Қоюландырылған сүт өндірісінің автоматтандырылған басқару жүйесін жетілдіру

Қазақстан Республикасының білім және ғылым министрлігі Шәкәрім атындағы Семей мемлекеттік университеті коммерциялық емес акционерлік қоғам Инженерлік-технологиялық факультеті Автоматика және ақпараттық технологиялар оқу кафедрасы
КУРСТЫҚ ЖҰМЫС« Автоматика және телемеханика жүйелерің жобалау »
(пән атауы)
Тақырыбы: «Қоюландырылған сүт өндірісінің ТП АБЖ-сін жетілдіру»
Студент __ Абдрахманова А Топ ___ ДАУ-901с
(Аты жөні) (шифр)
(қолы) (күні)
Жетекші т. ғ. к. Золотов А. Д. __
(қолы) (Аты жөні)
(баға)
Семей
2021ж.
Мазмұны
Кіріспе
Автоматтандыру-бұл ғылыми-техникалық прогрестің бағыттарының бірі, өзін-өзі реттейтін техникалық құралдарды, экономикалық-математикалық әдістер мен басқару жүйелерін қолдану, адамды энергияны, материалдарды немесе ақпаратты алу, түрлендіру, беру және пайдалану процестеріне қатысудан босатады, бұл қатысу дәрежесін немесе операциялардың күрделілігін айтарлықтай төмендетеді.
Автоматтандырудың мақсаты-еңбек өнімділігін арттыру, өнім сапасын жақсарту, басқаруды оңтайландыру, адамды денсаулыққа қауіпті өндірістерден жою.
Технологиялық процесс (ТП) - бұл бастапқы деректер пайда болған сәттен бастап талап етілетін нәтижені алғанға дейін орындалатын өзара байланысты іс-қимылдардың реттелген реттілігі.
Іс жүзінде кез-келген технологиялық процесті неғұрлым күрделі процестің бөлігі және аз күрделі (элементар шектерде) технологиялық процестердің жиынтығы ретінде қарастыруға болады. Қарапайым технологиялық процесс немесе технологиялық операция-бұл барлық қасиеттері бар технологиялық процестің ең аз бөлігі.
ТП автоматтандыру түрлері:
1) ішінара автоматтандыру - жекелеген аппараттарды, машиналарды, технологиялық операцияларды автоматтандыру. Бұл процестерді олардың күрделілігіне немесе өтуіне байланысты Басқару адамға іс жүзінде қол жетімді болмаған кезде жасалады. Әдетте жұмыс істеп тұрған жабдық ішінара автоматтандырылады. Жергілікті автоматтандыру тамақ өнеркәсібі кәсіпорындарында кеңінен қолданылады.
2) кешенді автоматтандыру - бірыңғай, автоматтандырылған кешен ретінде жұмыс істейтін технологиялық учаскені, цехты немесе кәсіпорынды автоматтандыруды көздейді. Мысалы, электр станциялары.
3) толық автоматтандыру - Өндірісті бақылау мен басқарудың барлық функциялары (кәсіпорын деңгейінде) техникалық құралдарға берілетін автоматтандыру деңгейінің жоғары сатысы. Дамудың қазіргі деңгейінде толық автоматтандыру іс жүзінде қолданылмайды, өйткені бақылау функциялары адамда қалады. Атом энергетикасы кәсіпорындарын толық автоматтандыруға жақын деп атауға болады.
Өнеркәсіп салаларында жүргізілетін, өндірістік қуаттарды ұлғайтуға, материалдық және еңбек ресурстарын үнемдеуге, технологиялық жабдықты жетілдіру, технологиялық процестерді автоматтандыру есебінен өнім сапасын арттыруға, автоматтандырылған агрегаттар, учаскелер, цехтар құруға бағытталған техникалық қайта жарақтандыру автоматтандырылған басқару жүйелерін (АБЖ) құру саласындағы жаңа міндеттер мен мақсаттарды айқындайды. АБЖ құрудың негізгі мақсаты-өндіріс тиімділігін едәуір арттыру. Бұған заманауи компьютерлік технологияларды кеңінен қолдана отырып, өндіріс пен басқаруды, жобалау процестерін кешенді автоматтандыру нәтижесінде қол жеткізіледі.
Сонымен қатар, технохимиялық және микро - биологиялық бақылаудың субъективті визуалды әдістері Технологиялық процестерді талдау және тікелей автоматты басқару үшін жылдам объективті әдістермен ауыстырылады.
Технологиялық процестерді басқару үшін есептеу техникасын пайдалана отырып, цех және өндіріс деңгейінде АБЖ құруға көшу сүт өндірісін автоматтандырудың жалпы деңгейін арттыру және технологиялық процестерді басқарудың экономикалық тиімді автоматтандырылған жүйелерін енгізу арқасында мүмкін болды.
1. Қоюландырылған сүт өндірісінің ТП АБЖ-сін жетілдіру
1. 1 Технологиялық сипаттама
Сүт тез бұзылатын өнім, себебі ол микроорганизмдердің дамуы үшін қолайлы орта болып табылады. сүттің сақтау мерзімін ұзарту үшін консервілеу әдістерін, оның ішінде қоюландыру мен кептіру қолданылады.
Қойылтқан сүт (сгущенное молоко) - қайнату арқылы құрамындағы судың біраз бөлігінен арытылған сүттен, қан және әр түрлі витаминдер қосып дайындалған, сапасы өте жоғары тағам. Құрамында 43-44% қант, 8, 5% май, 26, 5% су болуы шарт. Судың мөлшері көп болса сүт бұзылып кетеді.
Қоюландырылған сүт вакуумда 60-45ºC және одан да төмен температурада буландыру арқылы алады. Қоюландыру үшін қышқылдылығы 20ºТ дейін жоғары сапалы, майлылығы мен құрғақ майсызданған сүт қалдығы бойынша нормаланған сүт қолданылады. Қоюландыру алдында пастерлейді.
Маңызды технологиялық операция суыту болып табылады, бұл кезде лактоза кристалданады. Кристалдану толық және майда кристалдар түзілгенше жүргізілуі керек. Кристалдану толық жүрмесе қоюланған сүтті сақтау кезінде лактозаның ірі кристалдары пайда болуы мүмкін, нәтижесінде консистенциясы ұнды және құрамды болады. Сүтті қоюландырғанна кейін 31-33ºC температурада суытады. Бұл кезде лактоза қанығу күшіне жетіп кристалданады, яғни
 -формасы аз еритін
-формасы аз еритін
 -формаға өтеді. Кристалдану орталықтарын көбейту үшін осы кезеңде қоюландырылған сүтке кристалды лактоза немесе алдыңғы қайнатылған қоюланған сүтті қосады. Содан кейін лактоза кристалдануын жақсартуүшін 15-18ºC дейін суытады да, 325 мл және 3033 мл сыйымдылықты қаңылтыр банкілерге немесе фанерлі штампталған бөшкелер мен флягтарға құйып жабады.
-формаға өтеді. Кристалдану орталықтарын көбейту үшін осы кезеңде қоюландырылған сүтке кристалды лактоза немесе алдыңғы қайнатылған қоюланған сүтті қосады. Содан кейін лактоза кристалдануын жақсартуүшін 15-18ºC дейін суытады да, 325 мл және 3033 мл сыйымдылықты қаңылтыр банкілерге немесе фанерлі штампталған бөшкелер мен флягтарға құйып жабады.
Қоюландыру кезінде құрғақ зат мөлшері көп болса, қажетті осмостық қысым туып, микроорганизм тіршілігі жойылады және ферменттер инактивацияланады. Сондықтан қоюландыру кезінде қант концентрациясы 70-75% болатын қант сиропын немесе қоюланған сүт қосып стерильдейді немесе пастерлейді.
Банкілерге құю және стерильдеу алдында қоюландырылған сүтті гомогендейді. Стерильдеу кезінде температураны 117ºC дейін біртіндеп жоғарылатады да, осы температурада 15 минут ұстайды. Белоктардың тұрақтылығын арттыру үшін динатрийфосфат немесе лимон қышқылды натрий қосады.
Қоғамдық тамақтану орындарында қантпен қоюланған шикі сүт, қоюланған сүт және қантпен какао, қоюланған сүт және қантпен кофе, қантпен қоюланған кілегей, қоюланған кілегей және қантпен какао, қоюланған кілегей және қантпен кофе, қантпен қоюланған майсыз сүт, банкіде стерильденген қоюланған сүт түседі.
Қантпен қоюландырылған сүтте 26, 5% ылғал, 43, 5%сахароза, 28, 5% құрғақ зат, оныңішінде 8, 5% май бар. Сүттің түсі ақ, крем реңді, дәмі мен иісі- тәтті, таза, айқын білінетін пастарленген сүт дәмі, бөтен дәм мен иіссіз, консистенциясы- барлық өнім массасы бойынша біртекті, шекті тұтқыр, лактоза кристалдары білінбейтін болуы керек.
Қоюландырылған сүт консервілерінің ассортименті:
1. Қант қосып қоюландырылған табиғи сүт;
2. қант қосып қоюландырылған майсыз сүт;
3. қант қосып қоюландырылған кілегей;
4. какао және қант қосып қоюландырылған сүт;
5. қант пен табиғи кофе қосып қоюландырылған сүт;
6. стерильденген қоюландырылған сүт;
7. стерильденген концентрленген сүт.
Толтырғышпен қоюландырылған сүт немесе кілегей қоңырлау түсті, толтырғыш дәмі мен иісі білінуі керек. Стерильденген қоюланған сүт дәмі қайнатылған сүттің дәміне ұқсас, тәттілеу-тұзды болуы керек. Консистенциясы -сұйық, белок түйіршіктерінсіз болуы керек, сәл тұнба болуы рұқсат етіледі.
Қоюландырылған сүт косервілерін 0-5ºC температурада, стерильденген қоюланған сүтті 0-20ºC температурада 85% салыстырмалы ауа ылғалдылығында сақтайды. Тұмшаланған ыдыстағы қант қосып қоюланған сүт пен стерильденген қоюланған сүттің сақтау мерзімі- бір жыл.
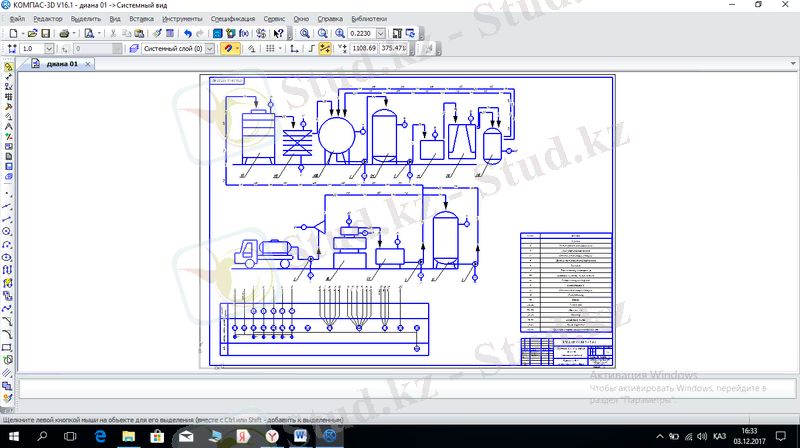
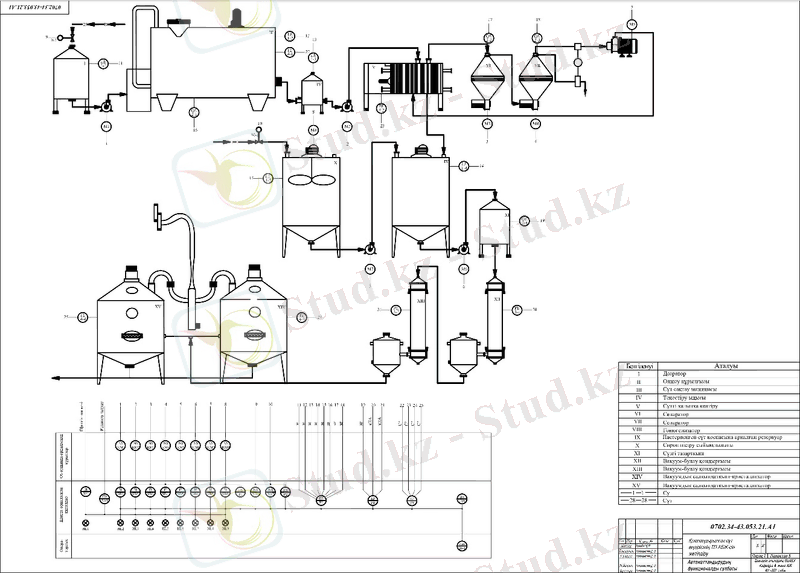
Сурет. 1. 1 Қоюландырылған сүт өндірісінің ТП АБЖ-сін жетілдіру сұлбасы
1. 2 Технологиялық жабдықтар
Гомогенизатор . Цилиндрлер блогының жоғарғы жағында гомогенді басы, басы, манометрі және қауіпсіздік клапаны бар. Гомогенді бастың негізгі жұмыс бөліктері клапан мен клапанның орындықтары болып табылады. Клапан тұтқасынан реттеледі. Су беру үшін поршеньдерді салқындату - бұл жуғыш құрылғы. (1. 2. 1-сурет)
Гомогенизаторға гомогенденген сұйықтықтың жеткізілуі және оны шығару цилиндрлер блогының оң және сол жағынан сорғыш саңылауды блоктың тиісті жағына жылжытады.
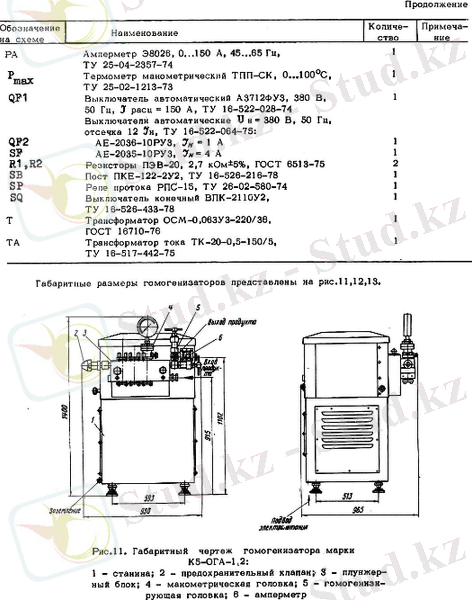
Сурет. 1. 2. 1 Гомогонизатор:1-жақтау; 2-қауіпсіздік клапаны; 3-манометрлік басы; 4-поршеньдік блок; майлау жүйесінің 5-манометрі; 6-ампермер; 7-гомогенді басы.
Сепаратор - крем алуға және майға арналған сүтті қалыпқа келтіруге арналған нормализатор (1. 2. 2-сурет) .

Сурет. 1. 2. 2 Сепаратор - Қалыптастырғыш:1 - май құрамын реттегіш; 1 - кремді май реттегіші; 2 - орталық түтік; 3 - нормаланған құрылғының қысым камерасы; 4 - кремнің қысым дискісі; 5 - жоғарғы пластина; 6 - табақтардағы тесіктер; 7 - бөлгіш құрылғының қақпағы; 8 - пластина; 9 - науа ұстағышы; 10 - тұрғын үй.
Бөлгіш-нормализатордың сепараторында, сүт; құрылғы орталық түтік жеткізілетін диск дестесін шетке жіберілген: бос шарлау кезде ол пластиналар тесік арқылы қалыптасады тік арналар арқылы пакетін шығарады. Айналу осінен тесіктерге дейін пластиналардың беті
Ол кремді бөлу үшін арналған. Крем айналу осіне бағытталған және жұптастыру диск арқылы барабан жойылады. Жартылай тазартылған және бөлгіші босатылған қысым дискіге, үшін пластиналар тесік түсетін сүт майсыздандырылған. Сепараторлар - түрлі мақсаттағы нормализатор беті Уақыты: перифериялық бөлігі сүт тазалау үшін арналған, және бөлу крем үшін орталық бөлігі. Шығыс крем rotameter саны кран арқылы бақылайды және реттейді.
Майға арналған майларға арналған бөлгіштер, әдетте, мұнай өндіру желілерінде қолданылады. Бұл сепараторлар майдың жоғары массалық үлесі (80-85%) бар крем өндіруге есептелген, жоғары май крем сепаратор жобалау, крем ашық түрдегі кәдімгі сепараторларын деп бірнеше түрлі болып табылады. Олқылықтарды байланысты өңделген өнімнің (крем) жоғары тұтқырлығы үшін өлшемдері жоғары майлы кілегей бөлгіш өсті жылы, өнімділігі төмендейді және кілегей май массалық үлесін реттеу жұмыс 1, 5-2 сағаттан кейін желісі пахте туралы реттегіш жасалады, пакеттік бөлгіш тұнба
және жуу разрядтау үшін тоқтатылған болуы тиіс және тазалау.
Бөлгіш - диспергатор ғана сүт тазалау үшін, сондай-ақ оның ішінара гомогенизациясы арналмаған.
Пластиналар сепараторы - диспергаторға тек ірі май шарлар бөлінген. Шағын майланған шарлар сүтпен өтеді. Бірінші крем диспергатора камерасына тамақтандырып және сақиналы арна қалақтармен тұрақты тарелка арқылы өтеді. Сонымен қатар, гомогенденген крем кіретін сүтті араластырады. Гомогенизацияның кейін, сүт қысым камерасына басшылыққа алады және қысыммен жою құрылғыда жойылады.
Бөлгіш - сүт механикалық бөлу және табиғи (микроорганизмдер, балшық бөлшектер, қан және т. б. ) қоспалар үшін пайдаланылады. Сүт қоспаларының үлес салмағы орта есеппен 0, 04% құрайды.
Пастерлі-Салқындатқыш қондырғылары. Пастерлеу - қышқыл сүт өнімдерін өндіру және қаймақ және қоюландырылған сүт өндіру қоспасын пастерлеу үшін пайдаланылады.
Пастерленген-салқындататын пластиналық зауыттың құрамына пластинканың жылу алмастырғыштары, цистернада сүт деңгейінің өзгермелі реттегішімен, центрифугалық сорғымен, сепаратормен - сүт тазалағышпен, стендтермен, салқындатқыш дайындау қондырғысымен, технологиялық бақылау және реттеу құралдарымен басқару панелі бар теңестіргіш ыдыс бар.
Пластина жылу алмастырғышында келесі процестер жүзеге асырылады: пастерлеу (өнімді пастерлеу температурасына дейін қыздыру), салқындату (су, тұзды немесе мұзды сумен салқындату), ыстық және суық өнімдер арасында жылу алмасу.
Аппараттың екі посты (алдыңғы және артқы) екі жылжытылады, олар жылу алмасу пластиналарының тіректері болып табылады, пластиналардың бұрыш тесіктері тығыздағыштармен қоршалған. Плитаның шеткі бөлігіне төсем төселді.
Аппаратты құрастыру және плиталарды қысу кезінде екі оқшауланған герметикалық арналар құрылады. Бір каналда ыстық ортасы жылжиды, ал басқа арнада ол суық. Құрастырылған тақталар бөлімдерде біріктірілген. Бөлімдердің ішіне пластиналар пакеттерге топтастырылады, олардың арналары қатарлас параллельде жүреді. Теңестіру ыдысы - өнімнің кірісі мен шығысына арналған саңылаулары бар контейнер. Резервуарда ыдыста тұрақты өнім деңгейін сақтайтын реттелетін клапан бар.
Центрифугалық сорғы ыдысқа сүтті жинауға және оны плита жылу алмастырғышқа беруге арналған.
Сепараторда - сүтті тазалағышта, құрылғыға қыздырылған сүт механикалық қоспалардан тазартылады.
Ішетін сүтті пастерлеу, ашыған сүт өнімдері, ауыз суы мен балмұздақ пастерлеу және салқындатқыш қондырғыларда жүзеге асырылады.
Пастерлеу-салқындатқыш қондырғыда сүт ішу үшін шикі сүт теңдестіру цистернасына түседі және оның көмегімен өнімнің тұрақты деңгейі флоат реттегішінің көмегімен жүзеге асырылады. Центрифугалық сорғы өнімді резервуардан шығарып, оны жылу алмастырғыштың бірінші жылуды қалпына келтіру бөлігіне жеткізеді, онда сүт 40-45 ° C дейін қызады. Центрифугалық сорғымен орнатылған ағынды реттегіш жылу алмастырғышқа түсетін тұрақты сүт ағынын қамтамасыз етеді. Қыздырылған сүт сепараторға кіреді - механикалық қоспалардан тазаланған сүт тазартқыш, содан кейін екінші қалпына келтіруші бөлімге беріледі, онда ол 65-70 o C дейін қызады. Содан кейін сүт ішкі канал арқылы өтетін пастерлеу бөліміне өтеді, онда су 76-78 ° C дейін қызады: сүт пастерлеу температурасында қартайған және 11-ші және 1-ші қалпына келтіру бөлімінде, содан кейін 1 В секциясында және тұзды салқындату кезінде В салқындату үшін жіберіледі. 4-6 ° С дейін салқындатылған сүт сүт ағынын немесе сақтау ыдыстарына (егер өңдеу режимдері байқалса) немесе теңестіруге арналған ыдыста қайталанған пастерлеуге (пастерлеу режимдері бұзылған жағдайда) жіберетін кері клапан арқылы өтеді.
2. Автоматтандырудың функционалдық сұлбасының сипаттамасы
Қоюландырылған сүтті өндірудің технологиялық процесінің бастапқы кезеңдері шикізатты қабылдау, салқындату, өңдеу, сақтау және тасымалдауға арналған жабдықтар кешендерін қолдану арқылы жүзеге асырылады. Алынған сүтті сақтау үшін металл ыдыстарды (Деаэратор) пайдаланылады. Сүт және оның өңделген өнімдері сорғылармен(насос) айдалады. Шикізатты қабылдау таразылар (сүт өлшегіштер), сүт сепараторлары, пластиналы салқындатқыштар, сүзгілер және қосалқы жабдықтарды қолдану арқылы жүзеге асырылады.
Біріншіден, сүттің сапасы бағаланады және оны қабылдау жүргізіледі, оның барысында сүт Деаэратор (I) ортадан тепкіш насостармен айдалады. Зауыттарда сүт мөлшерін анықтау үшін масса - шкала және көлем - шығын өлшегіштер (II) . Алынған сүттің массасын теңестіру ыдысы (III) немесе тарылған ыдыстар арқылы да орнатуға болады.
Қоюландырылған сүт бастапқы өңдеуден өтеді, оның барысында алдымен сүзгілерде сүтті қалыпқа келтіру (IV) ыдыстары арқылы тазартылады.
Сүт екі жолмен қалыпқа келтіріледі: ағынмен немесе араластыру арқылы. Ағында қалыпқа келтіру үшін нормализатор сепараторлары қолданылады, онда сүтті үздіксіз нормалау механикалық қоспалардан тазартумен біріктіріледі.
Сепараторлар (VI-VII) арқылы ЛАКТАН 1-4 М типті моделі арқылы 40 . . . 45 дейін алдын ала сүттің сапасы өлшенеді. Өлшенген сүт гомогенизатор (VIII) арқылы өтіп сүтті қалыпқа келтіру ыдысына түседі.
Қоюландырылған сүт пастерленген сүт қоспасына арналған резервуарына (IX) түседі (пастерленген сүт қоспасына арналған резервуарына артық мөлшері кері құбыр арқылы сорғыға (II) жіберіледі) . Су мөлшерлегіш клапан арқылы сүт пісіру сыйымдылыға ыдысына (X) құйылады. Сироп пісіру сыйымдылыға ыдысынан сорғы арқылы пастерленген сүт қоспасына арналған резервуар (IX) ыдысына құйылады
Пастерленген сүт қоспасына арналған резервуар (IX) ыдысынан сүзгі тазартқыш (XI) ыдысына сорғы арқылы үздіксіз құйылады. Сүзгі тазартқыш (XI) ыдысынан вакуум-булау қондырғысы (XII) ыдысына құйылады.
Қоюландырылған сүттің құрылымын жақсарту үшін вакуум-булау қондырғылары (XII-XIII) пайдаланылады. Сүт қоспасы үшін 12, 5-15 МПа, қоюландырылған сүттің қоспасы үшін 10-12, 5 МПа, су үшін 7-9 МПа типті ДМР331 моделі арқылы қысым өлшенеді.
Булану процесін күшейту үшін вакуумдық салқындатқыш-кристаллизаторлар (XIV-XV) арқылы жүзеге асырылады.
Айналым кезінде қоюландырылған сүт үшін вакуумдық салқындатқыш-кристаллизаторлар арқылы өтеді, онда ол қосымша 20 . . . 30 ° C типті ТС125-50М моделі арқылы температура өлшенеді. Вакуумдық кристаллизатордың екі қаптамасының ауыспалы жұмысының арқасында дайын өнім үздіксіз шығарылады.
Автоматтандырудың функционалдық схемасы технологиялық қондырғылар мен автоматтандырылған объектінің жеке агрегаттарын автоматтандыру көлемін анықтайтын негізгі техникалық құжат болып табылады.
Автоматтандырудың функционалды схемасы - бұл сызбалық түрде шартты суреттермен технологиялық жабдықтар, коммуникациялар, басқару органдары және автоматтандыру құралдары олардың арасындағы байланысты көрсететін сурет.
Автоматтандырудың функционалды сұлбасы қоюландырылған сүт өндірудің технологиялық процесін сипаттау негізінде жасалған". Ол қамтиды:
а) Электр қозғалтқыштарының жұмысын автоматтандыру:
1) Сорғының электр қозғалтқышы (ЭҚ1) ;
2) Сорғының электр қозғалтқышы (ЭҚ2) ;
3) VI Сепаратордың электр қозғалтқышы (ЭҚ3) ;
4) VII Сепаратордың электр қозғалтқышы (ЭҚ4) ;
5) Гомогенизатордың электр қозғалтқышы (ЭҚ5) ;
6) Сорғының электр қозғалтқышы (ЭҚ6) ;
7) Сорғының электр қозғалтқышы (ЭҚ7) ;
8) Сироп пісіру сыйымдылығының электр қозғалтқышы (ЭҚ8) .
б) атқарушы механизмдердің жұмысын автоматтандыру:
1) Сүтті I бункеріне жіберу АМ (9-1) ;
2) Суды Х бункеріне жіберу (10-1) .
в) дабыл:
1) Басқару қалқанына қуат беру (HL1) ;
1) Сорғыны іске қосу шамы (HL2) ;
2) Сорғыны іске қосу шамы (HL3) ;
3) VI Сепаратордың жұмысын іске қосу шамы (HL4) ;
4) VII Сепаратордың жұмысын іске қосу шамы (HL5) ;
5) Гомогенизатордың жұмысын іске қосу шамы (HL6) ;
6) Сорғыны іске қосу шамы (HL7) ;
7) Сорғыны іске қосу шамы (HL8) ;
8) Сироп пісіру сыйымдылығын іске қосу шамы (HL9) .
Сурет. 2. 1 Автоматтандырудың функционалдық сұлбасы
Жүйе келесідей жұмыс істейді: SF1 ажыратқышының көмегімен PL4-B 25/1 типті оператор басқару тақтасына қуат береді, содан кейін SA1 "режимді таңдау" қосқышының көмегімен MTB2-BL1 типті жүйенің жұмыс режимі таңдалады: оператор (қолмен) немесе автоматты (2. 1-сурет) .
Жүйе автоматты режимде жұмыс істейді, ал оператор режимі авариялық режимде және іске қосу-баптау жұмыстары кезінде барлық электр қозғалтқыштары мен клапандарды ажырату үшін пайдаланылады.
Автоматты режим ADAM-5000E ұсынылған. Бағдарламаланатын микроконтроллер жергілікті және таратылған автоматтандыру жүйелерінде автономды контроллер ретінде пайдалануға арналған. Ол аналогтық және дискретті сигналдарды қабылдауды және шығаруды, қолданушы бағдарламалаған алгоритмдер арқылы сигналдарды бастапқы түрлендіруді және RS-485 интерфейсі негізінде сериялық байланыс арналары арқылы ақпарат алмасуды қамтамасыз етеді. Контроллер ашық архитектураға ие және оны дәстүрлі бағдарламалау тілдерімен бағдарламалауға болады.
Қоюландырылған сүт өндіруді автоматтандыру сұлбасы берілген температура режимін қамтамасыз ету, өнімнің деңгейін, сапасы мен қысымын бақылау, сондай-ақ жабдықты басқару, бұғаттау және дабыл беру мәселелерін шешеді. Сүт 9-1 типті ДУ 300 беру механизмінің моделі арқылы Деаэратор ыдысына құйылады. Өнімнің деңгейін 1-1 типті ПДУ-3. 1. 100 моделі арқылы деңгейі өлшенеді.
Өлшеу құрылғысы арқылы өнім сорылып сүт сақтау машинасына құйылады. 1-2 типті ПДУ-3. 1. 100 моделі арқылы деңгейі өлшенеді. Өнімнің температурасы 4-1 типті ТС125-50М моделі арқылы кедергі термометрі өлшенеді. Р1 типті ADAM-5017 моделінің микроконтроллеріне жалғанады.
2. 1 Автоматтандыру құралдары мен жабдықтарын таңдау
ADAM-5017
Сегізканалды аналогты енгізу модулі
Өндіруші: Advantech

Сурет. 2. 1. 1 ADAM-5017 микроконтроллері
Cипаттамaлaры:
- 8 дифференциалды
- Тиімді рұқсат ету 16 бит
- кірістік сигнал диапазондары: ±150, ±500 мВ, ±1, ±5, ±10 В; 0…20 мА
- изоляция кернеуі: 1000 В тұрақты тоққа
- таңдау жиілігі: 10 Гц (жалпы)
- Кірістік кедергі 2 МОм
- Жіберу жолағы: 13, 1 Гц
ADAM-5018
7 каналды аналогты кіріс
Өндіруші: Advantech
Негізгі сипаттамалары:
- 7 дифференциалды канал
- Тиімді рұқсат ету 16 бит
- кірістік сигнал диапазондары: ±15, ±50, ±100, ±500 мВ, ±1, ±2, 5 В, ±20 мА
- изоляция кернеуі: 1000 В тұрақты тоққа
- таңдау жиілігі: 10 Гц (жалпы)
- дәл келетін термопара түрлері :J, K, T, E, R, S, B
- Кірістік кедергі ADAM-5018: 2 Мом
- Жіберу жолағы: ADAM-5018: 13, 1 Гц
- Суық дәнекердің кірістірілген температура датчигі

Сурет. 2. 1. 2 ADAM-5018 микроконтроллері
ADAM-6017
Деңгей мен масса үшін, бункерлар мен дозаторға түскен затты толып кетуінен сақтау функцияларды атқарады.
Құралдың функционалды мүмкіндіктері:
- 16 разрядты АЦП
- 8 дифференциалды канал
- Әрбір каналға жеке кірістік сигналдың диапазоны (мВ, В, мА) және программаны орнату
- Қоректенудің қорғанысы 2000

Сурет. 2. 1. 3 ADAM-6017 микроконтроллері
ОВЕН ПДУ-3. 1. 100
Өндіруші: ОВЕН
Деңгей датчигі - сұйық деңгейін өлшеуге арналған сенімді, әрі қымбат емес құрылғылардың бірі. ОВЕН ПДУ-2. 1. 100 деңгей датчигі әр түрлі өнімдердің деңгейін бақылау үшін қолданылады, мысалы химиялық сұйықтықтар немесе тағамдық өнімдер.
ПДУ-3. 1. 100 деңгей датчигі ағымдағы сиқты шекті сұйықтық деңгейін өлшеу үшін қолданылады.
Өлшенетін деңгей саны:1
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz