Химия өнеркәсібіндегі бақылау-өлшеу құралдары мен автоматтандыру: гидротазалау процестерінің аспаптық және технологиялық негіздері

БАҚЫЛАУ - ӨЛШЕУ ҚҰРАЛ ЖӘНЕ АВТОМАТТАНДЫРУ ПРОЦЕССІ
Химия өнеркәсібінде механикаландыру кешеніне және автоматтандыруға көп көңіл бөлінеді. Бұл - технологиялық процесстердің жүруінің үлкен жылдамдығымен, күрделілігімен, режимді бұзудың, жұмыс жағдайының зияндығымен, қайта өндірілген заттардың жарылыс және өрт қаупінің тууымен түсіндіріледі.
Өндірісті механикаландыру барысында ауыр еңбек жеңілдетіліп, жұмысшылар саны қысқарып, еңбек өнімділігі артады.
Механикаландыру деп ауыр қол еңбегін жеңілдетуге бағытталған механизмдер мен машиналарды енгізуді айтамыз.
Аппараттардың жүктемесінен, машиналар қуатының күшеюіне, өнеркәсіп аумағының ауырлығына, қысымның, температураның және химиялық реакция жылдамдығына байланысты қол еңбегін механикалық өнеркәсіпте пайдалану тиімсіз. Өйткені тәжірибелі жұмысшының өзі де, процесстің нормасынан ауытқу жағдайда тез арада икемделіп, әрекет жасай алмайды. Осындай жағдайлар салдарынан өрт, жарылыс апаттары болуы қаупі бар.
Өнеркәсіптің дамуына - адам организмінің мүмкіндігінің шектеулігі, адамның тез шаршауы, қоршаған ортаның өзгеруіне және түсіп жатқан ақпараттардың мөлшеріне дер кезінде көңіл аудармауы, жағдайды субьективті бағалау сияқты факторлар кедергі келтіреді.
Адамзатты өндірістегі еңбектен босататын, технологиялық процесстерді, механизмдерді машиналарды басқаруды автоматтандыратын, машина өндірісінің жаңа түрі - автоматтандыру заманы келді. Автоматтандыру өндірістің тиімділігін арттырады. Сонымен қатар өнімнің санынының, сапасының өсуін арттырып, шығарылған өнімнің арзан болуына септігін тигізеді.
Автоматтық қондырғыларды енгізу арқылы өнімнің сапасы артып, қалдық азайып, сапасыз өнім саны қысқарып, шикізат пен энергияны үнемделіп, жұмысшылар саны қысқарып, құралдардың көп уақытқа шыдауына қол жеткізіледі.
Арнайы автоматтық құралдарды енгізу жабдықтарды апаттан сақтайды және атмосфераны, су қойнауларын өнеркәсіп қалдықтарының ластануынан қорғайды.
Химиялық технологияның кешенді автоматтандырылуы түрлі автоматтық жабдықтармен қамтамасыз етілген процесстердің автоматты түрде енгізілуін қамтамасыз етіп қоймай, жөндеу жұмыстарына арналған жабдықтарды қауіпті жағдайларда автоматты түрде қосу және тоқтатуды автоматты түрде басқарады.
Өндірісітік процесстерді автоматтандыру техникалық прогрестің жетекші бағыты, қоғамдық еңбектің өнімділігін ұлғайтудың неғұрлым тиімді жолдарының бірі және мемлекеттің экономикалық саясатының маңызды бағыты болып табылады.
Өндірістік процесстерді автоматтандыру технологиялық құрал-жабдықтар жұмысының дәлірек, сенімдірек және сапалық болуына септігін тигізетіндігі, ұтымды технологиялық процесстер жасауға мүмкіндік беретіндігі белгілі. Бұдан бөлек, ол өндіріс пен еңбекті ұйымдастыруды сондай-ақ кәсіпорындардың ұйымдық құрылымның жетілдірудің тиімді құралы болып табылады.
Операциялар мен процесстерді автоматтандыру сонымен қатар едәуір экономикалық тиімділік алуға мүмкіндік береді. Автоматтандырудың экономикалық тиімділігі көп жағдайда бұрыннан келе жатқан құрал-жабдықтар мен технологияларды модернизация жасаумен, сандай-ақ жаңа құрал-жабдықтар мен жаңа технологиялық процесстерді жасаумен байланысты.
Автоматтандырудың маңызды міндеттердің бірі өнім бірлігіне жұмсалатын материалдық және еңбек шығындарын төмендету, яғни өнімнің өзіндік құнын төмендету болып табылады.
Әр түрлі өндірістік процесстер мен операцияларды автоматтандыру нәтижесінде өнім бірлігіне жұмсалатын шығындарды төмендету әр алуан факторлар: қызыметкерлердің босатылуы, жоғалымдардың немесе материалдар жұмсалуының қысқаруы, өнім өндіру көлемінің ұлғаюы, құрал-жабдықтар жұмысын жөндеу арқылы кезеңін және қызымет ету мерзімінің ұлғаюы және тағы басқа есебінен жеткізілетін іс-тәжірибе көрсетті.
Автоматтандыруға жұмсалатын шығындар автоматтандырудың таңдап алынған схемалары және көлеміне автоматика құралдарының құнына және тағы сол сияқты байланысты.
Біріңғай агрегатты жүйенің регуляторлар және басқада приборлардың пайда болуымен реттеудің көп контурлы жүйелерді қолдана бастады. Тікелей технологиялық қондырғылар орналастырылатын, мұнай өнімдерінің сапасына ағынды бақылау жасаудың үздіксіз автоматты приборлары пайда болды. Бұл технологиялық параметрлерге өнімдердің сапасын көрсеткіштері жағынан әсер ету арқылы реттеудің көп контурлы жүйелерін іске асыруға мүмкіндік береді.
Процесс параметріне бақылау жасау үшін жеке приборларды қондырғының көтеген нүктелерінде қолдану кешенді автоматтандыру жолындағы кедергі болып табылады, прибор қалқандардың өлшемдері ұлғаяды, соның салдарынан операторларға олардың көрсеткіштеріне қадағалау қиынға соғады. Бұл кемшілікті жою үшін бақылау қалқанына орналасқан технологиялық процесстің микросхемаларына монтаждалатын аз өлшемді приборлар қолданыла бастады. Бұл олардың көрсеткіштеріне бақылау жасауды жеңілдетіп, қалқандардың өлшемдерін қысқартады
Шикізат насостары
Фракция шикізаты 62 - 195ºС екі ағыммен сутегі газымен араластыру үшайырына беріледі. Шикізат шығыны және айналымдағы сутекті саны насостарды жүктемеу үшін бірқалыпта сақталады.
Содан кейін шикізат екі ағымға бөлінеді. Ауысу түтініне түсетін шикізат температурасы бақыланады, өйткені 195ºС жоғары шикізат құрамының ауырлауы, коксты катализаторда қалдырады, кокстың катализаторда қалдырылуы реакция режимі қызметінің қысқаруына әкеледі. 60ºС -дан төмен бензиндерде қайнау барысында хош иісті көмірсутегіне айналатын циклондар да, алкандар да болмайды, оның орнына тек көмірсутекті газға айналатын саны алтыдан төмен көміртекті атомдар болады. Бұл қондырғының жүктемесін, газдың шығуын арттыратын балласты фракциялар.
Шикізатты жылуауыстырғыш
Жылуауыстырғыштарда шикізат газөнімдерінің қоспасының қарсы ағымымен 235---340ºС температурасына дейін қыздырылады. Газ шикізат қоспасының температурасы жылуауыстырғыштан кейін бақылауға алынады, өйткені сутазалау блогында жылуауыстырғыш ерекше. 1-шіден ыстық ағым коррозия кезінде өте ыстық және құбыраралық жазықтыққа, құбырға бағытталады. 2-шіден жылуауыстырғыш токқа қарсы принципі бойынша құрастырылады. Бұл белгілі конструктивті ерекшеліктерге байланысты.
Гидротазарту блок пештері .
Жылуауыстырғыштан кейін газ шикізат қоспасы қосылып, реакцияның температурасын 315-400 градусқа дейін қыздыру үшін пешке келіп түседі. Гетероорганикалық және металлоорганикалық қосылымдарды тиімді жұмсау осы мөлшерде жасалвынады. Пешке келіп түсетін отын, қыздырылатын өнімнің пешке түсуіне байланысты реттеліп, өнімнің пештен шыққандағы температурасына байланысты жөнделеді.
Гидротазалау реакторы
Газ қоспасы, реакция температурасына дейін қызған соң, сутазалаудың негізгі реакциясы өтетін реакторға түседі. Реакцияның температурасының күшеюімен күкіртсіздендіру реакциясының жиілеуінің өсуімен көмірсутектілерді сутектендіру күшейіп, 420ºС жоғарғы температурада гидрокүкіртсіздендіру реакция жиілігі төмендейді. Сутазалау температурасын таңдау шикізат құрамына байланысты. Ауыр, ыстыққа шыдайтын шикізат төмен температураларда тазаланады. Температураның оптималды шегі 315-400 градус болып табылады. Температура реактордың бүкіл биіктігімен өлшенеді. 2-4 МПО -дағы сутегі металлдың сутекті коррозиясын тудырады., сондықтан реактордың металлды торы ішінен торкретбетоннан жасалған футерлікпен қоршалған. Футерліктің бұзылуы қызып кетуге және реактор қабырғаларының бұзылуына әкеледі. Сондықтан металлдың ішкі бетінің температурасын сыртқы буы арқылы үнемі бақылап отыру керек.
Жүйедегі жалпы қысымның көтерілуі күкірттазарту тереңдігінің көбеюіне және катализатор қызметінің ұзаруына көмектеседі. Жүйедегі жалпы қысымның артуы кезінде сутазалаудың тереңдігінің артуына көмектесетін сутегінің парциалды қысымы өседі.
Бұл қондырғы үшін технологиялық қысым 20-27 кгс/см² болып, 6, 4-9, 4 сағ¹ жылдамдығында риформинг сутазалау шикізат тереңдігін қажетті мөлшерге дейін қамтамасыз етеді. Сондықтан реактордағы қысым екі жерден, реакторға кірерде және шығарда тіркеледі. Сутазалау блогының қысымы сутекті газының қондырғыдан шығуымен үнемі реттелініп отыруы арқылы жасалынады.
Гидротазалау блогының суытқыш аспабы .
Аспап ауа және су мұздатқыштарындағы газ өнімдерінің қоспасының артық жылуын кетіреді. Аралық суыту аспабы 5 МПА қысымына есептелген. Коэффициенті 22-ге тең. Су мұздатқышын конденсатордан шығарғанда температура қадағаланады. Температураның технологиялық нормасынан ауытқыған жағдайда автоматтық сигналдану қосылады.
Сепаратор
Гидротазарту сепаратында сутекті газ және тұрақсыз гидрогенизат ажыратылып, сутекті газ компрессорға түсіп, бір бөлігі жаңа сутекті газбен араласу үшайырына қайта оралады. Сепаратордан шығардағы қысым қадағаланып, ауытқуда, артық сутекті газ жүйесінде қысым көтерілген жағдайда ол отын торына лақтырылады. Сепаратордағы деңгей технологиялық регламент нормаларын бұзбау үшін сұйық өнімдерді бұрумен реттеледі.
Тұрақтандыру бағаналарының пеші
Пеш тұрақты гидрогенизат бөлігін қыздыру үшін және тұрақтандыру бағаналарына “ыстық ағым” ретінде жіберуге арналған. Бұл оның температурасын тұрақтандыру бағаналарының кубтық бөлігінде үнемі сақтауды қамтамасыз етеді. Ағым температурасы пештегі асу температурасымен, пешке отын газын газын беру температурасын жөндеу арқылы реттеледі. Тұрақты гидрогенизат шығыны, түтін газдарынан өнімге жылу беру коэффициентін қамтамасыз ету үшін пеш арқылы сүйемелденеді.
Тұрақтандыру бағаналары
150 температураға дейін қыздырылған тұрақсыз гидрогенизат тұрақтандыру бағаналарының 15 немесе 18 тарелкасына түседі, өйткені судың және гидрогенизатта ерітілген газдардың тиімді булануы осы биіктікте және температурада жүзеге асады. Бағана бетінің температурасы мен қысымы оптималды жұмыс режимін қамтамасыз ету үшін бақыланады. Температуралық режим гидрогенизаттағы ылғалдың болуы үшін 1:5 м³/ сағ суландырылады. Суландыру шығыны сиымдылықтағы Е-18 деңгейі бойынша реттеледі. Қажетті булау буландыру бағанасына жіберілетін жылу санымен, гидрогенизаттың құбырлы пеш арқылы айналуымен анықталады.
Абсорбер.
Абсорбер көмірсутекті газдың күкіртсутекті газдан тазалануы үшін арналған. Тазалауды моноэтаноламин-активті абсорбенттің 10-15% ерітіндісімен жүргізіледі. Абсорбердегі температура және қысым бақыланады., өйткені МЭА-ның күкіртсутегімен реакциясының берілген технологиялық регламенттен ауытқуы тепе-теңдікті Ле-Шателье принципі бойынша солға жылжытуы мүмкін.
NH2-CH2 CH2 OH 2+ H2S↔︎HOCH2-CH2 NH2-SH
МЭА қанық ерітіндісі абсорбердің түбінен, абсорбер деңгейі бойынша дизельдік фракция гидротазалау бөліміне, кейіннен МЭА тіркелуіне шығарылады. Сапалы өнімді өндіру үшін белгіленген режимді қатаң сақтау керек.
Бұл диплом жұмысында бақылауға мына параметрлер алынды.
1. Түсетін шикізат температурасы. Ол 195º мөлшерінде өнімділік қондырмасына сәйкес анықталынады.
2. Түсетін шикізат шығыны . Ол 100 м³/г көлемінде өнімділік қондырмасына сәйкес анықталынады.
3. Аппараттардың үзіліссіз, дұрыс жұмысы үшін қажетті құбырдағы қысым 0, 12-0, 42 МПА мөлшерінде, берілетін насостар сипатына сәйкес анықталынады.
4. Абсорбердегі сұйықтық абсорбердің дұрыс жұмысы үшін қажетті. Ол 100 мм мөлшерінде анықталынып, сұйықтықтың абсорберден кетуі үшін қолданылады.
5. Жүйедегі газ температурасы өнімді сапалы шығару үшін қажет. Ол мөлшерге сәйкес 150-400ºС мөлшерінде анықталады.
6. Абсорберге құйылатын сұйықтық шығыны 2-3м³/г мөлшерінде, технологиялық регламентке сәйкес реттеледі.
7. Жылуауыстырғыштан кейінгі газ шығыны 100м³ мөлшерінде реттеледі. Ол қондырғының өнімділігіне сай келеді.
8. Абсорберден кейінгі газ шығыны 50 м³/г мөлшерінде анықталынады.
Қалыпты жұмысты қамтамасыз ету және технологиялық қондырғыларды іске қосу -маңызды міндеттердің бірі болып табылады. Бұл үшін машинаны және аспап жұмысының, қажетті қондырғыға, технологиялық талаптарға сәйкес келетін параметрін бақылау қажет.
Автоматтандырудың техникалық құралдарын
таңдау және негіздеу .
Техникалық құралдарға талап әр түрлі болады. Берілген диплом жұмысында қысымды өлшеу үшін -берілген артық қысымды өлшеуші-интеллектуалды түрдегі 3 ТУ 120 поз. 1а, 4а, 8а, 9а, 12а, 16а. ¤лшеу шегі 1, 1 МПА. Номиналды аспап өлшеу ағаттығы 0, 1 %, шығатын сигналы 4-20 МА. Күш алу қысымы 36В. Аспап жұмыста қолдануға ыңғайлы және сенімді.
СУРЕТ .
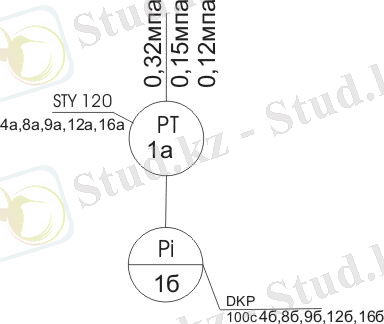
ІІ-ші аспап ретінде таспалы өзі жазатын аспап қолданылады. Микропроцессор негізінде орындалған. Дисплейі цифрлық. Қағаз ені 100мм. Қоршаған орта территориясы 0º тен 50º ке дейінгі температуралы жайда жұмыс жүргізу үшін арналған. Ылғалдығы 10 нан 90% ке дейін. Таспа жылдамдығы 10-100 мм/ г (қалам) 10-1500 мм/г. клапан саны 6. Сұрақ жылдамдығы -қаламы 335 сек. Аспап дәлдәгі 0, 25%. Шығын өлшемін өлшеуіш SCM 300 поз. 2а, 2б, 3а, 3б, 7а, 7б, 11а, 11б, 15а, 15б, 17а, 17б арқылы жүргіземіз. Шығу сигналы 4-20 МА. Диапазоны 0 ден 200 м³/г -ге дейін. ¤лшеу ағаттығы- t-0, 2%. Комплектте қайта құрастыру бар.
Информацияны бейнелеу үшін көрсететін және тіркейтін ДКР-180 поз. 2в, 3в, 7в, 8в, 15в, 17в аспабын қолданамыз. ДКР-100 модельінің таспалы өзі жазатын таспалы өзі жазатын құралы микропроцессор негізінде жасалған. Дисплейі цифрлық. Қағаз ені 100мм. Корпусының өлшемі (В*Ш*Г) 144*144*245 қаттайтын өлшемі (В*Ш) 138*138 мм.
0ºден 50º С-ға дейінгі температуралы жерде жұмыс жасауы арналған. Ылғалдығы 10 нан 90 % дейін. Таспа жылдамдығы 10-6000 мм/ г (перо), 10-1500 мм/г (көпнүкте) Қағаз орамы 24 м клапандар саны 6(көпнүкте) Қанат саны 1 ден 3 ке дейін кіретін сигналдар, термоқарсыласы термометрі түрі МВ, МА сұрау жылдамдығы 380 м/сек көпнүкте. 1 сек. Аспап дәлдігі 0, 25 %
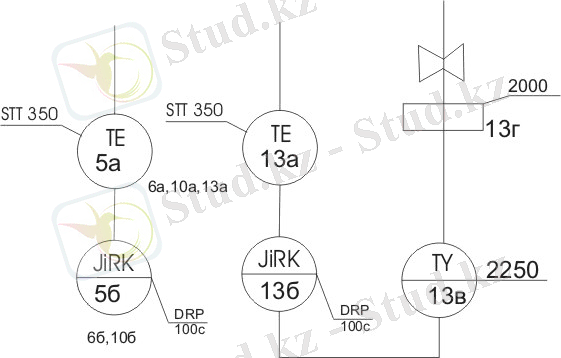
Реттеуді біз 2250 поз. 2г, 11г, 15г және пневмокөтермені реттейтін клапан. 200 поз. 2 Д, 11Д, 15Д арқылы жүргіземіз.
электр сигналын 4тен 20 МА-ға пневматикалық сигналды 0, 2 ден 1, 0 барға дейін өзгертеді.
ауамен жіберетін күші бар. Кіретін сигнал 4 тен 20МА -ға дейін . Қысымы 6 барға дейін Шығушы сигнал 0, 2 ден 1 барға дейін. Жалындамайды температураны өлшеу үшін температураны жеткізуші интеллектуалды STT 350 поз. 5а, 6а, 10а, 13а құралын пайдаланамыз. Жеткізуші сериялар STT 350 моделі қызметі кең және ТДС 300/ ТРS цифрлық интеграциясы үшін қолданылады. Жеткізуші құралында қарсыласу термометрі және термометр, қашықтықтағы конфигурациялар және диапазондар үлкен спектрі, қауіпсіздік стандарты бар. Кеңейтілген мүмкіндігі, номиналды дәлдігі Рt 0, 2º С үшін 0, 1 º С ал J түріндегі термобу үшін 0, 2 ºС. альваникалық изоляциясы: 1, 4 КВ. Көрсеткіш үшін ДКР-1000 поз. 5б, 6б, 10б, 13б түрі үшін таспалы өзі жазушы қолданылады. Оның сипаттамасы жоғарыда келтірілген. 2250поз. 13в типіндегі реттеуші клапан құралдарымен реттеу жүргізіледі. 4 тен 20 МА ға дейінгі 0, 2 ден 1, 0 барға дейінгі пневматикалық сигналда электрлік сигналды ауыстырады. Ауамен жіберетін күші бар. Жалындамайды. 2900 реттеуші клапан компакті көптеген операциялары бар әмбебап. Құрылым модульдігі стандартқа сай. Корпус материалы әр түрлі: көміртекті болат, тозбайтын болат, жоғарытемпературалық тозбайтын болат. Әкелімі мембранды пневматикалық немесе электрлік.
СУРЕТ .
Деңгейді сапфир 22 Ду поз. 14а, 14б типіндегі өлшеушімен өлшейміз. Төмендегі сипаттағы шығушы сигналын шығарады. Деңгейдің өлшеу жоғарғы шамасы 1, 5 м. екінші шегі қызметін А 542-049 поз. 14в типіндегі аспап атқарады. Бірыңғай аналогтық сигналды бірыңғай пропорционалды пневматикалық 20-100 КПА сигналына ауыстырады. Кіретін сигналды өлшеу диапазондары 0, 5-20 немесе 4-20 МА. Негізгі ағаттығы 0, 5 %. Аспап дәл өлшеу және тіркеу үшін арналған . Аспап қоршаған ортаның -50 ден 50º С-ға дейінгі және ылғалдықтың 80% -де жұмыс істейді. Реттеу үшін ЭПП -М поз. 14 г типіндегі электропневматикалық өзгертушіні және реттеуші 25430 мың поз. 14д пневмоәкелушісі бар реттеуші клапанды қолданамыз. ЭПП дискреттік әсері электр сигналдар арқылы, сигналданудың пневматикасын басқару және технологиялық параметрлерді реттеу үшін арналып, өзгертуші қоршаған ортаның 5050С температурасында және ылғалдықтың 80% дейінгі жұмыс істеуге арналған. ¤лшемі 40*45*55, салмағы 0, 35 кг.
Сигналдың реттелу процесін бақылау үшін S 900 с сериялы бақылаушы қолданылады. Аналогтың шығу саны 9 . Кіру сигналы 4-20 МА. Шығатын сигналы 4-20 МА. Циклдың номиналды уақыты 0, 5 сек 8 контур. Шарттың және бұйрық саны 2500
Патентті ізденіс
Қамытта орналастырылған ультрадыбысты шығын өлшеуіші.
Ультрадыбысты шығынөлшеуіш Sono-Trak, 50 ден 2540 мм диаметрге дейінгі құбырдағы сұйықтықтың шығынын өлшеуге арналған аспап. Бұл аспап сұйықтыққа енгізілмей жұмыс істейді. Оның екі датчигі қамыттың көмегімен құбырға құрастырылады. Аспапты монтаждауға 30 минут уақыт кетеді. Шығушы сигнал (14-20 МА) аналогтік түрде және цифрлық (порт арқылы) RS-232 және RS-485 беріледі.
. Аспаптың екі релесі бар, ол тек шығынды ғана емес, сонымен қатар жылуды да өлшеуді . Ірі оңай оқылатын дисплейдің артында шамдану орнатылған 4 кнопкамен басқарыланады. . Ағын өлшеу ағаттығы-0, 5 % көрсету мөлшері 0, 1% ПИ; 122; 18 ЕМСО
КДИ 177
Ультрадыбысты шығынөлшеуші.
Жаңа ультрадыбысты шығынөлшеуші сұйықтықты шығынын 200 ден 440 градус С дейінгі температуралар интервалында өлшеуге арналған. Аспапты қауіпті жайларда орнатуға болады. VFM 500 екісәулелік ультрадыбысты шығынөлшеушіеің жарылу қаупінен сақтанған түрі шығарылады. Аспаптың датчигі өлшеуші блоктың корпусымен жалғанған. Датчик контуры -жалындамайды. Аспап қоршаған ортаның 40 тан 60 ºС (П2; 100; 15) к Zohne температурасына арналып есептелген.
КДИ 185
Арзан кориолисті шығынөлшеуіш.
R сериялы фирмалық шығынөлшеушілер әмбебап және арнайы жоғарғы жиіліктегі шығын өлшеушілер қабылдауымен ұқсас. Жаңа аспап ерекшелігі-сұйықтықтың, газдың, суспенцияның массасы мен шығынын, қажетсіз калибрлік қозғалыс бөлігінің болмауын, монтаж жеңілдігін, жоғарғы дәлдікті өлшейді.
Көбінесе 85%жағдайда шығынды өлшеу үшін өлшеу ағаттығы 0, 5% аспап жарай береді. ¤йткені ол диафрагмалық шығынөлшеуші (П12; 103; 11) Mikro Motiar аспабына қарағанда арзан болып есептелінеді
КДИ 194
Түзу сызықты түтікті шығынөлшеуіш
Түзу сызықты түтікті массалық шығынөлшеуіш Promoss тура дәлдікпен жалпы ағымды, әртүрлі ортаның, оның ішінде : газ, май, қышқылдың тығыздығын және температурасын өлшейді. ¦сынылған ағым түтігінің құрылымы оның байқауын, тазалауын жеңілдетеді және ластанудан сақтайды. (П9; 173; 307)
КДИ 203
Шығын датчиктері.
Viris jne компаниясының проспектісінде шығын датчигі қосылған жылдамдықты орталайтын, газға, сұйықтыққа және буға арналған аспап сипатталған. Датчиктің төменгі қысымының кіру каналын орналастыру, оның бітелуінен қорғайды және қысымының ауысуы жөнінде импульссіз сигнал алуға мүмкіндік береді. (Н 11. 98. 26)
КДИ 173
Шығынөлшеуші.
Savant Measurement корпорациясы сақталуға жіберілген операцияларда дәлдіктің жаңа деңгейіне жетуге еспетелген Chesk Meter шығын өлшеуіш аспабын шығарды. Chesk Meter шығынөлшеушісі 6 дан 60 м/с жылдамдығы диапазонында +-0, 75 % ағаттығы бар газ ағаттығын өлшеуді қамтамасыз етеді, ал ло бақылау-өлшегіш қондырғыларында қолданылатын кәдімгі өлшегіштер ағаттығынан 2-3 % ке жоғары. Дәлдіктің жаңа деңгейі іске қосу сипатын арттырады. Chesk Meter газдың сақталудағы дәлдігін өлшеуді тексерумен бірге, құбырдың өлшегіш станцияларында газды қолдану есебін (ТН; 108, 11) Savant Measurement Cort өлшеуді қамтамасыз етеді.
КДИ 180
Тура құйынды шығынөлшегіш.
Universal құйынды шығын өлшегіш толық полимерлерден жасалған, Ағаттығы +- 1%. Қайта өндірілуі 0, 25%. Ол сұйық заттарды ластамайды, өйткені ол қозғалмайды. . Айналмалы шығын өлшегіштерге қарағанда құйынды шығын өлшегіш аздап ласталған немесе агрессиялық ортаға сәйкес келеді. Аспапты химялық технология процесстерінен бастап өнеркәсіптегі таза су шығынын өлшеуге дейін қолданады. Құйынды шығын өлшегіш алдын-ала нақты ортада және далалық жағдайда калибрленеді. Аспаптың бұл сериясының жұмыс диапаоны 2, 8 МПА -ға дейін, ал температурасы 95 градусқа дейін.
Аспаптар диаметрі 6 дан 230 мм-ге (П9; 171; 12) Asohe/Americo ) дейінгі тесікпен шығарылады. .
КДИ 196
Құбырға сыртта, н қосылатын портативті шығынөлшеуіш
PDFM-І‡ жаңа портативтік доплерлік шығын өлшегіш қиын жағдайларға тез бейімделуге көмектеседі. Аспаптың ультрадыбысты датчигі құбырдың сыртына қондырылады. Аспап тез арада ағым жылдамдығын көрсетеді. Аспап желіден ауыспалы немесе тұрақты токпен қамтамасыз етіледі. Ол үздіксіз немесе сағаттық жұмыс істейтін аккумулятормен жабдықталған. Аспап 5000 нүктеге есептелген қондырғысы бар және 4-20 МА диапазонында аналогтық сигнал береді. Ақпарат графикалық және таблицалық формада бейнелену үшін компьютерге жіберіледі. Windows (П10; 109; 12) Greyline Instruments І ПК ортасында бағдарламалық қамтамасыздандыру тегін беріледі.
Автоматтандырудың техникалық құралдарын таңдау және негіздеу .
Каталитикалық риформинг қондырғысы үшін автоматтандырудың техникалық құралдары « Siemens» және «Honeywell» фирмаларының каталогтары бойынша таңдап алынды.
1. 62-180 ºC фракцияның шығынын өлшегіш прибор Sitrans FU -ультра дыбысты шығын өлшегіш ерекшіліктері.
FE FE
1а 1а
Ламинарлы, турбулентті немесе аралас ағынды өлшеуі, кең диапазондағы жоғары дәлдігі, диаметрлі DN 25-тен DN 100-ге дейін, компактты орындалуы, түтігі және фланеці тоттанбайтын болаттан, қосылудың арнайы камерасы, жоғары ұзақ уақыттық тұрақтылық, EN50081, EN50082 және NАМUR сәйкес электро магнитті кедергілерге төзімділігі, өзіндік диагностика шығын импульстеріне арналған аналогты және екі цифрлі шығыс, бір-біпінен гальваникалық түрде алшақтатылған, НАRТ қолдауы, төрт оптикалық түймелер, меню арқылы конфигурациялауға арналған екі қатарлы дисплей, түтік қалындығының өзгерілуі( сұраныс бойынша) .
Диаметрлі және максималды шығыны DN 80/3 inch: 180 м
3
/сағ. Импульсті шығыстың дәлдігі -1:25 диапазонында
 0, 5% аз. Аналогты шығыс дәлдігі
0, 5% аз. Аналогты шығыс дәлдігі
 20 МКА қосымша
20 МКА қосымша
 0, 1%
0, 1%
2. 62-180ºC фракциясы шығынын және П-203/1, П-203/2, П-203/3 пештеріндегі Р-201, Р-202, Р-203, 204 реакторларындағы, К-201 колоннадағы қысымды өлшеуде түрлендіруші прибор.
DS ІІІ сериялы SITRANS қысымды, шығынды, деңгейді түрлендіргіш.
FT FT ТТ ТТ
1б 2б 24б 26б
ТТ ТТ ТТ ТТ
27б 28б 30б 32б
DS ІІІ сериясы Siemens фирмасы шығаратын қысымды түрлендіргіштің сериясы болып табылады. ( салстырмалы, абсолютті, қысымды түрлендіргіштер және деңгейді түрлендіргіш кіреді) .
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz