Ортадан тепкіш сорғыны жинақтауға арналған практикалық сабақ өткізу әдістемесі

SATBAYEV UNIVERSITY
МЕТАЛЛУРГИЯ ЖӘНЕ ӨНЕРКӘСІПТІК ИНЖЕНЕРИЯ ИНСТИТУТЫ
ТЕХНОЛОГИЯЛЫҚ МАШИНАЛАР, КӨЛІК ЖӘНЕ ЛОГИСТИКА КАФЕДРАСЫ
ҚОРҒАУҒА ЖІБЕРІЛДІ
ТМКжЛ кафедра меңгерушісі техн. ғыл. канд., асс. профессоры
К. К. Елемесов
«___»2021ж
ДИПЛОМДЫҚ ЖҰМЫС
Тақырыбы: « Ортадан тепкіш сорғыны жинақтау» тақырыбына практикалық сабақ өткізу әдістемесін әзірлеу
5В012000 - «Кәсіптік оқыту» мамандығы
Орындаған: С. М. Асылбек
Ғылыми жетекші Р. З. Тагауова
БЕКІТЕМІНАлматы 2021
ҚАЗАҚСТАН РЕСПУБЛИКАСЫНЫҢ БІЛІМ ЖӘНЕ ҒЫЛЫМ МИНИСТРЛІГІ
Қ. И. Сәтбаев атындағы Қазақ ұлттық техникалық зерттеу университеті
Металлургия және өнеркәсіптік инженерия институты
Технологиялық машиналар, көлік және логистика кафедрасы
5В012000 - Кәсіптік оқыту
ТАПСЫРМАТМжЖ кафедра меңгерушісі техн. ғыл. канд., асс. профессоры К. К. Елемесов «» 2021 ж.
Дипломдық жұмыс орындауға
Білім алушы Асылбек Сұлтанбек Мейрамбекұлы
Тақырыбы «Ортадан тепкіш сорғыны жинақтау» тақырыбына практикалық сабақ өткізу әдістемесін әзірлеу
Университет Ректорының 2020 жылғы «24» қараша №2131-б бұйрығымен бекітілген
Аяқталған жұмысты тапсыру мерзімі 2021 жылғы «30» сәуір
Дипломдық жұмыстың бастапқы берілістері Алматы телекоммуникация және машина жасау колледжінің деректері
Дипломдық жобада қарастырылатын мәселелер тізімі:
а) 5В012000 - Кәсіптік оқыту мамандығына арналған дипломдық жұмысты орындауға арналған әдістемелік нұсқауға сәйкес
ә) Кәсіпорынның жалпы сипаттамасы (қысқаша тарихы, өндіріс технологиясы) . Оқу және өндірістік қызметін талдау (оқыту түрі мен әдістемесі)
б ) »Ортадан тепкіш сорғыны жинақтау» тақырыбына әдістемелік қамтамасыз ету жөніндегі материалдары слайдтар
в) «Ортадан тепкіш сорғыны жинақтау» зертханалық жұмыстың сипаттамасы бар слайдтар
г) Диплом обьектінде кадрларды даярлау жүйесін жақсарту бойынша ұсыныстар
Сызба материалдар тізімі( презентациялық слайдтар) : 12 слайд
Ұсынылатын негізгі әдебиеттер тізімі
АҢДАТПАДипломдық жұмыста
АННОТАЦИЯВ дипломном
ANNOTATION МАЗМҰНЫКіріспе 5
1 Ортадан тепкіш сорғылар теориясы12
1. 1 Ортадан тепкіш сорғылардың роторларын жинау13
1. 2 Ортадан тепкіш сораптардағы домалақ мойынтіректерінің мерзімінен бұрын бұзылуы және оларды жинау бойынша ұсыныстар15
1. 3 Орталықтан тепкіш сорғыларды жөндеу жұмыстары16
2 Орталықтан тепкіш сораптарды жинау элементтерінің типтік ақаулары және оларды жою әдістері19
2. 1 Сорғыны бөлшектенгеннен кейін жинау19
3 Ортадан тепкіш сорғылардың жұмысы. Типтік ақауларды талдау28
3. 1 Жұмыстың мазмұны мен орындалу тәртібі28
3. 2 Құрылғыны зерттеу және центрифугалық сорғының жұмыс сипаттамаларын анықтау29
Қорытынды 29
КІРІСПЕПайдаланылған әдебиеттер 30
Мұнай өңдеу зауыттарында және мұнай-химия зауыттарында сұйықтықтарды жылжыту және газдарды сығу үшін центрифугалық машиналар да, поршенді сорғылар мен компрессорлар қолданылады. Орталықтан тепкіш машиналарға турбокомпрессорлар, центрифугалық сорғылар, турбо үрлегіштер, турбо газ үрлегіштер, газ және бу турбиналары жатады. Сорғылардың көп бөлігі тұтанғыш, жарылғыш, коррозиялы және улы сұйықтықтарды кең көлемде, қысым мен температурада айдау үшін қолданылады. Поршенді және центрифугалық компрессорлар жарылғыш және улы газдарда да жұмыс істейді. Сондықтан сорғы және компрессорлық жабдықты жөндеу кезінде жеке бөлшектер мен тораптардың және бүкіл машинаның жөндеу және құрастыру сапасына қойылатын талаптар өте маңызды болады, өйткені сорғылардағы, компрессорлардағы және олардың тораптарындағы ақаулар технологиялық режимнің бұзылуына әкеледі.
Дипломдық жұмыстың мақсаты. Ортадан тепкіш сорапты жинау қызмет көрсететін құбырларды және аспаптарды орнатуды үйрету.
Дипломдық жұмыстың міндеті. Жинау сапасының төмендігі қажетті технологиялық жабдықтың жетіспеушілігімен, қосалқы бөлшектер жасауға қажетті материалдардың жеткіліксіз ассортиментімен және білікті кадрлардың жетіспеушілігімен түсіндіріледі. Жинау қызметінің тиімділігін жоғарылату жөндеу жұмыстарын ұйымдастыру мен технологиясын жетілдіру арқылы жүзеге асырылады. Жинаудың экономикалық көрсеткіштерін арттыратын техникалық шаралар қатарына бөлшектерді қалпына келтіру мен қалпына келтірудің прогрессивті әдістерін қолдану және жөндеу жұмыстарын механикаландыру жатады. Механикаландыру жекелеген құрылғыларды қолдану арқылы жеке және ұсақ өндірісте (және жөндеу өндірісі де осындай) еңбек өнімділігін арттыруға мүмкіндік береді.
Дипломдық жұмыста мұнай өңдеу зауыттарында қолданылатын центрифугалық және поршенді сорғыларды жөндеу мәселелері (профилактикалық қызмет жүйесі, қосалқы бөлшектер өндірісін ұйымдастыру және жоспарлау, техникалық құжаттама, ірі қондырғы жөндеу әдісі, жөндеушілер еңбегін ғылыми ұйымдастыру) көрсетілген.
Зерттеу өзектілігі. Сорғыларды жинау, сондай-ақ олардың жекелеген қондырғыларын (муфталар, подшипниктер, корпустар, роторлар, толтырғыштар, жұмыс дөңгелектері, қорғаныш жеңдер, диафрагмалар, пломбалар, салқындату жүйелері және маймен қамтамасыз ету және т. б. ) жөндеу және қондыру практикасы түсіндіріледі. Сорғыларды пайдалануға дайындау, оларды іске қосу, тоқтату және күтіп ұстауға айтарлықтай көңіл бөлінеді.
Ортадан тепкіш сораптың білігін тығыздау үшін оның корпусынан шығатын жерінде соңғы бітеуіш қарастырылған, бұл сорылатын сұйықтықтың сораптан ағып кетуіне жол бермейді. Соңғы пломба - оның жұмысының сенімділігін сипаттайтын центрифугалық сорғының маңызды компоненттерінің бірі.
Жұмыс жағдайына байланысты келесі талаптар қойылады:
- сорғының әр түрлі параметрлері мен жұмыс жағдайындағы сенімділік және ұзақ мерзімділік;
- жұмыс ортасына қатысты коррозия мен эрозияға төзімділік; құрастыру мен бөлшектеу жеңілдігі;
- техникалық қызмет көрсетудің қарапайымдылығы мен төмен құны және өндіріс.
Ірі центрифугалық сорғыларда бұл талаптар көбінесе сальник пен механикалық пломбалармен қамтамасыз етіледі.
Жөндеуден кейін ортадан тепкіш сорғыларды жинау кезінде олар корпус қосқыштарының болттарын аздап тартады, роторды айналдырады, оның еркін айналуын тексереді, содан кейін олар түпкілікті қатайтуды жүргізеді және ротор корпустың ағын жолына тиіп тұрған-жатпағанын тағы тексереді.
Дипломдық жұмыста үлкен осьтік және центрифугалық сораптардың, сондай-ақ үлкен тік электр қозғалтқыштарының конструктивті ерекшеліктері мен техникалық деректері келтірілген. Бірнеше тарау жөндеу жұмыстарын ұйымдастыруға жәнеқұрастыру қондырғыларын пирогқа монтаждау технологиясына, сорғы қондырғыларын бөлшектеуге, жинауға және сынауға арналған. Жұмыстың маңызды орын қондырғылар, жабдықтар, сорғыларды жөндеу кезінде қолданылатын құралдар, сондай-ақ қауіпсіз еңбек жағдайларын ұйымдастырудың негізгі талаптары туралы ақпаратқа арналған.
1. Ортадан тепкіш сорғылар теориясыСорғылар - сұйық ортаның қысым ағыны жасауға арналған гидравликалық машиналар (қысым - бұл энергетикалық индикатор) . Бұл ағын сұйықтыққа ағын қуысында немесе сорғының жұмыс камерасында әсер етуі нәтижесінде пайда болады.
Сұйыққа күш әсерінің табиғаты бойынша динамикалық және ығысу сорғылары ажыратылады.
Динамикалық сорғыда сұйықтыққа күш әсері ағынның қуысында жүзеге асырылады, үнемі сорғының кірісі мен шығысымен байланысады.
Орын ауыстырудың оң сорғысында сұйықтыққа күш әсер етуі жұмыс камерасында пайда болады, ол оның көлемін мезгіл-мезгіл өзгертеді және сорғының кірісі мен шығысымен кезектесіп байланысады.
Динамикалық сорғылар герметикалық емес. Доңғалақ ағынды қуысқа орнатылған стационар болған кезде (яғни, сорғы жұмыс істемей тұрған кезде), сұйықтық кіруден шығысқа және керісінше, шығудан кіріске дейін іс жүзінде кедергісіз жүре алады. Ағып кетуіне байланысты динамикалық сорғылар жоғары қысымды дамыта алмайды. Бұл сорғылардың ағыны үнемі кіріс және шығыс жүйесімен байланыста болғандықтан және сұйықтық үздіксіз ағынмен берілетіндіктен, динамикалық сорғылар (көлемдікпен салыстырғанда) жоғары ағындарға ие. Сондай-ақ, ағып кетуіне байланысты динамикалық сорғылар (егер олар арнайы құрылғылармен жабдықталмаса) өздігінен сору қасиетіне ие емес. Бұл дегеніміз, егер сорғы сорылатын резервуардағы сұйықтық деңгейінен жоғары орнатылса, онда сорғыш құбыр мен сорғы ауамен толтырылған алғашқы сәтте сорғы қондырғы жасай алмайды. сұйықтықты көтеріп, жұмысты бастау үшін жеткілікті вакуум. Осыған байланысты динамикалық сорғыны қоспас бұрын сұйықтықты толтырып, одан ауаны шығару қажет.
Орын ауыстырудың оң сорғылары герметикалық, өздігінен тартылатын қасиеттерге ие және жоғары қысым жасауға қабілетті. Егер олар жұмыс камерасындағы ығыстырғыштың тамаша тығыздағышы болса, онда мұндай сорғы ерікті түрде жоғары қысым жасауға қабілетті болады. Бірақ оң ығысу сорғысы үнемі коммутациялық камералар режимінде жұмыс істейтіндігіне байланысты (әрқайсысы) камера сорғышқа, содан кейін сорғының шығысына мезгіл-мезгіл қосылады), ол динамикалық сорғымен салыстырғанда төмен ағынға ие.
Осылайша, динамикалық сорғылар салыстырмалы түрде төмен қысымда жоғары ағындарды беруге қабілетті. Позитивті жылжытатын сорғылар, керісінше, салыстырмалы түрде төмен шығын деңгейлерінде жоғары қысымды қамтамасыз етеді.
Орын ауыстырудың оң сорғылары көбінесе машинажасау гидравликалық жетектерінде қолданылады.
Сумен жабдықтау және су бұру мәселелерін шешуде, жұмыс операцияларын механикаландыру мақсатында динамикалық сорғылар жиі қолданылады. Жұмыс операцияларын механикаландыру осы процестерді басқаруды кейінгі автоматтандырудың алғышарттарын жасайды. Бұл жағдайда сорғы басқарылатын объектінің ең маңызды бөлігі болып табылады, өйткені ол объектінің сипаттамаларын қалыптастыруға айтарлықтай үлес қосады. Сондықтан сумен жабдықтауды және ағынды суларды бұру процестерін басқаруды автоматтандыру кезінде сорғының сипаттамаларын анықтау міндеті маңызды болып табылады.
Динамикалық сорғыларға қалақ сорғылары, электромагниттік және үйкелетін сорғылар жатады.
Қалақ сорғылары екі түрге бөлінеді: центрифугалық және осьтік.
Үйкеліс сорғыларына құйынды, бұрандалы, дискілі, реактивті сорғылар және т. б.
Сумен жабдықтау және ағынды суларды бұру саласында көбіне ортадан тепкіш сорғылар қолданылады.
Центрифугалық сорғыда сұйықтық дөңгелегі арқылы центрден тепкіш күштердің әсерінен орталықтан периферияға қарай қозғалады. Доңғалақ қалақтары лақтырған сұйықтық спиральды шығысқа, сосын қысым өткізгішке түседі. Спиральды шығыс дөңгелектен шығатын сұйықтықты ұстап қана қоймай, оның кинетикалық энергиясын ішінара потенциалды қысым энергиясына айналдыруға арналған.
Центрифугалық сорғылар келесі негізгі белгілері бойынша жіктеледі:
1) жұмыс органдарының орналасу, айналу немесе қозғалу осі бағытында: көлденең, тік;
2) жұмыс органдары мен тіректер құрылымдарының орналасуы бойынша: консоль, моноблок, аузы бар, ішкі тіректері бар;
3) сорғы кірісінің орналасуы бойынша: бүйірлік, осьтік, екі жақты кіру; 4) кезеңдер мен ағындар саны бойынша: бір сатылы, екі сатылы, көп сатылы, бір ағынды, екі ағынды, көп ағынды.
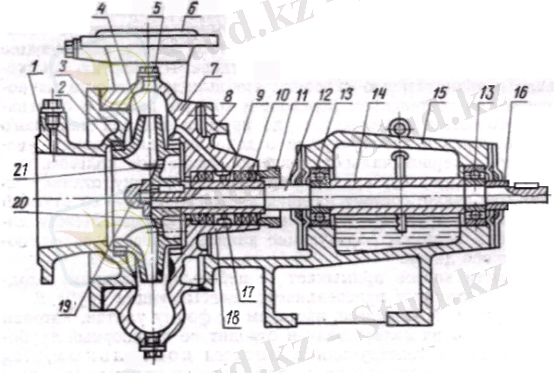
1-суретте центрифугалық сорғының көлденең қимасының көрінісі көрсетілген (көлденең, консольдық тип, осьтік кіріс, бір сатылы, бір ағынды) .
Дөңгелек 4 білікке 12 кілтпен орнатылған. Гайка 19 дөңгелекті осьтік бағытта бекітуге арналған. Білік сұйық маймен майланған екі дөңгелекті мойынтіректерге 13 орнатылған (көптеген сорғы конструкцияларында мойынтіректер маймен майды жағады) . Сорғыны тығыздау қондырғысы орауыш іздеушіден 20, орауыш безендіргіштен 10, гидравликалық тығыздағыш сақинадан 19 және май тығыздағыш қақпағынан тұрады. Орамның ізбасары корпусты қаптама қондырғысы орнатылған тозудан қорғауға қызмет етеді.
 Грундбукса - қола сатылы сақина.
Грундбукса - қола сатылы сақина.
1-сурет - Ортадан тепкіш сорғының секциялық көрінісі
1 - қақпақпен интегралданған кіріс (сорғыш) салалық құбыр; 2 - тығыздағыш сақина; 3 - қорғаныс сақинасы; 4 - жұмыс дөңгелегі; 5 - вакуумдық сорғының сору құбырын қосуға арналған тесіктерді жабатын тығын; 6 - шығу (шығару) салалық құбыр; 7 - спираль тәрізді дене; 8 - кронштейн; 9 - қорғаныс жеңі; 10 - орау; 11 - сальниктің қақпағы; 12 - білік; 13 - шарикті мойынтіректер (біліктің тіректері) ; 14 - аралық қаптама; 15 - май ваннасы бар тіреу тірегі; 16 - аралық жең; 17 - гидравликалық мөрдің сақинасы; 18 - сальниктің корпусы (сорғының корпусымен тұтас құю) ; 19 - жаңғақ; 20 - білікше; 21 - түсіру шұңқыры
2 - суретте 4 электродвигателінен, муфтадан 2 және центрифугалық сораптан 3 тұратын 4 сорғы қондырғысының жалпы көрінісі көрсетілген.
Тұтқырлығы мен химиялық белсенділігі, температурасы 85 oС дейін суға ұқсас қасиеттері бар суды (теңіз суын қоспағанда) және басқа сұйықтықтарды беру үшін сорғылардың келесі түрлері отандық өндірісте шығарылады:
1) K және KM типті консольдық және консольды-моноблокты сорғылар - көлденең, бір сатылы, бір бағыттағы кіру доңғалақтары бар;
2) кірісі екі жақты, ось бойынша бөлінген D типті қаптамалы бір сатылы сорғылар;
3) ОЖЖ типіндегі көп сатылы секциялық сорғылар;
ГОСТ-қа сәйкес центрифугалық сорғылардың маркаларына мыналар жатады:
а) сорғының түрін көрсететін бас әріптер;
б) сорғының шығынын көрсететін әріптерден кейінгі сандар, м3 / сағ;
в) қиғаш сызықтан кейін немесе сызықшадан кейінгі сандар, белгілеу
сорғы басы. Мысалы:
- К 8/18 - бір дөңгелегі бар консольды сорғы, бір бағыттағы сұйықтық кірісі, шығыны 8 м3 / сағ және қысым басы 18 м;
- KM 90/20 - шығыны 90 м3 / сағ және басы 20 м консольді моноблокты сорғы;
- D200-95 - екі жақты сұйықтық кірісі бар, шығыны 200 м3 / сағ және басы 95 м бір сатылы сорғы.
Сорғының жұмысы келесі негізгі параметрлермен сипатталады: ағынның жылдамдығы, басы, қысымы, қуаты, тиімділігі және жылдамдығы.
Сорғының шығыны Q (м3 / с) - бұл қысым (шығыс) тармақ құбыры арқылы уақыт бірлігінде өтетін сұйықтықтың көлемі.
Сорғының шығыны ағын аймағының және жұмыс жасайтын элементтің геометриялық өлшемдеріне және оның қозғалу жылдамдығына, сондай-ақ сорғы ішіндегі сұйықтықтың ағызу мен сору аймақтары арасындағы ағып кетуіне байланысты.
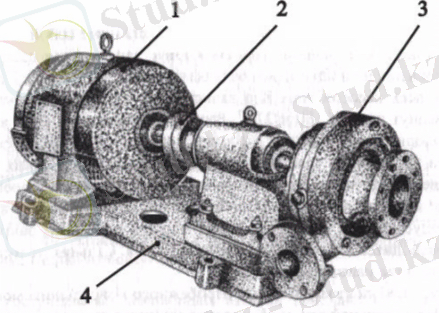
2-сурет - Сорғы қондырғысының жалпы көрінісі
Сорғының басы H (m) - бұл сұйықтық сорғыдан өткенде алатын меншікті (салмақ бірлігіне) энергия.
Еліміздің өркендеуіне жастарды тәрбиелеу арқылы зор үлес қосып келе жатқан Алматы телекоммуникация және машина жасау колледжі сексен жыл бойына білімді, білгір жұмысшы азаматтарды тәрбиелеп шығаруда. 80 жасы бар колледжіміздің тарихына үңілсек, 1940 жылы 2 қазанда Кеңес одағының Жоғары Кеңесінің шешімімен Кәсіптік-техникалық білім саласы ретінде жұмыс жасап бастады.
КСРО Жоғары кеңесі Төралқасының 1940 жылғы 21 қазанындағы Қаулысына сәйкес №4 фабрика-зауыттық оқудың байланыс мектебі негізінде №8 байланыс қолөнер училищесі құрылды. Колледж 76 жылдық ғұмырында бірнеше рет уақыт талабына сай аты өзгертілді.
2013 жылы КМҚК «Алматы телекоммуникация және машина жасау колледжі» атауына ие болды. АТжМК жалпы орта білім және бастауыш кәсіптік білім бағдарламаларын жүзеге асырып, түрлі мамандықтар негізінде жоғары деңгейдегі білікті жұмысшы мамандар дайьндауды қамтамасыз ететін білім мекемесі.
Білікті жұмысшы мамандар даярлайтын АТжМК мамандықтары мен кәсіптері Қазақстан Республикасының бастауыш кәсіптік білім берудің кәсіптер тізбегіне сай белгіленген.
АТжМК бүгінгі күні 28-ден астам оқу аудиторияларымен жабдықталған, олардың ішінде 16-сы жалпы білім беру пәндерінен, 8-і оқу-өндірістік шеберханалары, заманауи 4 компютерлік сыныптар, 1 спортзал, 1 жаттығу залы, 150 орындық асхана, жалпы қоры 3-нан аса кітаптары бар кітапхана жұмыс жасайды.
Білімалушылардың өндірістік практикасын толыққанды өткізу мақсатында колледж көптеген мекемелермен келісім шарт жасады. Өндірістік практика нәтижесінде білімалушыларға біліктілік және санат дәрежесі беріледі.


1. 1Ортадан тепкіш сорғылардың роторларын жинау
Ротор тіреуішке және қысқышқа, қысқыш оның жұмыс істемейтін мойнын ұстап тұратындай етіп қойылады. Роторды өз осінің айналасында айналдыруға болады, бұл оны бөлшектеуге және ыңғайлы жағдайда екі ұшынан жинауға мүмкіндік береді. Роторды оның осі орнатылған J орталықтарына сәйкес келгенше гидравликалық тіреуішпен көтеруге немесе түсіруге болады.
Көп жағдайда роторды корпуста центрлеу кезінде сорғының құрастырылуы кезінде біліктің статикалық ауытқуын ескеруге болады. Сорғының жұмыс режиміне байланысты өзгеретін күштерден, яғни гидравликалық ығысу күштерінен және ротордың теңгерімсіздігінен туындаған ауытқулар тығыздағыштың минималды саңылауында болуы керек. Әйтпесе, тығыздағыштар тез тозады және сорғы дұрыс жұмыс істемейді. Теңгерімсіздікке төзімділіктің таңдалған мәні үшін центрден тепкіш күштерден ауытқуды анықтағанда, резонанс дәрежесінен алынған пайда ескерілуі керек. Осылайша, білік тек берік емес, сонымен қатар жеткілікті қатты болуы керек.
Центрифугалық сорғылардың қысқа роторларын жинауға арналған стенд-тік қысқыш құрылғыдан және призмасы қозғалмалы тіректен тұрады. Ұзын роторларды жинау үшін, білікті көлденең күйде бекітуге арналған қысқыштардан және биіктігі бойынша реттелетін қозғалмалы призмалардан тұрады.
Орталықтан тепкіш сораптарды қайта жинау сорғыны бөлшектеуді, барлық бөлшектер мен тораптарды тексеруді, консервант майын кетіру үшін оларды керосинмен шайып тастауды, сорғы бөлшектері мен мойынтіректердегі саңылауларды тексеруді, майлау және салқындату жүйелерін тексеру, құрастыру және реттеу, сорғыны жинау және оны туралауды қамтиды.
Орталықтан тепкіш бір корпусты сораптар үшін күрделі жөндеу роторды мойынтіректермен және корпустың тығыздау сақиналарымен ауыстырудан тұрады. Бұл жағдайда роторды құрастыру және білік журналдары бойымен мойынтіректерді алдын-ала реттеу насостарды жөндеуге арналған алаңда (цехта) механикалық шеберханада жүргізілуі керек.
Үлкен бір сатылы центрифугалық сорғылардың роторларын бөлшектеу және жинау үшін суретте көрсетілген құрылғыны қолданыңыз. Бөлшектелетін ротор J жылжытқышына және буданың тірегіне орнатылған. Траверса өзекше бойымен қозғалады және жұмыс дөңгелегінің ұшына тіреледі. Гидравликалық жетекті қосқаннан кейін, гидравликалық цилиндрдің өзегі біліктің ұшына тіреледі, соның арқасында доңғалақ одан шығарылады. Құрылғы тірекке орнатылған.
Қозғалтқыштың статорынан роторды шығарған кезде келесі ережелерді сақтау қажет:
- роторды статордың шығатын ұштарына қарама-қарсы бағытта алып тастау керек;
- жойылған ротордың осі статор осінің жалғасы болуы керек.
Итергіш подшипник негізінің кептелген төсеніштері басу арқылы босатылады. Егер мойынтіректің жеңі немесе ротордың өзегі білікке жабысып қалса, өзекті кейіннен экструзиялау үшін жеңді кесуге болады.
Қозғалтқышты бөлшектегеннен кейін, бас тартылған, жарамды және жөндеуді қажет ететін бөлшектер мен құрастыру қондырғыларының ақауларын анықтау тізімі жасалады. Күрделі жөндеу кезінде міндетті түрде ауыстыруға жататын бөлшектердің тізбегі қозғалтқыштарды күрделі жөндеуге арналған техникалық жағдайда көрсетілген.
Ақауларды анықтау нәтижесінде бөлшектер топтарға бөлінеді:
1) жарамды, жөндеусіз бөлшектер;
2) жаңа немесе қалпына келтірілген бөлшектермен үйлескенде ғана жарамды бөлшектер;
3) ақаулары бар және қалпына келтіруге жататын бөліктер;
4) кем дегенде бір жөнделмейтін ақауы бар бөлшектер.
1. 2 Ортадан тепкіш сораптардағы домалақ мойынтіректерінің мерзімінен бұрын бұзылуы және оларды жинау бойынша ұсыныстар
Дөңгелектер жинау алдында жеке теңдестіру керек. Монтаждан кейін көп сатылы сорғының роторы қосымша статикалық теңгерімге ұшырайды. Ортадан тепкіш сорғы өшірілген кезде сақталуы керек.
Роликті мойынтіректер центрифугалық сорғыларда кеңінен қолданылады. Келесі ақаулары бар мойынтіректерді пайдалануға рұқсат етілмейді:
1. сақиналар мен илемдеу элементтеріндегі жарықтар, металдың сынуы және түсінің өзгеруі;
2. сақиналардың жүгіру жолдарындағы ойықтар мен іздер (тесіктер) ;
3. жай көзге көрінетін, домалайтын элементтердің бетіндегі коррозия шұңқырлары, тырнақтар мен ойықтар;
4. тордың жарықтары, жетіспейтін немесе борпылдақ торлар;
5. дөңгелектердің жұмыс беттерін көрнекі сатылы дамыту.
Доңғалақты мойынтіректерді тексерген кезде радиалды және осьтік саңылауларды тексеріңіз. Радикалды саңылау теру индикаторы көмегімен арнайы құрылғыда анықталады.
Подшипниктің ішкі сақинасы конустық шайбаның табағына бекітіледі және индикатор көрсеткіштерінің айырмашылығына сәйкес сыртқы сақинаны индикаторға және одан жылжытқанда радиалды саңылау анықталады. Подшипниктің радиалды саңылауының мәні үшін бір сақинаның екіншісіне қатысты 90 градусқа айналуымен 4 өлшеудің орташа арифметикалық мәні қолданылады.
Ішкі диаметрі 50 мм дейінгі мойынтіректер үшін радиалды саңылау 0, 1 мм-ден асатын болса, подшипниктер ауыстырылады, диаметрі 50-100 мм диаметрі 0, 15 мм және диаметрі 100 мм-ден 0, 2 мм.
Доңғалақты мойынтіректердің осьтік саңылауы басқа құрылғыдағы индикатормен анықталады. Подшипник дөңгелектерінің бірі - ішкі немесе сыртқы, құрылғыға бекітіледі және индикатор көрсеткіштерінің айырмашылығына сәйкес, еркін сақина төменнен жоғары күйге жылжытылған кезде мойынтіректің осьтік саңылауының мәнін анықтайды.
Ортадан тепкіш сорғының жұмыс дөңгелегінің пломбасы ротор мен статор арасындағы саңылау арқылы қысым басынан сорғыш жағына судың ағуын азайту арқылы көлемдік ысыраптарды азайтуға және тиімділікті арттыруға қызмет етеді. Доңғалақтың тығыздағышы үшін саңылау типті жанаспайтын тығыздағыштар қолданылады. Олардың тығыздағыш әсері кішігірім радиалды клиренсі бар сақина дроссельдерінің гидравликалық кедергісін пайдалануға негізделген. Радиалдысорғының айналмалы және қозғалмайтын элементтерінің металл жанасуынсыз сенімді құрастыру мен жұмыс қамтамасыз етілген жағдайда, алшақтық минималды болып саналады.
Цехтаралық коммуникациялардың тораптарын (коллекторларды, тістерді, құбыр бөліктерін дәнекерлеу) жинау орындарында, ал кейбір жағдайларда - жергілікті жерлерде траншеяларда жүзеге асырылады. Екі жағдайда да, құбырлар жердегі немесе құрылыс қоқыстарымен бітеліп қалмауы керек, бұл жүйеде суды айналдыру кезінде компрессорлардың, қозғалтқыштардың, тоңазытқыш қуыстарының сыртқы кеңістігінің ластануына және центрифугалық сорғылардың айналмалы бөліктерінің бұзылуына әкеледі.
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz