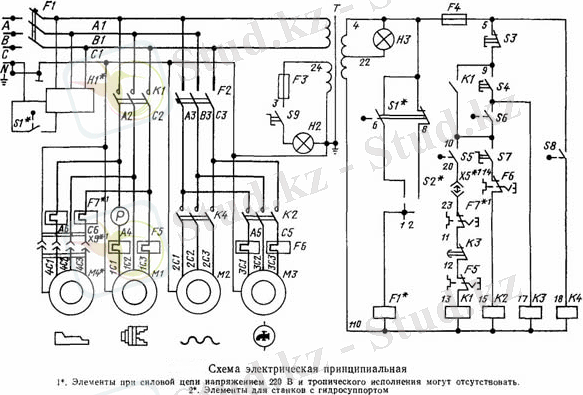
4-сурет. Станоктың электрлік схемасы.
Машинаның электр жабдықтарының құрамдас бөліктерінің тізімі:
- P - E38022 жүктеме көрсеткіші (амперметр ~ 20А) .
- F1 - АЭ-20-43-12 автоматты сөндіргіш.
- F2 - автоматты AE-20-33-10.
- F3, F4 - E2782-6 / 380 - сақтандырғышқа сақтандырғыш қондырғы.
- F5 - СТН-40 - электротермиялық қорғаныс.
- F6, F7 - СТН-10 - электротермиялық қорғаныс.
- H1 - UPS-3 жарық сигнал беретін қондырғы.
- H2 - NKSO1X100 / P00-09 - C24-25 шамы бар электр шамы.
- H3 - КМ24-90 - коммутациялық шам.
- K1 - PAE-312 - қашықтағы магниттік стартер.
- K2 - PME-012 - қашықтан стартер.
- K3 - RVP72-3121-00U4 - уақытты кідірту релесі (негізгі қозғалыс электр қозғалтқышының жүктемесіз жұмыс істеу шегі) .
- K4 - RPK-1-111 - қозғалтқыштың стартері.
- M1 - номиналды қуаты 11 кВт 4A132 M4 негізгі қозғалтқышының электр қозғалтқышы.
- M2 - 4A71V4 - электр қозғалтқышы (тездетілген калиптерді ауыстыру) .
- M3 - ПА-22 электр сорғысы (эмульсиямен қамтамасыз ету) .
- M4 - 4A80A4UZ - асинхронды электр қозғалтқышы.
- S1 - VPK-4240 - шекті қосқыш (ауыстырғыштың есігі) .
- S2 - ПЕ-041 - айналмалы басқару қосқышы (S1 құлпын ашу) .
- S3 және S4 - PKE-622-2 - батырманы басқару блогы.
- S5 - MP-1203 - микросхема.
- S6 - VPK-2111 - итергішті шектеу қосқышы.
- S7 - PE-011 - айналмалы басқару қосқышы.
- S8 - VPK-2010 шекті қосқыш. T - TBSZ-0. 16 - төмен түсетін трансформатор.
Құрылғының басқару функциялары:
- бұрау үшін берілісті қосу;
- шпиндель жылдамдығын таңдау;
- бұранда қадамын таңдау;
- бұранда таңдау (оң, сол) ;
- шпиндель жылдамдығын орнату;
- бұранда кесу үшін өзекшені қосу;
- құралдың бас қысқышы;
- айқас жем;
- бастау, тоқтату батырмалары;
- жоғарғы калибрді жылжыту;
- жеделдетілген қозғалыс;
- пиноль қысқышы;
- салқындатқыштың қосылуы;
- қуат қосқышы;
- құйрықты бекіту;
- жарықтандыру;
- қозғалатын түйіршіктер;
- шпиндельдің кері айналуы;
- бойлық қозғалыс;
- шпиндельді айналдыруды қосу;
- беру параметрі.
Негізгі қозғалыс
Кесу процесі бланктің айналу энергиясына байланысты болғандықтан, оны әдетте бұрылыс тобының жабдықтарының негізгі қозғалысы деп атайды. Негізгі қозғалтқыш дискісі қолмен беріліс қорабымен жабдықталған бір сатылы үш фазалы асинхронды электр қозғалтқышынан тұрады.
16К20 станогының базасында қазіргі уақытта көптеген станоктар шығарылған, айырмашылығы тек олардың түрлі сандық бағдарламамен басқаруына байланысты. Осы станокқа ұқсас модификацияланған түрлері 16КР20Ф3, 16К20Ф3, 16К20Ф3С1, 16К20Ф3С2, 16К20Ф3С5, 16К20Ф3С4, 16К20Т1.
Станоктың негізі - монолитті құйылған бетон болып келеді, онда станина орналасады.
Станок станинасыны құрылымы қорап пішінді көлденең қабырғалары П-тәрізді профиль, ал бағыттаушысы ажарланған болып келеді.
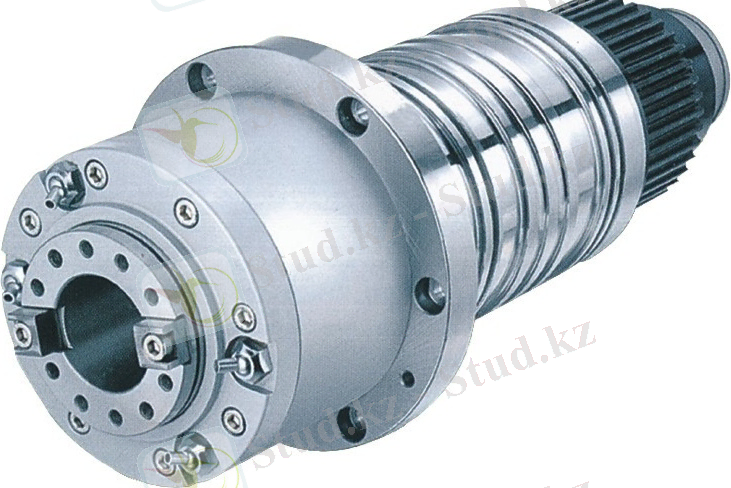
5-сурет. Станоктың қозғалтқышы.
6-Сурет. Токарлық-винткескіш станоктың принципиалды кинематикалық схемасы.
- Токарлық станоктардың негізгі түрлері
Токарлық станоктар басқа топтардың металл кесетін станоктарымен салыстырғанда машина жасауда және металл өңдеуде жиі кездеседі. Бұл топқа токарлы-винторезді, токарлық-револьверлік, токарлық-карусельдік, токарлық автоматтар мен жартылай автоматтар және басқа да станоктар кіреді.
Бұранда кескіш станоктар сыртқы және ішкі өңдеуге, соның ішінде бұранданы, бөлшектердің жеке және кіші топтарын өңдеуге арналған.
Токарлық-револьверлік станоктар күрделі пішінді бөлшектердің шағын және үлкен топтарын шпиндельмен немесе құрал атауларының көп санын қолдануды талап ететін бөлшектерді өңдеуге арналған.
Айналмалы станоктар диаметрі ұзындығынан әлдеқайда үлкен болатын, әртүрлі пішінді бөлшектерді өңдеуге арналған. Бұл машиналар басқа станоктардан өңделетін бөлік бекітілген планшеттің айналу осінің тік орналасуымен ерекшеленеді.
Токарлық машиналар өзектерді өңдеуге арналған, ал жартылай автоматты станоктар өзектер мен бөлшектерді өңдеуге арналған.
Отандық өндірістің металл кесетін станоктарында модельдердің сандық белгіленуі бар. Модельді белгілеудегі бірінші сан машинаның қандай технологиялық топқа жататынын көрсетеді: 1 - Токарлық станоктар, 2 - Бұрғылау және бұрғылау машиналары; 3 - Тегістеу машиналары және т. б. екінші сан топтағы машиналардың түрлерін көрсетеді: 1 - бір шпиндельді және 2 - көп шпиндельді машиналар; 3 - айналмалы станоктар; 5-карусель және т. б. Соңғы екі сан машинаның техникалық параметрлерін анықтайды: токарлық станок үстіндегі орталықтардың биіктігі, токарлық-револьверлік станок үшін өңделетін шыбықтың ең үлкен диаметрі және т. б. сандар арасындағы әріптің болуы машинаның модернизациясын көрсетеді.
Модельдің цифрлық белгілеуінің соңындағы (Н, П, В, А, С) әрпі станоктың дәлдігін анықтайды. Қалыпты дәлдіктегі станоктар бар - Н класы (көп жағдайда көрсетілмейді) ; жоғары дәлдік - П класы; жоғары дәлдік (дәл) - В класы; әсіресе жоғары дәлдік - А класы және өте дәл (мастер-станоктар) - С класы, мысалы, 16к20п моделінің токарлы-винторезді машинасын белгілеуде, 1 - саны станоктар тобын білдіреді, 6 - саны - станоктың түрі (токарлы-винторезді), 20 - орталықтың биіктігі см,
К-әрпі станоктың модернизациясы, П-әрпі-станоктың жоғарғы дәлдігі.
Мақсаты, орналасуы, автоматтандыру дәрежесі және басқа да белгілері бойынша ерекшеленетін әр түрлі токарлық станоктарда токарлық өңдеуде әр түрлі болады.
Токарлық станоктар тобына мынадай станоктар жатады: токарлы - винторезді, токарлы - револьвер, лоботокарлы, токарлы - карусель, токарлық автоматтар мен жартылай автоматтар, бағдарламалық басқарылатын токарлық станоктар.
- ТЕХНОЛОГИЯЛЫҚ БӨЛІМКәсіпорында жөндеу қызметін ұйымдастыру
Бас механиктің бөлімі мен қол астындағы механикалық-жөндеу цехының міндетіне - жоспарлы алдын-ала жөндеу жүйесі мен кәсіпорын жабдығының жұмысқа қабілетті күйі кіреді.
Кәсіпорындарда жөндеу қызметін ұйымдастырудың негізгі түрлері
Аралас цехтық жөндеу
Орталықтандырылмаған жөндеу жұмыстары
Орталықтандырылған жөндеу жұмыстары
Толық жөндеумен қоса, жөндеуді қажет ететін цехтардың немесе бірнеше цехтардан алынған жөндеу бригадалары жөндеу жұмыстарын атқарады.
Жөндеу цехы орындайтын толық жөндеуден басқа, жөндеудің барлық түрін орындайды.
Бас механик бөлімі мен оның қарамағындағы механикалық-жөндеу цехының қызметкерлері, мен жөндеу құралы саймандары кіреді.
Өнеркәсіптік кәсіпорындарда жөндеу қызметін ұйымдастырудың үш негізгі түрлері орын алды:
- Орталықтандырылған жөндеу жұмыстары, бас механик бөлімі мен оның қарамағындағы механикалық-жөндеу цехының қызметкерлері, мен жөндеу құралы саймандары кіреді. .
Бұл түрі біраз жабдықтары бар кәсіпорындарға тән.
- орталықтандырылмаған жөндеудің түрлері, Толық жөндеумен қоса, жөндеуді қажет ететін цехтардың немесе бірнеше цехтардан алынған жөндеу бригадалары жөндеу жұмыстарын атқарады.
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz