Көлденең сүргілеу станоктарының құрылысы, мақсаты және қолданылуы: бөлшектерді дайындаудың технологиялық процесі

 Қазақстан Республиксы Ауыл С. Сейфуллин атындағы Қазақ
Қазақстан Республиксы Ауыл С. Сейфуллин атындағы Қазақ
шаруашылық Министрлігі агротехникалық университеті
Кафедра Технологиялық машиналар және жабдықтар
ЕСЕП
ТАҚЫРЫБЫ: Көлденең сүргілеу станоктарының құрылысы, мақсаты және қолданылуы. Бөлшектерді дайындаудың технологиялық процесі.
Нұр-Сұлтан 2020
Мазмұны
1. Көлденең сүргілеу станоктарының құрлысы . . . 3
2. Көлденең сүргілеу станоктарының құрлысы мақсаты және қолданылуы . . . 4
3. Сүргілеудің негізгі сұлбалары . . . 6
4. Көлденең сүргілеу станоктын классификациясының жіктемесі . . . 16
5. Көлденең сүргілеу станоктарында дайындамаларды өңдеу . . . 18
Қортынды . . . 19
Әдебиеттер тізімі . . . 20
1. Көлденең сүргілеу станоктарының құрлысы
Көлденең сүргілеу станогы - ағаш материалдарының бетін өңдеуге арналған станок. Дайындама материалдрына керекті өлшемдері бойынша форма беріп кесуге болады. Бұл станок түрін пайдалана отырып, дайындама материаларының бетін тегістейді.


Корвет 24 Logosol DH 410


MB 504 Корвет 23
Технкалық сипаттамасы:
Қуаттылығы (Мощность) - 1100 Вт
Жоңғыш тістерінің айналу жылдамдығы - 4000 об. /мин.
Дайындаманың ең үлкен ені (максимум) - 250 мм
Дайындаманы сүргілеудің ең(максимум) тереңдігі - 5 мм
Дайындаманы өңдеу кезіндегі ең үлкен (максимум) қалыңдығы - 190 мм
Салмағы - 148 кг
Сүргілеу станоктары бойлық-сүргілеу және көлденең сүргілеу болып бөлінеді. Оларды қалыптаудың басқа технологиялық әдістерімен салыстырғанда қолдану құрылымның қарапайымдылығына және кесу құралының төмен құнына байланысты экономикалық тұрғыдан тиімдірек.
7307тд моделінің көлденең сүргілеу станогы ( сур. 1) - шағын және орта бөлшектерде 720 мм беттік ең үлкен жүгірткі бар кескішпен өңдеуге арналған. Машина жеке және шағын өндірісте қолданылады.
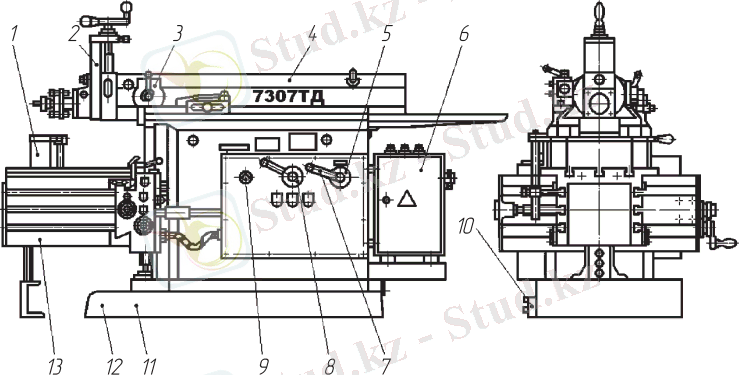
Сур. 1. Жалпы түрі көлденең сүргілеу станогы моделі 7307тд
1 - жоңқа жинағыш; 2 - суппорт; 3 - тік беру тетігі суппорт; 4 - жүгірткі; 5 - жылдамдық қорабы; 6 - электрошкаф; 7 - жылдамдықты ауыстырып қосу механизмі; 8 - беру қорабы; 9 - ықтырмалы механизм; 10 - орталықтандырылған майлау; 11-станина; 12-крестчина; 13-үстел
Көлденең жоспарлау машиналарының орналасуы қарапайым және ықшам. Станок үстелінде 450 x 710 мм көлденең жұмыс беті бар және көлденең осьтің айналасында ±90° бұрышқа бұрыла алады . Калипперді ±60°бұрышқа бұруға болады.
Станокта сегіз жылдамдықтағы иінді механизмнен механикалық жүгірткі жетегі бар, екі рет жүру саны минутына 10, 6-дан 118-ге дейін және 25 көлденең үстелдің берілісі екі рет жүру үшін 0, 2-ден 5, 0 мм-ге дейін, станоктың дизайнымен қамтамасыз етілген металл кесу жылдамдығы екі рет жүру жиілігі мен жоспарлау ұзындығына байланысты 1-ден 68, 3 м/мин-ге дейін. Шығындарын азайтуға жұмсалатын уақыт оралуға арналған кескіштің бастапқы ереже қол жеткізіледі деп жылдамдығы идеалды бос жүріс көп жылдамдығы жұмыс. Кілтсіз ойықтар, саңылаулы тесіктер және т. б. сияқты беттерді алу үшін машина 250 мм кесу кезінде рұқсат етілген ең үлкен соққымен бұрғылау басымен жабдықталған.
Станоктың негізгі бөліктері-станина, жүгірткі, үстел, калиппер, жылдамдық қорабы, сахна механизмі және беріліс қорабы.
Станина үстінде "Қарлығаш" түрінде көлденең бағыттағыштары бар қорап тәрізді пішіні бар, оның бойымен жүгірткі оның алдыңғы ұшына бекітілген калиппермен тікелей өзара жылжиды. Калиппердің кескіш ұстағышында кескіш бекітілген. Төсек іргетас плитасына бекітілген, ол бір уақытта май ыдысы ретінде қызмет етеді.
Жылдамдық пен беріліс қораптары, жылдамдықты ауыстыру механизмі және редуктордың айналмалы қозғалысын жүгірткінің аудармалы қозғалысына айналдыратын және станоктың негізгі қозғалысының жетегінің негізі болып табылатын доңғалақ механизмі орналасқан. Жүгірткі соққысының ұзындығы сахна саусағының айналу радиусын өзгерте отырып, сахна тасының бағыттаушы рельстер бойымен жылжуымен реттеледі.
Кескішті бүктеу және бөліктің өңделген бетін кескіштің артқы бетіне сызат түсірмеу үшін, жүгірткінің кері соққысы кезінде кескішті автоматты түрде бүктеудің арнайы механизмі бар. Негізгі жетектің электр қозғалтқышы жылдамдық қорабының айналмалы қозғалысын, ал ол арқылы редуктордың әр айналымы үшін жүгірткі жұмыс соққысынан тұратын бір қос соққыны жасайды, онда металл қабаты кесіліп, кері жұмыс істемейді, онда кескіш жұмыс кезінде бастапқы қалпына келтіріледі, жүгірткіні қажетті ұзындыққа орнатудан басқа. және минутына Қос қозғалыстардың саны, жүгірткіні қажетті жерде өңдеуді қамтамасыз ететін жүгірткінің шығуын орнату керек.
Суппорт (кескіш бас) айналмалы шеңбермен сырғытпа бойымен центрленеді және алдыңғы жағынан қысқышпен бекітіледі айналмалы шеңберде бағыттаушы рельстер бар, олар арқылы суппорт слайдтары қозғалады, суппортқа қолмен де, автоматты түрде де жеткізуге болады.
Алдыңғы ұшында тегіс тік бағыттағыштар бар, олар арқылы Крестчина қозғалады, үстел көлденең бағыттаушы бойымен қозғалады, бұл үстелге бекітілген дайындаманың тік және көлденең бағытта қозғалуына мүмкіндік береді. Бойлық және көлденең беру автоматты түрде беріліс қорабымен, тік беру - калипперді автоматты түрде беру механизмімен жүзеге асырылады.
Станоктың жылдамдық қорабында үш білік бар. Электр қозғалтқышынан сына берілісі арқылы айналу жетек шкивіне хабарланады, крутящий моментті жетек шкивінен жылдамдық қорабының біліктеріне беру, сондай-ақ жылдамдық қорабының механизмін қосу және ажырату екі электромагниттік муфтамен жүзеге асырылады. Жылдамдықты ауыстыру механизмі-селективті әрекет.
Кесте беру және көлденең және тік бағытта жылдам қозғалу беріліс қорабын қамтамасыз етеді. Калиппердің механикалық тік берілуі қосымша опция болып табылады және оның механизмі жүгірткінің бүйірінде орналасқан. Ол калипперді тек бір бағытта - төменге жылжытады. Бұл жүгірткінің кері соққысы кезінде доңғалақ дөңгелегі бар камера-рычаг механизмінің көмегімен жасалады. Храповое дөңгелегі бар реттелетін айналу шамасы механизмі тік беру калибрлі жұмыс істейді тек барысында жүгірткі 150 мм-ден астам.
Үстел өңделетін бөлшектерді орнатуға және бекітуге қызмет етеді. Бөлшектер үстелге Т-тәрізді ойықтарға кіретін болттармен бекітіледі үстелге Орнатылатын ұсақ бөлшектер көлденең және көлденең тірекпен бірге қолмен Орнатылатын тік қозғалысқа ие, сонымен қатар үлкен кесу күштерімен механикалық үзіліссіз және үздіксіз жеделдетілген қозғалыс қолданылады. көлбеу беттерді жоспарлау үшін үстелдің алдыңғы жиегін қолдайтын биіктігі реттелетін стенд қолданылады. Жұмысшыны жұмыс кезінде ұшып кететін чиптерден қорғау және оны жинау үшін қырыну жинағы қолданылады.
Станоктың кинематикалық схемасы 7307тд (сурет. 2) 7305, 7305т, 7305тд, 7307г, 7307гт, 7307тд модель станоктарының схемаларына сәйкес келеді, тек айырмашылығы-алғашқы үшеуінде ең үлкен жүгірткі 510 мм құрайды.
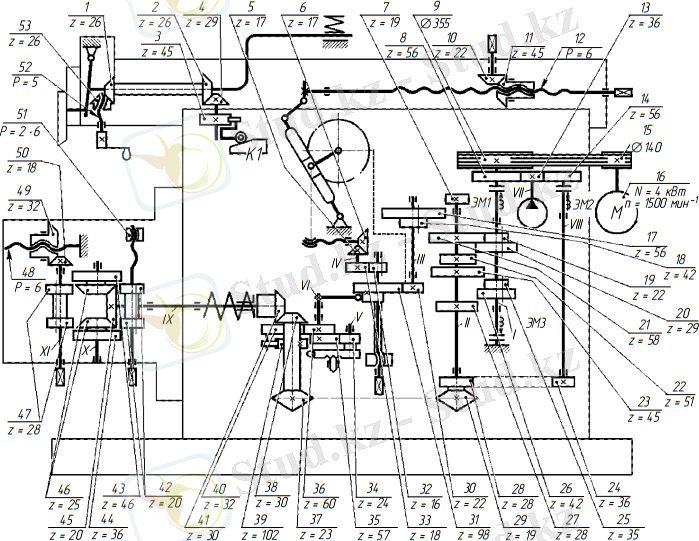
Сур. 2. 7307тд моделінің көлденең сүргілеу станогының кинематикалық схемасы
Негізгі қозғалыс жетегі 16 электр қозғалтқышынан басталады, содан кейін 15-9 сына белдігі беріледі. Крутящий моментті беріліс қорабының біліктеріне 9 жетек шкафынан беру және жылдамдық қорабының механизмін қосу және өшіру I білікке орнатылған екі эм1 және ЭМ3 электромагниттік муфталарымен (тежегіш) жүзеге асырылады. I жетек білігі 19-20 және 25-26 редукторлардың екі жылжымалы блогын өткізеді, ал II білікке бес бекітілген беріліс орнатылған 7, 21, 22, 23, 27. Бірінші білікке оны төрт түрлі жолмен қосуға болады: 19-21 немесе 20-22 немесе 25-23 немесе 26-27. III білікке орнатылған 17-18 Қос блокты қолдана отырып, алынған төрт білік жылдамдығы z = 225, сегіз жылдамдықты доңғалақ редукторына байланысты 30 цилиндрлік доңғалақ арқылы хабарланады.
Осылайша, жалпы түрдегі негізгі қозғалыс тізбегінің кинематикалық тепе-теңдік теңдеуі келесідей:
nдв. ход = 1500 • 140/355 • 0, 985 × 22/58 (29/51, 35/45, 42/28) • 19/56 (58/42) • 22/225.
Жұмыс істейтін жетек 31 редукторының астында орналасқан камерадан басталады, ол VI білігін 36 редукторымен, 40 редукторды осьпен және оның үстіндегі итпен айналдырады. Ит 40 редукторын бір жағына бұрған кезде, 39 роторлы доңғалақты тістерімен бұрайды, ал кері бұрылған кезде, роторлы доңғалақтың тістерімен сырғанайды, осылайша беру тек жүгірткінің кері соққысы кезінде жүзеге асырылады. Әрі қарай, қозғалыс 39-41, IX білігі, 45 және 46 конустық доңғалақтардан 42 Қос редукторды ауыстыру арқылы үстелдің көлденең қозғалысы, ал 47 блок - үстелдің көлденең қозғалысы. Азықтандыру мөлшері ит ұстап алатын ратчет дөңгелегінің тістерінің белгілі бір санын жабу және ашу арқылы реттеледі.
Үстел мен көлденең бөліктің жеделдетілген жетегіне жылдамдық қорабы кірмейді. 9 жетек шкивінен тікелей қозғалыс 8 дөңгелекке беріледі, содан кейін VII білікке циркуляциялық майлау сорғысы мен 14 доңғалағына орнатылған 13 доңғалақ VIII білікке беріледі, бұл доңғалақтар қозғалтқыш 16 қосулы кезде үнемі айналады. Эм2 ілінісі қосылғаннан кейін дөңгелектер 24-28 және тізбекті беріліс 29-37 айнала бастайды, содан кейін 38-41 конустық жұптан қозғалыс олардың жеделдетілген қозғалысын белгілей отырып, тіреуіш пен үстелдің қозғалыс механизміне өтеді.
Жұмысты орындау үшін станокты баптау мынадай тәртіппен жүргізіледі:
-минутына екі рет жылжудың қажетті санын реттеңіз;
-жүгірткінің ұзындығын иінді тұтқаны айналдыру арқылы реттеңіз;
-үстелдің көлденең және тік берілістерінің көлемін реттеңіз;
-егер сізде тиісті құрылғы болса, калибрдің Автоматты берілуін реттеңіз;
-көлбеу жазықтықтарды жоспарлау кезінде калибрді қажетті бұрышқа бұраңыз.
Станокты майлау жүйесі жылдамдық қорабын, беріліс қорабын, жылдамдықты ауыстыру механизмін, жүгірткіні май сорғысынан VII білікке бағыттаудан тұрады (сур. 3) және саңылаулар арқылы шприцпен және қолмен суарумен толтырылған пресс-майлармен мерзімді майлау.
Майлау материалы ретінде ГОСТ 20799 И-30А индустриялық майы қолданылады.
2. Бойлық-сүргілеу станоктары
Кросс-сүргілеу машиналары шағын және орта бөлшектерді өңдеуге арналған (450 х 750 мм-ден асатын аз мөлшердегі көлденең-сүргілеу станоктарының үстелі), бойлық-сүргілеу станоктары салмағы 200 тоннаға дейінгі бөлшектерді өңдеуге мүмкіндік береді. 5) . Бір жақты станоктарда өңдеуді қажет етпейтін бір жағынан шығатын элементтері бар дайындамаларды өңдеуге болады.
Пластмассадан жасалған үлкен ұзындықтағы үлкен бөліктердегі әртүрлі профильдегі бойлық ойықтарды өңдеуге арналған және үстелдің бағытымен, максималды жоспарлау енімен және аспаппен траверсті көтеру биіктігімен сипатталады. Бұл параметрлердің максималды мәні сәйкесінше 12, 500 х 6000 х 4500 мм құрайды. Станокта бір уақытта орташа өлшемді бөлшектерді өңдеуге болады, үстелге қатарларға орнатылған машиналар жеке және шағын өндіріс жағдайында пайдалануға арналған.
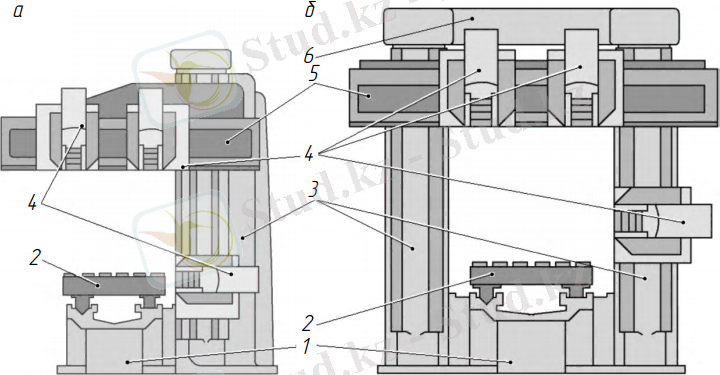
Сур. 3. Бойлық-сүргілеу станоктарының схемалары: а - Бір тіректі; б-екі тіректі
Тегістеуіш калибрлерден басқа, станоктың технологиялық мүмкіндіктерін кеңейтетін Фрезерлік, бұрғылау және Тегістеу бастары жиі орнатылады. Ауыр бөлшектерді жоспарлау үшін станоктар көбінесе бекітілген үстелмен және құралмен қозғалатын порталмен жасалады.
Бойлық-сүргілеу станогының негізгі тораптары 7а110, 7а112, 7а116 және екі тіректі 7а210, 7а212, 7а216 үлгілерінің бір тіректі станоктары болып табылады:
-тегіс және V-тәрізді бағыттаушысы бар 1 ;
-бағыттауыштарға пластмасса немесе қола жапсырмалары бар 2-үстел;
-3 байланыстырушы арқалығы бар 6 тіреулер (екі тіректі тіректерде) ;
-бағыттаушы тіректер бойымен жылжи алатын крестчин немесе траверс 5;
-калипперлер (немесе калипперлер) тік және бүйірлік 4;
-калипперлерді беру қораптары;
-кесте жылдамдығы қорабы;
-басқару пульті;
-электрошкаф;
-көмекші механизмдер.
Бір реттік станоктар ашық өңдеу аймағымен ерекшеленеді, калипперлері бар крест тіректің бағыттаушылары бойымен қозғалатын консольге бекітіледі. Машиналардың кинематикалық схемасының кейбір ерекшеліктері бар.
Тік калипперлер көлденең рельстер бойымен, ал бүйірлік тіректер тік бағыттаушы тіректермен қозғалады. Көлбеу беттерді жоспарлау үшін калипперлерді көлденең оське қатысты ±60° бұруға болады .
Бойлық жоспарлағыштағы негізгі қозғалыс-бұл электр немесе жылдамдық үшін екі диапазонды жылдамдық қорабы арқылы тұрақты электр қозғалтқышынан үстелдің өзара қозғалысы. Жылдамдықты реттеу қадамсыз және сіз 2-ден 80 м/мин-ге дейінгі кез-келген жылдамдықты ала аласыз. Басқару жүйесі кескішті біркелкі жылдамдатуға және кесуге, жылдамдықты арттыруға және кескіш шыққан кезде тежеуге мүмкіндік береді. Үстел шықпауы үшін арнайы тежегіш құрылғы бар.
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz