Ағаш кесу технологиясы және жеткізу-өндірістік есептеу: көлемдік өнім, станоктық ауысымдар және өндіріс желілерін жобалау

Кіріспе5
1. Бөренелерді кесу әдістерін таңдау және негіздеу6
2. Бастапқы мәліметтер7
3. Жеткізуді есептеу және көлемдік өнімді анықтау8
3. 1. Бірінші жиынтықты есептеу8
3. 2. Екінші жиынтықты есептеу14
3. 3. Үшінші жиынтықты есептеу18
4. Станоктық ауысымдардың қажетті санын есептеу22
5. Өндіріс сызықтарын есептеу26
6. Керекті құрылғылардың қажетті санын есептеу. 29
7. Жеткізуге арналған шикізаттың айлық көлемін есептеу31
8. Шикізатты бір айға кесу кестесі33
9. Цехтың негізгі техникалық-экономикалық көрсеткіштері34
Қорытынды36
Библиография37
КіріспеАғашты әр түрлі бұйымдарға өндірістік өңдеу ағаш кесетін ағаштардан (бөренелерден) пучка, тақтайлар мен штангаларға кесетін ағаш кесетін зауыттарда басталады. Ағаш кесудің негізгі міндеті - плиталарды, рейкаларды, тақталардан және үгінділерден тұратын қалдықтарды аз шығаратын қажетті ағаш кесу үшін барлық кесілген ағаштарды ұтымды пайдалану. Ағаш кесу өндірісінің технологиялық процесін дұрыс ұйымдастыру, оның ішінде кесу алдында бөренелерді диаметрі бойынша сұрыптау және белгіленген жеткізілімдерге сәйкес аралауға одан әрі беру, пішін мен сапаға байланысты бас жабдықтың алдында журналдарды дұрыс бағдарлау дөңгелек ағаш, тақталардың жиектерін жиектерде дәл кесу және тақтаның ұзындығын қалыптастыру кезінде ұтымды кесу. Сонымен қатар, диаметрі бойынша кесектердің өлшеміне, кесілген ағаштың өлшеміне және оған қойылатын талаптарға, сондай-ақ жабдықтың түріне (ағаш кесетін орындар, таспалы аралар және дөңгелек аралар, фрезер станоктары) және қолданылатын құралдың сипаттамаларына (араның қалыңдығы) байланысты орынды таңдалған кесу әдісі үлкен маңызға ие. , тістің қадамы және таралу немесе ұсақтау мөлшері) .
Ағаш кесу технологиясын одан әрі жетілдіру шикізат пен кесілген ағашқа мамандандыруды ескере отырып, кесілген ағаш кесу әдістері бойынша зерттеулерді тереңдету, шикізат қорларын болжау және тұтыну нарығының сұранысын зерттеу арқылы жүргізілуі керек.
Ағаш өндірісі кешенін дамытуға ағаш кесетін зауытты қабылдау, өңдеу, орналастыру, сақтау, жеткізуге дайындық бойынша ұйымдастырушылық, техникалық және технологиялық шараларды шешу кіреді.
Кесілген ағаштарды қопсыту целлюлоза-қағаз фабрикаларында технологиялық чиптерді толығымен пайдалануға мүмкіндік береді. Бұл ағаш кесетін жабдықтың өнімділігін арттырады.
Ағаш өңдеу өнеркәсібінің қажеттіліктерін көрсетілген кесілген ағаштармен қанағаттандыру ағаш өңдеу өндірісінің тиісті технологиясымен қамтамасыз етілуі керек, оның маңызды бөлігі ұтымды жеткізу жүйесі және оларды пайдаланудың белгілі бір қарқындылығы болып табылады. Алайда, белгілі бір диаметрлі аралау ағаштарын кесуге арналған (немесе диаметрлерінің топтарын) дұрыс жобаланған жиынтықтар да кесілген ағаштарды белгілі бір спецификацияға дейін жасау кезінде мүлдем тиімсіз болуы мүмкін екендігі белгілі. Мұндай схемалардың тиімділігі кесілген ағаш кесу кезінде анықталады.
Бөренелерді кесу әдістерін таңдау және негіздеуАралау кезінде қажетті мөлшерде және сапада кесілген ағаштарды өндіру кесілген ағаштың енін, қалыңдығы мен ұзындығын қалыптастыру технологиялық процесінің жұмыс дәйектілігін жүргізу қажеттілігімен байланысты.
Бөренелерді қажетті мөлшерде және сапада кесілген ағашқа кесу кезінде орындалатын операциялардың жиынтығы аралау шикізаты деп аталады.
Бөренелерді кесілген ағашқа аралау әр түрлі тәсілдермен жүзеге асырылады және оларды таңдау шикізат түріне, оның мөлшері мен сапасына, жасалынған кесілген ағаштың тағайындалу мақсатына, ағаш кесетін машиналардың құрылымына байланысты.
Курстық жобада мен 100% бөренелермен кесу әдісін таңдадым, өйткені диаметрі 22 және 24 см болатын бөренелерден қырлы ағаш алу керек, ал бұл кесу әдісі де берілген шикізаттан ағаштың спецификациясының орындалуын қамтамасыз етеді.
Штангамен аралау кезінде бөрене екі жолмен кесіледі. Бірінші өткелде бөренеден екі қырлы шыбық, шеттері жоқ ағаш және екі плита кесіліп алынады, ал екінші паста шеттері мен шеттері жоқ ағаш пен екі плита штангадан кесіледі. Бардан жасалған қырлы тақталардың ені оның қалыңдығына тең, бұл енде көрсетілген кесілген ағаштың 70% -на дейін өндіруге мүмкіндік береді. Бөренелерді құлап немесе бөренелермен аралау кезінде ортаңғы тақталар радиалды, ал шеткі тақталар тангенциалды болады. Барлық қалған тақталар аралық қалыпта.
Бастапқы мәліметтер
Жеткізуді рәсімдеу.
Біз кесілген ағаштың сипаттамасынан негізгі тақталарды таңдаймыз. Бастысы - қалыңдығы 22 мм және одан жоғары тақталар. Бұл тақталардың ені ағаштың қалыңдығын анықтайды.
Жеткізуді есептеу және көлемдік өнімді анықтау Бірінші жиынтықты есептеуБізде 1000 м3 шикізат бар. Олардың ішінен 60 м қалыңдығы 80 м3 қалың тақталарды кесу керек. Сондықтан, бірінші жиынтықта сізге d = 24 см бөренелерді пайдалану қажет және қалыңдығы 60 мм тақталар мен 22 мм тақталар кіреді.
Бірінші пас
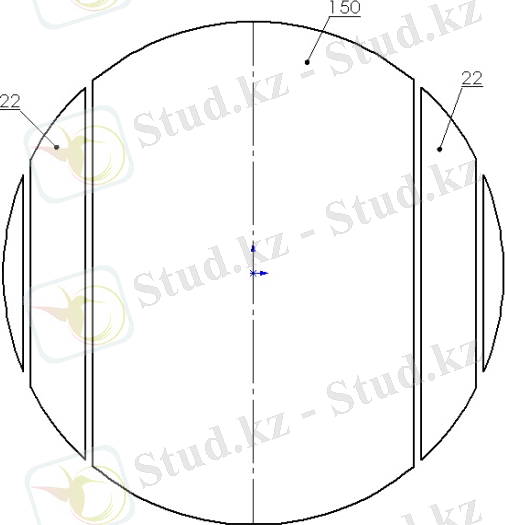
Жиынтықтың ортасына қалыңдығы 150 мм бар орнатылған. Жеткізу тақ болады, демек, өзек тақтасы бар болады, ал шеттерінде қалыңдығы шағын тақталар болады.
Кесу ені:
e = 3, 6 мм.
S = 1 см - қашу.
Қалыңдығы 150 мм ағаш үшін жартылай жеткізуді тұтыну:
Жіңішке тақталардың осы жиынтыққа сәйкес келетіндігін анықтау үшін біз мынаны табамыз:
,
мұндағы an1 - журналдың ортасынан штанганың сыртқы бетіне дейінгі қашықтық.
Өзек тақтасы (ағаш) үшін:
10-қосымшаға сәйкес, біздің журналға максималды диаметрге дейін тағы 22 мм тақтаны салуға болатындығын анықтаймыз. Сондықтан, біз бүйірлік жіңішке тақталарды ағаштың беттеріне қатысты симметриялы күйде орнатамыз.
Қалыңдығы 22 мм бүйірлік тақталарға жартылай жеткізуді тұтыну:
мұндағы an2 - журналдың ортасынан қалыңдығы 22 мм тақтаның сыртқы бетіне дейінгі қашықтық.
немесе
10-қосымшаға сәйкес, біз қажетті қалыңдықтағы тақталарды журналға батыра алмайтынымызды анықтаймыз, біз екінші өтуге өтеміз.
Штанганың ұзындығы журналдың ұзындығына тең болады - 6, 5 м.
Бүйірлік тақталардың ұзындығы мен енін орнату үшін біздің журналдың бүкіл Пифагор аймағын анықтаймыз:
мұндағы d - журналдың көрсетілген диаметрі;
D - бөренедегі бөрененің диаметрі.
Егер болса, онда аймақ Пифагор. Бізде бар:
- аймақ параболалық.
Сондықтан параболаның диаметрін табамыз:
Параболаның ұзындығын анықтайық:
Параболаның жартысынан көбі тақталардың ұзындығына тең болады:
Жақын стандартқа дейін дөңгелек. Сондықтан алынған тақталардың ұзындығы 6, 5 м болады.
Енді есептелген енді анықтайық (b0) . Ол үшін журналдың толық есептелген диаметрін есептеу керек (dp)
B0 үлкен стандартты санға дейін дөңгелектеңіз - 125. Сондықтан тақтаның ені 125 мм болады.
Біз бірінші кесуді аяқтадық. Кесу үлгісі:
Бірінші өтуден алынған пайыздық кірісті (P) және көлемді (Vp / m) есептейік.
Қайда
n - тақталардың саны (дана) ;
т - қалыңдық;
б - ені;
л - ұзындық.
мұндағы Vbr - журналдың көлемі.
Екінші пас
Сәулелік беттің енін анықтаңыз (Bpr) :
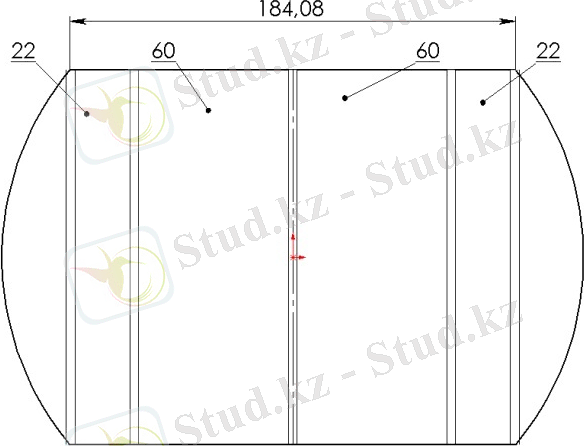 Алынған ағаштан қалыңдығы 60 мм болатын 2 тақтаны - орталық, ал 2 тақтаны - 22 мм - бүйірін орнатуға болады делік. Жеткізу біркелкі болады.
Алынған ағаштан қалыңдығы 60 мм болатын 2 тақтаны - орталық, ал 2 тақтаны - 22 мм - бүйірін орнатуға болады делік. Жеткізу біркелкі болады.
Орталық және бүйірлік тақталарға жартылай жүктеме шығыны:
мұндағы acn - журналдың ортасынан қалыңдығы 60 мм болатын орталық тақтаның сыртқы бетіне дейінгі қашықтық.
мм
Екінші өтуде штанганың бет жағынан кесілген тақталардың ені штанганың қалыңдығына тең болады. Бұл тақталардың ұзындығы журналдың ұзындығына тең.
10-қосымшаға сәйкес, біз енді тақталарды кесуге болмайтынын анықтаймыз, сондықтан болжам дұрыс болды. Тақталар таза қырлы болып шықты.
Біз екінші кесуді аяқтадық. Кесу үлгісі:
Екінші өтуден алынған пайыздық кірісті және көлемді есептейік.
Бірінші жеткізудің жалпы көлемі және пайызы
Қалыңдығы 60 мм тақталардың жалпы көлемі:
60 мм тақталардың жалпы пайызы:
Қалыңдығы 22 мм тақталардың жалпы көлемі:
Қалыңдығы 22 мм тақталардың жалпы пайызы:
Енді сіз бірінші жиында қанша көлемді орындауға болатындығын түсінуіңіз керек. Т, К. кесу қалыңдығы 60 мм болатын тақталарда жүргізілді, содан кейін берілген кесілген ағашты кесуге қажетті шикізаттың көлемін есептеу қажет - 80м3.
мұндағы V және P - ағаштың берілген көлемі және сәйкесінше бірінші жиынтықтан шыққан пайыз.
Осы көлемнен біз 22 мм тақталар алдық:
Екінші жиынтықты есептеу
Бізде d = 24 см-де 500-246 = 254 м3 бөренелер қалды, қалған көлем үшін келесі жиынтығын есептейік.
Бірінші пас
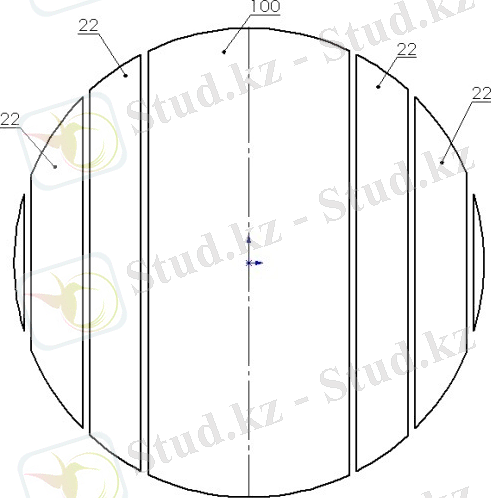
Себебі алдыңғы позицияда біз қалыңдығы 60 мм тақталардың белгілі көлемін аралаған болатынбыз, содан кейін бұл қалыпта журналдың ортасына қалыңдығы 100 мм бар орнатылған, өйткені қалыңдығы 50 мм тақталарға 100 мм берілген. Жеткізу тақ болады, демек, өзек тақтасы бар болады, ал шеттерінде қалыңдығы шағын тақталар болады.
Кесу ені:
e = 3, 6 мм.
S = 1 см - қашу.
10-қосымшаға сәйкес, біздің журналға максималды диаметрге дейін тағы 22 мм тақтаны енгізуге болатындығын анықтаймыз.
10-қосымшаға сәйкес, біз қажетті қалыңдықтағы тақталарды журналға батыра алмайтынымызды анықтаймыз, біз екінші өтуге өтеміз.
Штанганың ұзындығы журналдың ұзындығына тең болады - 6, 5 м.
Бүйірлік тақталардың ұзындығы мен енін орнату үшін біздің журналдың бүкіл Пифагор аймағын анықтаймыз:
Орталыққа жақын тақта үшін қалыңдығы 22 мм
- Пифагор аймағы.
Сондықтан тақтаның ұзындығы l0 = L (журналдың ұзындығы), яғни. 6, 5 м.
Осы тақталардың енін анықтайық.
Бұл тақтаның стандартты ені 175 мм болады.
Шеткі тақталар үшін аймақ параболалық болады, өйткені
Сондықтан параболаның диаметрін табамыз:
Параболаның ұзындығын анықтайық:
Параболаның жартысынан көбі тақталардың ұзындығына тең болады:
Жақын стандартқа дейін дөңгелек. Сондықтан алынған тақталардың ұзындығы 6, 5 м болады.
Енді есептелген енді анықтайық (b0) . Ол үшін журналдың толық есептелген диаметрін есептеу керек (dp)
B0 үлкен стандартты санға дейін дөңгелектеңіз - 125. Сондықтан тақтаның ені 125 мм болады.
Біз бірінші кесуді аяқтадық. Кесу үлгісі:
Бірінші өтуден алынған пайыздық шығынды (P) және көлемді (Vp / m) есептейік.
Екінші пас
Сәулелік беттің енін анықтаңыз (Bpr) :
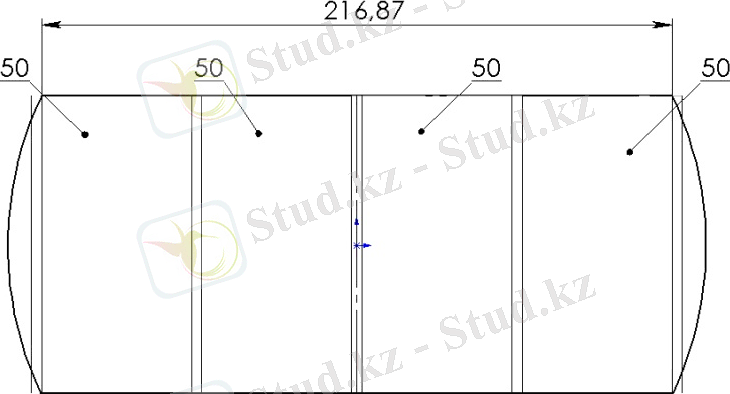
Алынған ағаштан қалыңдығы 50 мм болатын 2 тақтаны - орталық, ал 2 тақтаны - 50 мм - бүйірін орнатуға болады делік. Жеткізу біркелкі болады.
мм
Екінші өтуде штанганың бет жағынан кесілген тақталардың ені штанганың қалыңдығына тең болады. Бұл тақталардың ұзындығы журналдың ұзындығына тең.
10-қосымшаға сәйкес, біз енді тақталарды кесуге болмайтынын анықтаймыз, сондықтан болжам дұрыс болды. Тақталар таза қырлы болып шықты.
Біз екінші кесуді аяқтадық. Кесу үлгісі:
Екінші өтуден алынған пайыздық кірісті және көлемді есептейік.
Екінші жеткізудің жалпы көлемі және пайызы
Қалыңдығы 50 мм тақталардың жалпы көлемі:
Қалыңдығы 50 мм тақталардың жалпы пайызы:
Қалыңдығы 22 мм тақталардың жалпы көлемі:
Қалыңдығы 22 мм тақталардың жалпы пайызы:
Алғашқы жеткізілімнен кейін қалған шикізат 254 болды м3.
Келіңіздер, осы көлемнің 50 мм қалыңдығы бар тақталарды алатынымызды есептейік.
Осы көлемнен біз 22 мм тақталар алдық:
Үшінші жиынтықты есептеу
Бізде әлі пайдаланылмаған журналдар d = 22 см - 500 м3. Себебі 50 және 22 мм тақталарға арналған көлемдер тапсырмаға сәйкес орындалмаған, осы көлем үшін келесі жеткізуді есептеу керек.
Бірінші пас
Бұл позицияда журналдың ортасына қалыңдығы 100 мм сәуле орнатылған, себебі қалыңдығы 50 мм тақталарға 100 мм берілген. Жеткізу тақ болады, демек, өзек тақтасы бар болады, ал шеттерінде қалыңдығы шағын тақталар болады.
 Кесу ені:
Кесу ені:
e = 3, 6 мм.
S = 1 см - қашу.
10-қосымшаға сәйкес, біздің журналға максималды диаметрге дейін тағы 22 мм тақтаны енгізуге болатындығын анықтаймыз.
10-қосымшаға сәйкес, біз қажетті қалыңдықтағы тақталарды журналға батыра алмайтынымызды анықтаймыз, біз екінші өтуге өтеміз.
Штанганың ұзындығы журналдың ұзындығына тең болады - 6, 5 м.
Бүйірлік тақталардың ұзындығы мен енін орнату үшін біздің журналдың бүкіл Пифагор аймағын анықтаймыз:
Орталыққа жақын тақта үшін қалыңдығы 22 мм
- Пифагор аймағы.
Сондықтан тақтаның ұзындығы l0 = L (журналдың ұзындығы), яғни. 6, 5 м.
Осы тақталардың енін анықтайық.
Бұл тақтаның стандартты ені 150 мм болады.
Шеткі тақталар үшін аймақ параболалық болады, өйткені
Сондықтан параболаның диаметрін табамыз:
Параболаның ұзындығын анықтайық:
Параболаның жартысынан көбі тақталардың ұзындығына тең болады:
Жақын стандартқа дейін дөңгелек. Сондықтан алынған тақталардың ұзындығы -5 м болады.
Енді есептелген енді анықтайық (b0) . Ол үшін журналдың толық есептелген диаметрін есептеу керек (dp)
B0 үлкен стандартты санға дейін дөңгелектеңіз - 125. Сондықтан тақтаның ені 125 мм болады.
Біз бірінші кесуді аяқтадық. Кесу үлгісі:
... жалғасы
Сіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz