Аспалы (5 т) кран түйінін жөндеу кезінде бөлшектеу және құрастыру технологиясын әзірлеу

ҚАЗАҚСТАН РЕСПУБЛИКАСЫНЫҢ БІЛІМ ЖӘНЕ ҒЫЛЫМ МИНИСТРЛІГІ
«Қазақмыс» корпорациясы Политехникалық колледжі
Курстық жұмыс
Тақырыбы «Қанықтыру кранының түйінін жөндеу кезінде бөлшектің технологиялық үрдісін әзірлеу және құрастыру»
Орындаған:Сатыбалды М. А
Тексерген:
Балқаш 2020 жыл
КІРІСПЕ
1 ЖАЛПЫ БӨЛІМ
1. 1. Жөнделген машинаның құрылғысы, машинаның жұмыс істеу принципі және сызбасы
1. 2. Жөнделген қондырғының мақсаты, техникалық сипаттамасы, дизайны және жұмысы
1. 3. Қондырғыны бөлшектеудің технологиялық процесінің сызбасы
1. 4. Пайдаланылған жабдықтың сипаттамасымен бөлшектерді тазалау және жуу. Жабдықтардың суреті
1. 5. Жөнделген қондырғының бөлшектерін бақылау, сұрыптау және ақауларды анықтау. Ақаулықтарды анықтау тізімін дайындау
2 ТЕХНОЛОГИЯЛЫҚ БӨЛІМ
2. 1. Қондырғының бөлшектерін жөндеу әдісін таңдау. Технологиялық процесті жөндеу
2. 2. Қондырғының таңдалған бөлігіне арналған жабдықты, қондырғылар мен құралдарды таңдау, құрастыру
2. 3. Жөнделген бөлікке техникалық реттеу әдістерімен уақыт шығындарын есептеу
2. 4. Қондырғының бір бөлігін жөндеудің маршруттық-жедел картасы
ӘДЕБИЕТ
Қосымша А
Қосымша Б.
КІРІСПЕ
Заманауи құрылыс индустриясы крандарды кеңінен қолдануды көздейді. Бұл құрастыру процесінің басты, ал құрылыс монтаж кранының жетекші технологиялық машинаға айналуымен байланысты. Сонымен қатар, көтергіш крандар жүк тиеу-түсіру жұмыстарында, көпірлер, құбырлар құрылысында және т. б.
Аспалы электр крандары металлургия саласында кеңінен қолданылады.
Көтергіш корпустың тағайындалуы мен түріне байланысты бір немесе екі ілмектермен жабдықталған қалыпты типтегі (жалпы мақсаттағы крандар) электрлі крандар мен арнайы мақсаттағы крандардың аражігін ажыратады.
Металлургия кәсіпорындарының арнайы крандарына магниттік, грейбтік, магниттік граб, құю өндірісі (құю, құю және араластыру), науаны толтыру және кенелік (құдық) және т. б.
Электр көпірлі крандар 5-630 тонна жүк көтергіштігімен шығарылады.
Мақсаты мен көтеру қабілетіне қарамастан, барлық электрлік крандар келесі негізгі бөліктерден тұрады: 1) кранның қозғалу механизмдері бар көпір; 2) жүктерді жылжыту және көтеру механизмдері бар арбалар; 3) кранды басқаруға арналған жабдықтары бар жүргізуші кабинасы.
Курстық жоба A4 форматында парақтар санында жасалған есеп айырысу және түсіндірме жазбадан тұрады; екі A1 форматында жасалған графикалық бөлік:
- жүк көтеру механизмінің жалпы көрінісі, жүк көтергіштігі 5 т аспалы кран;
- қондырғыны бөлшектеу мен құрастырудың технологиялық процесінің сызбасы, жөнделген бөлшектердің жұмыс сызбалары;
-А қосымшасы - екі парақ көлеміндегі бөлшектердің, құрастыру қондырғыларының ақауларын анықтау тізімі;
- В қосымшасы - үш парақ көлеміндегі маршрут картасы.
1 ЖАЛПЫ БӨЛІМ
1. 1 Жөнделген машинаның құрылғысы, машинаның жұмыс істеу принципі және сызбасы.
Крандар - жүктерді көтеруге және оны цехтың немесе қойманың кез келген шегінде жылжытуға арналған көтергіш машиналар. Аспалы электр крандары металлургия саласында кеңінен қолданылады.
Көтергіш корпустың тағайындалуы мен түріне байланысты бір немесе екі ілгектермен жабдықталған қалыпты типтегі электрлік крандар (жалпы мақсаттағы крандар) және арнайы болып бөлінеді.
Металлургиялық кәсіпорындардың арнайы крандарына магниттік, грейбтік, магниттік граб, магниттік науа, құю өндірісі (құю, құю және араластыру), құятын шұңқыр және кене (құдық) және т. б.
Электр көпірлі крандар 5-630 тонна жүк көтергіштігімен шығарылады.
Мақсаты мен көтеру қабілетіне қарамастан, барлық электрлік крандар келесі негізгі бөліктерден тұрады: 1) кранның қозғалу механизмдері бар көпір; 2) жүктерді жылжыту және көтеру механизмдері бар арбалар; 3) кранды басқаруға арналған жабдықтары бар жүргізуші кабинасы.
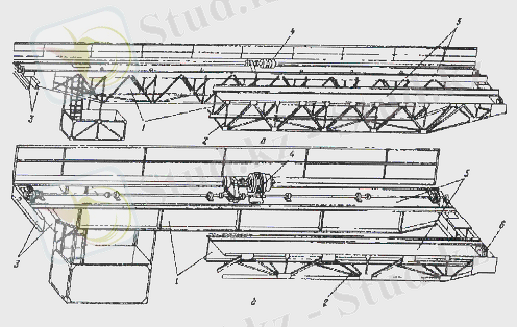
1-суретте екі көтергішті жалпы қолданыстағы электр қозғалмалы кран, ал 2-суретте кран көпірлері көрсетілген.
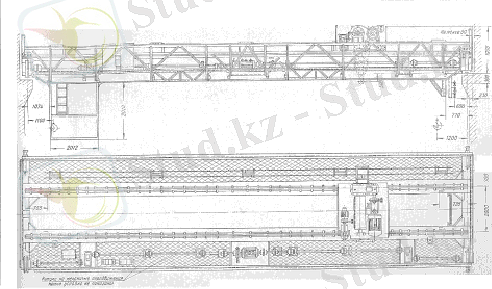
Кран көпірі екі бойлық, негізгі арқалықтардан тұрады 1 (1-сурет) қорап
секциясы, соңғы арқалықтармен біріктірілген, арқалықтар қаңылтыр болаттан дәнекерленген.
Сурет 1
Жүк көтергіштігі 5 тонна көпірлі кранды жөндеу. Жөнделіп жатқан қондырғы - көтеру механизмі
St3, олардың қаттылығын арттыру үшін бөлімдер орнатылған.
Көпірдің барлық бойында екі жағынан палубалы 7 галерея орналасқан. Олардың біреуі кранның қозғалу механизмін 10 орнатуға және вагонетканың механизмдеріне қол жеткізуге арналған, ал екіншісі вагонетка сымдарын орналастыруға арналған. Сыртынан галереялар мен шеткі арқалықтар биіктігі 11 м қоршаулармен қоршалған.
Көпір жұмыс дөңгелектерінің біліктеріне сүйенеді 5, соңғы бөренелерге 3 орнатылады және кран арқалықтарына салынған 13 рельстер бойымен қозғалады 6. Бойлық бөренелерде рельстер 4 бекітіледі, олардың бойымен боги 2 екі көтергіш механизммен қозғалады: бастысы ілмекпен 8 және көмекшісімен ілмек 9. Кездейсоқ кран өтіп бара жатқанда соққыларды жою үшін қысқыш тіреулер-буферлер түпкі арқалықтарға бекітіледі 14. Жүргізушінің кабинасы кран көпірінен 12 ілулі.
Көпірдің жеке элементтерін қосу түрі бойынша тойтармалы және дәнекерленген крандар ажыратылады. Қазіргі крандардың көпірлері тек дәнекерленген күйде жасалған. Дәнекерленген көпірлер жасау аз еңбекқор, тойтармаларға қарағанда жеңіл және арзан.
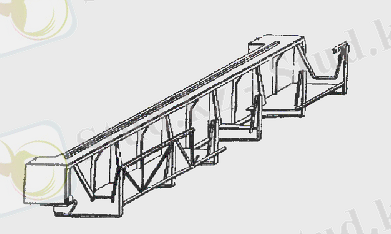
Кран көпірлері бұрын торлы фермалардан жасалынған (2-сурет, а), ал сирек тұтас арқалықтардан (2-сурет, б) ) . Екі жағдайда да көпірлер екі негізгі торлы фермалардан немесе I-арқалықтардан 1, екі қосалқы фермалардан 2 және үш дөңгелектерден тұрады 3, олардың арасына жүгіру дөңгелектері 8 орнатылған. 5 галереяларда қозғалыс механизмі 4 орнатылған.
Ашық және жабық көпірлер бар. Жабық көпірлерде негізгі арқалықтардан басқа көмекші фермалар бар, олар негізгі арқалықтардың сыртында орналасқан. Көмекші фермалар негізгі фермалармен төменгі және жоғарғы көлденең фермаларды пайдаланып жалғанады. Көлденең фермалар кранның тежелуінен пайда болатын күштерді қабылдай отырып, көлденең жазықтықта көпірге қажетті қаттылықты қамтамасыз етеді.
Ашық көпірлерде, 3-сурет, жоғарғы көлденең фермалар жоқ, ал кейбір жағдайларда қосалқы фермалар мүлдем жоқ.
Ашық көпірлердің негізгі арқалықтары - бір қабырғалы қатты арқалықтар немесе қораптық құрылымдар.
Кабина. Барлық кран механизмдері кран көпірінде ілулі жүргізуші кабинасынан басқарылады.
Кабинада негізгі және қосалқы жүк көтергіш механизмдерінің, арбашаны, көпірдің, қорғаныс панелінің, жарықтандырудың және басқа жабдықтардың қозғалу механизмдерін реттегіштер бар. Ережеге сәйкес, ол негізгі кран арбаларының қарсы жағында күшейтіледі.
Кранның негізгі техникалық сипаттамалары оның көтеру қабілеті, жүру жылдамдығы, көтеру биіктігі және басқа параметрлер болып табылады. Кранның көтеру қабілеттілігі деп кранды көтеру құрылғысы көтеретін жүктің массасын айтады. Грабпен немесе магнитпен көтеру механизмдерінде соңғысының массасы жүк көтергіштікке қосылады. Кранның көтеру қабілеті негізгі көтергіштің негізінде есептеледі.
Әдетте көпірлі крандарда бір арбаға бекітілген екі көтергіш - негізгі және қосалқы болады. Бұл кранның технологиясынан туындайды, мысалы, шелекті металлмен еңкейту, шелектерді жөндеу және басқа көтергішпен орындау қисынсыз көмекші жұмыстар қажет.
Көпірлі крандар крандардың құрылысы мен қауіпсіз жұмыс істеу ережелеріне сәйкес орнатылады. Бұл жағдайда белгілі бір өлшемдер сақталуы керек. Кабинаның биіктігі кем дегенде 1800 мм деп қабылданады. Оның жоғарғы қабаты және барлық жағынан кем дегенде 1м қоршау болуы керек.
Кабина жабдыққа еркін қол жетімділік болатын және оған краншыдан басқа, басқа адамнан (стажер, слесарь, электрик) сыятындай өлшемдерден тұруы керек.
Кранның ұштарының шығыңқы бөліктерінен ғимараттың бағанасы мен қабырғаларына дейінгі арақашықтық кемінде 60 мм болуы керек.
Көтергіш машинаның жоғарғы бөлігінен ғимараттың төбесіне дейінгі аралық, құрылыс фермаларының төменгі аккорды және жоғарыда жұмыс істейтін басқа машинаның түбіне дейін кемінде 100 мм болуы керек.
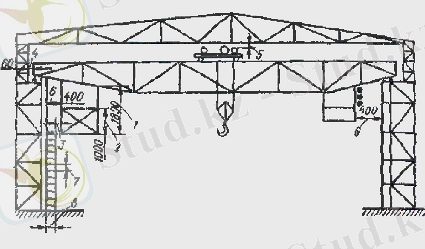
Басты тролльдерді қарау үшін басқару кабинасының және бесіктің шығыңқы бөліктерінен қабырғаға, жабдыққа, құбырларға, ғимарат бағаналарына және кабина немесе бесік қозғалатын басқа объектілерге дейінгі арақашықтық кемінде 400 мм болуы керек. 4-суретте кранның барлық негізгі өлшемдері көрсетілген.
1 кабинаның биіктігі; Кабина терісінің 2-биіктігі; 3-кабина мен қону алаңы арасындағы саңылау; Ғимараттар бағандары мен көпірдің соңғы сәулесі арасындағы 4 арақашықтық; Механизмдердің ең биік нүктесі мен ғимараттар фермаларының қабаттасуы арасындағы 5 саңылау; Ғимарат қабырғасы мен кабина қабырғасы арасындағы 6-қашықтық; 7-баспалдақ баспалдақтары арасындағы қашықтық; 8 ені бар баспалдақ.
Платформа мен галереяға кіруге арналған баспалдақтар, ал крандағы баспалдақ ені 600 мм-ден кем емес, қадамдар арасындағы қашықтық 300 мм-ден аспауы керек.
Кабинадан аспалы кран галереясына шығуға арналған баспалдақтың енін 250 мм дейін азайтуға болады.
1. 2. Жөнделетін қондырғының мақсаты, техникалық сипаттамасы, құрылымы және жұмысы.
5-суретте жүк көтергіштігі 5т кәдімгі көпірлі кранның арбасы көрсетілген. Ол дәнекерленген жақтаудан тұрады 1, оған жүктемені жылжыту және көтеру механизмдері орнатылған.
Вагонеткаға тіреуіш (стендтер) орнатылған, оған ток коллекторлары орнатылған, олар көтергіш және қозғалтқыш қозғалтқыштарына ток беру үшін қажет. Тролльдер - электр тогын жылжымалы контакт арқылы өткізуге арналған «жалаңаш» өткізгіштер. Бұрыш немесе дөңгелек болат әдетте крандарға арналған арба ретінде қолданылады.
Арбаның қозғалу механизмі электр қозғалтқышынан 4 және тік беріліс қорабынан 6 тұрады, оның шығыс білігі муфта 18 арқылы қозғалысты қозғалмалы дөңгелектерге 15 береді. Арба аралық қиманың 19 рельстерінде қозғалады.
Көтеру тетігі горизонталь беріліс қорабымен 11 тежегіш ілінісімен 8 байланысқан электр қозғалтқыштан тұрады 7, оның шығысы білікшеден айналу арқандарға арналған ойықтармен барабанға 2 беріледі 3. Жүктеме ілмекке 13 ілмектен блоктық аспа 14. ілініп тұрады, оның төрт тармағы екі тізбекті көтергішті құрайды. 17 блоктар мен 18 стационарлық теңестіру блогын айналып өту.
Механизмдер жабық типтегі аяқ киімнің 10 және 5 тежегіштерімен қысқа жүрісті электромагниттермен жабдықталған.
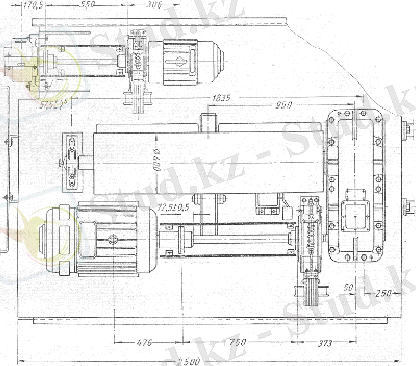
Жүк көтергіштігі - 5т.
Жүк көтеру жылдамдығы - 0, 025 м / с.
1. 3. Қондырғыны бөлшектеудің технологиялық процесінің сызбасы
Жөндеудің сәтті аяқталуы бөлшектеу сапасына өте тәуелді.
Бөлшектеу процесі әдетте технологиялық схема түрінде бейнеленеді. Бөлшектеу кезінде түйіндер, бөлшектеу тәртібіне байланысты топтар мен топшалар деп аталады. Сонымен, тікелей машинаның құрамына кіретін қондырғы (оны бөлшектеудің технологиялық схемасы жасалады) топ, ал топтың құрамына кіретін қондырғы бірінші ретті топша деп аталады. Тікелей бірінші ретті ішкі топқа жататын түйінді екінші ретті ішкі топ деп атайды және т. б. Сонымен, топ пен кіші топ тек жеке бөліктерден немесе кіші топтардан және бөліктерден тұрады. Барлығының соңғы ретінің кіші тобы жеке бөліктерден тұрады.
Топ пен кіші топтардың егжей-тегжейлері диаграммада тіктөртбұрыш түрінде көрсетілген, онда: аттары, орналасу нөмірі және элементтер саны сәйкес келеді. Машинаны, топты және барлық кіші топтарды бөлшектеу бұл жағдайда негізгі деп аталатын бөліктен немесе құрастырудан басталады. Бөлшектеу (құрастыру) схемасы және құрастыру сызбасы толықтырады, бірақ бірін-бірі алмастырмайды. Диаграмма бөлшектеудің технологиялық дәйектілігін, ал сызбада бөлшектің және топшаның топтағы немесе машинадағы орны мен орналасуын көрсетеді.
Бөлшектеу үшін 1 кестеде көрсетілген құралдарды қолданыңыз.
Кесте 1
Бөлшекті бөлшектеудің технологиялық процесінің сызбасы - жүк арбасының қозғалысының беріліс қорабы, графикалық бөліктің 2 парағын қараңыз.
1 2 3
Құрал атауы ГОСТ белгісі
Балға 200 г 2310-77
Ашық кілт, екі жақты
7811-0023
8-24 орнатыңыз
2839-80
Ашық кілт, екі жақты
7823-0056
24-54 орнатыңыз
2842-80
Ауыстырылатын бастардың жиынтығы
25605-82
Аралас қысқыштар 7814-0023 5547-86
Бұрауыш 1ґ1. 7 24437-80
1. 4. Пайдаланылған жабдықтың сипаттамасымен бөлшектерді тазалау және жуу. Жабдықтың суреті.
Жетілдірілген жөндеу кәсіпорындарының тәжірибесі негізінде өзін-өзі дәлелдеген тиімді көп сатылы жуу таңдалады. Көп сатылы жуудың мәні - басында бөлшектелмеген, содан кейін жартылай бөлшектелген қондырғылар, содан кейін жеке бөліктер жуылады. Барлық бөлшектерді кірден, майдан, көміртегі шөгінділерінен және масштабтан мұқият тазалау керек, өйткені тозу өлшемдерін дұрыс өлшеуге болады және ақауларды тек таза бөліктерден анықтауға болады.
Ұзақ уақыт бойы жөндеу кәсіпорындарында жуғыш заттар ретінде каустикалық және кальцийленген сода қолданылып келді. Лабомид және МС сияқты синтетикалық жуғыш заттардың тиімділігі беттік белсенді заттар мен сілтілі қоспаларға негізделген.
Сондықтан қондырғыны сыртқы тазалау үшін Labomid-101 10-нан 30 г / л дейін концентрацияда сода күлінен, натрий триполифосфатынан, су шыныдан және әр түрлі БАЗ-дан тұратын жуғыш зат ретінде қолданылады. кез-келген реактивті типтегі машиналарда қалыпты көбікпен. OM-5369 кір жуғыш машина ретінде таңдалады, ол төрт доңғалақты арба, оған жоғары қысымды сорғы, оның жетегі, суды жылытуға арналған құрылғылар, жуғыш заттарды жеткізетін, автоматтандыратын және қорғаныс орнатылған.
7-суретте гидравликалық кір жуғыш машинаның сұлбасы көрсетілген.
6-сурет
OM - 5369 машинасының жұмыс принципі (6-сурет) келесідей: қалқымалы камера 1 арқылы сумен жабдықтау жүйесінен суды үдеткіш сорғы 2 жылу алмастырғышқа 5 жеткізеді, онда ол t = 30 - 80 ° C температураға дейін қызады. Қажет болса, резервуардан 4 су араластырылады және гидравликалық қозғалтқыш 13 арқылы тазартылатын бетке беріледі. Ерітіндісі бар су 10 МПа қысыммен беріледі. Ол 9 манометрмен басқарылады. Машинаның өнімділігі 40-60 м2 / г, су шығыны 1000 л / сағ.
Бөлшектерді жуу үшін Labomid-203 құрамында жуғыш зат ретінде таңдалады, оның құрамына Labomid-101 сияқты бірдей компоненттер кіреді, бірақ ол басқа қатынаста болады және бөлшектерді су асты шайбаларға батыру арқылы тазартуға арналған, ерітінді концентрациясы 25-тен 35 г / л дейін . . .
Суға бататын шайба ретінде OM-14251 тұйықталған суасты шайбасы таңдалады, ол бөлшектерді тазалауға немесе шаюға қызмет етеді. Машина ванна болып табылады, оның ішіне бөліктер себетке түсіріліп, тазалаудан кейін одан шығарылады. Тазаланатын бөлшектердің өлшемдері 1 Жүк көтергіштігі 5 тонна аспалы кранды жөндеу. Жөнделетін қондырғы - көтеру механизмі 1 Жүк көтергіштігі 5 т аспалы кранды жөндеу. Жөнделген қондырғы - көтеру механизмі 1 м, машинаның өнімділігі 4 т / сағ.
Емдеуден кейін бөлшектер OM-5369 машинасының көмегімен сумен төгіледі.
1. 5. Жөнделген қондырғының бөлшектерін бақылау, сұрыптау және ақауларды анықтау. Ақауларды анықтау тізімін құру.
Жуғаннан кейін бөлшектер тексеруге және сұрыптауға жіберіледі, мұнда олардың әрі қарай пайдалануға немесе жөндеуге жарамдылығы анықталады. Бөлшектерді бақылау мен сұрыптаудың нәтижелері ақауларды анықтау тізіміне енгізіледі, ол технологиялық құжаттаманы құруға, қондырғыларды жөндеу өндірісіне тапсырыс беруге және сметаларға арналған негізгі құжат болып табылады.
Біріншіден, көрнекі, сыртқы тексеру сыртқы ақауларды анықтайды: тәуекелдер, тырнақтар, жарықтар, сызаттар, дәнекерленген және тойтарылған қосылыстардың беткі ақаулары. Сенсорлық тест бөлшектердегі жіптердің тозуын және ұсақталуын, білікшелер мен шарикті мойынтіректердің домалақ элементтерін торларда айналдырудың жеңілдігін, тісті доңғалақтардың сплайн біліктері бойымен қозғалуының жеңілдігін, тіс тістерінде және доңғалақ мойынтіректерінің элементтерінде шаршау шұңқырлары мен қабыршақтардың болуын анықтайды.
Содан кейін, соғу арқылы түйреуіштердің корпусы мен қақпақтарындағы отыру тығыздығы және тексеру арқылы анықтауға болмайтын жарықтар бар екендігі анықталады.
Осыдан кейін, әмбебап өлшеу құралдарын қолдана отырып, жұптардың берілген өлшемнен, жазықтықтан, пішіннен, профильден және басқалардан ауытқуы анықталады. Осы мақсаттарда вернирлік суппорт, бақылау тақтайшалары, сызғыштар және басқа да бірқатар өлшеу құралдары қолданылады.
Сондықтан қатаң шектеу құралын қолдана отырып, цилиндрлік жұмыс істейтін сыртқы және ішкі беттері бар бөлшектердің, сондай-ақ пішіні беттері бар бөлшектердің тозуы анықталады. Осы мақсаттар үшін қатаң қапсырма және штепсельдік шаблондар қолданылады.
Магниттік бөлшектер әдісі жасырын ақауларды анықтау үшін қолданылады.
Одан әрі пайдалануға жарамды бөліктер жасыл бояумен, жөндеуді қажет ететіндер - сары, ал жарамсыздар - қызыл түспен белгіленеді. Тиісті бөлшектер жинауға жіберіледі, содан кейін жөндеуді қажет етеді, бөлшектер қоймасына, жөндеуді күтеді, содан кейін қалпына келтіру үшін тиісті жерлерге, ал жарамсыздары - сынықтар қоймасына жіберіледі.
Құрастыру қондырғылары бөлшектерінің ақауларын анықтау тізімі қондырғыларды жөндеу өндірісіне технологиялық құжаттама жасау, тапсырыс беру және сметалық құжаттар жасау үшін негізгі құжат болып табылады.
Ақаулықтарды анықтау тізімі негізгі ақауларды, номиналды рұқсат етілген мөлшері мен өлшенгенін, сондай-ақ өлшеу құралын, ауыстыруды немесе қалпына келтіруді қажет ететін бөліктердің санын көрсетеді.
Құрастыру қондырғылары бөлшектерінің ақауларын анықтау тізімін А қосымшасынан қараңыз.
2 ТЕХНОЛОГИЯЛЫҚ БӨЛІМ
2. 1. Қондырғының бөлшектерін жөндеу әдісін таңдау. Жөндеу технологиялық процесі.
Жөндеу әдісі деп жөндеу жұмыстары кезінде қабылданған еңбекті ұйымдастырудың формасы түсініледі. Қазіргі кезде ең кең тарағаны - құрылыс машиналарын жөндеудің екі әдісі: тұлғасыз, жеке емес, түйінді.
Жеке тұлғаны жөндеу әдісінің мәні бір маркалы машинаның бөлшектерін бөлшектеу және анықтау процесінде олардың жеке тұлғаға айналуында (яғни, бөлшектердің белгілі бір машинаға тиесілігі жоғалады), ал жөнделмеген бөлшектердің тұлғасыз элементтер үшін аяқталуында. Содан кейін олардан машиналар жиналады, ал бөлшектерді орнату жұмыстары минимумға дейін азаяды.
Жеке тұлғалық жөндеу әдісінің вариациясы жиынтық әдіс болып табылады. Онымен бірге машинадан шығарылған элементтер жөндеуге жіберіледі, ал қалғандары бірден автокөлікке орнатылады. Алдын ала жөнделген немесе айналым қорынан алынған.
Жөндеудің жеке әдісінің түрі - бұл істен шыққан бірнеше қондырғы немесе жеке бөлшектер ауыстырылатын егжей-тегжейлі әдіс.
Жөндеу жинақтарын мезгіл-мезгіл ауыстыру әдісімен (MANPADS) бірнеше қондырғы бірге ауыстырылады. Олар жиынтықтарға біріктіріліп, ауыстыру жиілігі орнатылады.
Ол жөнделген бөлшектер мен құрастыру қондырғыларын олар шығарылған машинада орнатумен сипатталады. Сондықтан, барлық шешілген және жөнделген бөлшектер оған жеткізілгенге дейін машина жөнделуде.
Мұндай жөндеуді әмбебап немесе мамандандырылған топтар жүргізеді. Бірінші жағдайда жұмысшылар тобы бөлшектеу-құрастыру және жөндеу жұмыстарын жүргізеді және машиналардың барлық элементтерінің жұмысын қалпына келтіру үшін қажетті құрылғылар, құралдар мен қосалқы бөлшектері болуы керек. Сонымен бірге бригаданың әрбір мүшесі жоғары біліктілікті қажет ететін жөндеу жұмыстарының бүкіл кешенін жүзеге асыруға қатысады.
Мамандандырылған бригадалармен жөндеу жұмыстарын жүргізген кезде бөлшектеу және жуу жұмыстарын бір бригада орындайды; және технологиялық және жобалық сипаттамаларына ұқсас элементтердің белгілі бір тобын жөндеуге мамандандырылған басқалармен жөндеу. Жөндеу қондырғылармен қамтамасыз етілген белгілі бір мамандандырылған бекеттерде жүзеге асырылады. Тек осы элементтер тобын жөндеуге қажет құралдар мен қосалқы бөлшектер. Жөнделген бөлшектер мен құрастыру қондырғылары бөлшектеу-жинау бөліміне қайтарылады және олар шығарылған машинада орнатылады.
Жеке жөндеу әдісінің оң жағы - жөндеуден кейінгі тозған жұптар екі-екіден сақталады және кейіннен сенімді жұмыс істейді. Бұл әдістің кемшіліктеріне машинаның жөндеуге ұзақ уақыт тоқтап қалуы және жөндеу кәсіпорындарында үлкен өндірістік алаңдардың қажеттілігі жатады, өйткені машина барлық уақытта жөндеуде немесе бөлшектерді жасауға жұмсалады.
Жеке жөндеу әдісі жөндеу компаниясы қызмет көрсететін машина паркі әр түрлі стандартты мөлшердегі машиналардан тұратын жағдайда қолданылады, олардың әрқайсысы жобаланған
Машинаның жұмысы кезінде ақаулар олардың ішкі үйкеліс күштерінің әсерінен табиғи тозуы нәтижесінде пайда болады.
Беріліс қорабының негізгі бөліктері біліктер мен берілістер болып табылады.
Біліктің негізгі ақаулары:
- біліктің иілуі
- мойынтіректерге арналған орындықтардың тозуы
- ені бойынша айналдыруға арналған ойықтың тозуы.
Білікті жөндеу технологиясы келесі операциялардан тұрады:
Слесарь - білік тозған бөлшектердің бетіне дайындалған.
Беткі қабат - тозған жерлердің үстіңгі қабаты жабылған.
Бұранда кесетін токарлық - мойынтіректерге арналған орындықтар өңделеді.
Фрезерлеу - сплайндар кесіледі.
Термиялық - шыңдаудың кейбір түрі материалдың және жұмыс жағдайына байланысты орындалады.
Ұнтақтау - беттік, жону және фрезерлеу орындары ұнтақталған.
Соңында өлшеу құралдарының көмегімен жөнделген біліктің барлық параметрлері тексерілетін соңғы тексеру жүргізіледі.
Иілу, бұралу сияқты ақаулар болған жағдайда білікті қабылдамау керек.
Редуктор дөңгелектерінің негізгі ақаулары:
- тістің қалыңдығының тозуы
- ені бойынша сплайндардың тозуы
- тереңдікте қиғаш қуыстардың тозуы
- бетіндегі жарықтар
- тістің сынуы.
Тісті доңғалақты жөндеу технологиясы келесі операциялардан тұрады:
Слесарь - тісті берілісті беткі қабатқа дайындау.
Беттік - сплайндар мен тістердің беткі қабаты.
Фрезерлеу - сплайндарды кесу.
Тістеу - тістерді жұлу.
Термиялық - шыңдаудың қандай да бір түрін жүзеге асыру.
Ұнтақтау - механикалық өңдеу орындарын ұнтақтау.
Ақырында, соңғы өлшемдік тексеру жүргізіледі.
Бетіндегі жарықтар, тістердің сынуы сияқты ақаулар кезінде тісті доңғалақ қабылданбайды.
Ақаулар:
а) мойынтіректерге арналған орындықтардың тозуы;
б) кіреберістің тозуы;
в) жіптерді алу;
Бөлшектерді қалпына келтіру жолы:
005 Жылу (демалыс) .
010 слесарь (қысыммен білікті өңдеу) .
015 бұранда кесетін токарь (мойынтіректің беткі қабатын тегістеу) ;
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz