Тараз қаласындағы ЖК Арасан квас зауытында технологиялық үрдісті автоматтандыру және үзіліссіз ашыту жүйесін енгізу

КІРІСПЕ
Алкогольсіз сусындар мен квас өндірісі- тамақ өнеркәсібінің кеңінен дамып келе жатқан саласы. Алкогольсіз өндіріс қазіргі заманғы техника мен технологиялардың жетістіктеріне негізделген. Алкогольсіз сусындардың өндірісіндегі иновациялар Қазақстанда бірнеше бағытта іске асырылады: шырындарды пайдаланып табиғи негізде сусындар мен концентраттарды өңдеу, қаныққан жіне функционалды сусындарды шығару, ассортиментті және квас ашытудың шикізат базасын кеңейту.
Соңғы уақытта өндірушілердің және тұтынушылардың квас және басқа да ұлттық сусыындарға қызығушылығы артты, Квасты ашыту технологиясы жіне пастерленген, сапасын 2 айға дейін сақтайтын бөтелкелерге құю технологиясы жасалды. Бұл квас сапасын дәл реттеуге мүмкіндік береді. Осының барлығы отандық квасты қайнатуды қайта жаңарту мен квас мәнін арттыруға мүмкіндік береді. Алкогольсіз сусындар мен квас өндірісінде үрдістер үздікті және үздіксіз түрде өтеді. Үздікті үрдістер жабдықтың өнімділігін шектейді, үрдістерді автоматтандыру мәселелерін киындатады. Өнеркәсіптің осы саласында өндірудің үздіксіз мәселелерін жасау және енгізу қазіргі таңда актуалды мәселе және осы мәселенің шешілуіне ерекше назар аударылады. Алкогольсіз сусындар мен квас өндіріс саласының дамуына өндірістің үрдістің технологиясына жіне прогрессивті үрдістерді енгізу, өнеркісіпті автоматандыру, өндірісті модернизациялау, квас шығатын зауыт автоматты жссауға мүмкіндік беретін үзіліссіз үрдістерді жасауға зор ықпал жасалды.
Тараз қаласы ЖК «Арасан» квас өндірудің технологиялық үрдісін автоматты басқару жүйесін жетілдіру атты тақырыпта орындалған дипломдық жобаның мақсаты квас дайындауда сапасын жоғары дәрежеге жеткізе отырып, технологиялық үрдісті автоматтандыру құралдарымен жабдықтау болып табылады.
1. Жалпы бөлім
1. 1. Өндірістің қысқаша сипаттамасы
Тараз қаласындағы ЖК «Арасан» кәсіпорнында - автономды компрессорлы бөлімшесі бар сыйымдылығы 2500 тонна екі жеміс қоймасы, табиғи шырын және виноматериал мен сыра сусындарын сақтайтын 3000 тоннаға дейін ассептикалық цех, және өздерінің пойыздық темір жолдары бар. Кәсіпорынның құрамында жаңадан ашылған кіші квас зауыты бар.
Жылына 5/6 х 50 апталық циклде 2500/3000 гл/жыл апталық қайнатылу көлемі мен гл қайнатылудан квас зауытының өндірістігін бекітуге болады. Ашыту үшін 20 гл болатын 3 ашытқышты танк ұсынылады, яғни 2 қайнатылым үшін 1 танк. Ашытуға 3 апталық период ұсынылаы. Тапсырыс берушімен келісім бойынша бұл периодты ұзартып өзгертуге болады.
12 % квас ашыту үшін 182 кг солод салу қажет. Солодты ұсақтау қарапайым ұсақтағышпен жүзеге асады.
Ұсақтан суслоны ажырату үшін сүзгі чаны қолданылады, оның ішінде суслоны ірі заттардан ажырату үшін секциялы фильтрациялыұ өткел орналасқан.
Суслоны суыту гидроциклондық чанда жүреді. Кіші квас зауыттың дизенфекциясы жуушы жабдықтың көмегімен жүзеге асады. Суыту мен қысылған ауа мұздатқыш және компрессорлы қондырғының көмегімен қамтамасыз етіледі. Бүкіл кіші квас зауыт өнімі тұтынушыларға эксплуатациялауға арныалған және жекелеген жабдықтар бірлігінен қамтамасыз етіледі.
1. 2. Технологиялық үрдістің түсіндірмесі
Квасты алу екі кезеңмен іске асырылады:Квас суслосын ашыту және квастың купаждалуы (қанығу) . Осы кезеңдерді жүргізу әдістеріне байланысты ашыту үрдісі ашыту чандарында, ашыту-купажды аппараттарда немесе цилиндрлі-конустық ашыту аппараттарында іске асырылады.
Ашыту чаны суыту айналмасы бар аппаратта квасты ашытады. Купаждау үшін араластырғыштары бар купаждық аппараттар қызмет етеді. Ашыту чанында суслоны дайындап, ашытқыны салады да, 25 . . . 30 ашыту жүргізіледі. Ашыту құрғақ заттардың массалық үлесі 1% түскенге дейін және квастың 100 -ге сілті ерітінді концентратының 0, 1 моль/ қышқылдығы 2 . . . 4 жеткізілді. Температура тұздықты (рассол) суыту жолымен реттеледі. Осы жағдайда ашыту ұзақтылығы 14 . . . 16 сағатты құрайды. Содан кейін ашытқыны тұндыру үшін квасты 6 . . . 7 дейін суытады да, купаждық аппаратқа айдайды. Ашытқыны бөлу үшін ашыту чанын толтыру алдында ағызу саңылауына ағызу стаканы орнатылады.
Купаждық аппаратта квасқа қалған квас суслосының 30% және қант шәрбатының 75% қосады. Араластырудан кейін квасты құю өлшегіштеріне жібереді. Ашытқы қайтадан пайдаланылмайды, себебі, сүттіқышқыл бактериялар квасты суыту кезінде шөгілмейді де, квастың ішінде қалады, микроағзалардың қатынасы бұзылады. Сондай-ақ, ашытқыны сақтау мүмкіндігі жоқ.
Ашыту-купаждау аппараты квас суслосын ашыту жіне квасты купаждауға арналған. Ол - тіректерде орнатылған цилиндрлік сыйымдылық, люкпен герметикалық түрде жабылатын сфералық қақпағы бар, түбі конус болып келген, оның ішінде ашытқыны тұндыруға арналған ашытқыны бөлу камерасы орнатылған. Аппараттың төменгі бөлігінде пропеллерлі араластырғыш бар, өнімнің температурасын реттеуге арналған суыту айналмасы қызмет етеді. Сонымен қатар, аппарат штуцермен жабдықталған:біреуі - аппараттан ауаны жіберу, екіншісі - тұздықты беру мен жіберу, үшіншісі - суслоны беру үшін, төртіншісі - қант шәрбатын беру және квасты ағызу.
Квасты ашытудан және бөлуден кейін осы аппаратта қалған квас суслосының концентратымен және қант шәрбатымен купаждау жүргізіледі. Бұл аппараттан көміртегі диоксидын қысу арқылы құю іске асырылады.
Квас суслосының концентратын араластырудың алдында енмесе кейін 30 . . . 35 мин 75 . . . 80 температурасында пастерлейді, содан кейін 28 . . . 30 -ға дейін суытады да, төменгі штуцер арқылы цилиндрлі - конустық ашыту аппаратына айдайды.
Квас суслосын дайындау араластырғышы бар жинақтауышта жүргізіледі, оның ішінде квас суслосының концентраты 30 . . . 35 температуралы сумен араластырылады. Квас дайындау үшін қолданылатын судың «ішілетін су» ГОСТ 2874-85 талаптарына сйкес болу керек. Суслоны жылу алмастырғыш арқылы сорғымен цилиндрлі-конустық ашыту аппаратына ашыту үшін айдайды. Осыған қант шәрбатының есептелген көлемін және аралас ашытқышты береді. Суслоны араластырады. Ашытуды ұзақтығы 12 сағат тәртіпте жүргізеді.
Ашыту аяқталған соң квасты жылу алмастырғышта суытады да, цилиндрлі-конустық ашыту аппаратына купаждау үшін айдайды. Дайын квасты қайтадан тұздықтың көмегімен суытып, тұнған ашытқыны аппараттан жирнақтауышқа жібереді де, квас цистерналарға құйылады.
Квас өлшегіштерден немесе ашыту-купаждау аппараттарынан тікелей изотермоцистерналарға, бөшкелерге, кегаларға құйылады.
Кәсіпорындарда квасты өндіру тек жазғы мерзімде өйымдастырылады, квасты пісіру цехтарының жұмыс уақытысының қоры - 100 тәулік. Ашыту квастың бөтелкелерге құю мерзімін 2 айға дейін ұлғайтуға мүмкіндік береді. Алайда квас тұрақтылығын қамтамасыз ету үшін ашытқы мен сүттіқышқыл бактерияларды толық тұндыру жеткілікті, сондай-ақ сапалы сүзгілеу қажет. Осы мәселелердің қиындығы - квас жоғары молекулярлы қосындылардан тұрады (гумми-заттар, гемицелюлозалар, декстриндер және т. б. ), олар квастың жоғары тұрақтылығын тудырады. Кавстың жоғары тұрақталығы өлшенген бөлшектердің және микроағзалардың тұнуына кедергі келтіреді. Сүзу жылдамдығын арттыру үшін жарықтандырғыштармен (мысалы, «айсингласс» аппараты) микроағзаларды алдын-ала тұндыру, қоспалардың негізгі бөлшектерін жою үшін квасты сепарирлеу қажет. Сүзгілеу чанға заттарды салар алдында оны ыстық сумен жылытады және де онымен торлы кеңістікті толтырыды, торды су 1, 0-10, 5 см жауып тұруы қажет. Сүзгілеу чанға заттарды салардан соң оны 10-15 минут тұрғызады, сосын сулоны ажыратуды бастайды. Сүзу аяқталған соң ұсақ суслоны 70-80 температурадығы сумен жуады. Суслода 10, 3-10, 5% құрғақ заттар қалғанша жуу жүргізеді.
Ашыту квас қайнатқыш бекіткен белгілі бір температуралық кесиемен жүргізіледі. Температуралық режим ашыту қарқындылығына байланысты белгіленеді. Қосымша стационарлық сыйымдылықтар жоқ болған жағдайда дәндік ашытқыларды қолмен ашытады. Ол үшін эмальданған ыдысқа 2 литр сусло мен 3 литр нан ашытқысын құяды және 2-3 рет бір ыдыстан екінші ыдысқа ауыстырып құяды. Осылай ашытқы мен суслоның сапырған кезде оларды қышқылмен қанықтырады, бұл тез ашуына көмек береді. Кіші квас зауытындағы ашытушы чандағы 20 гл суслоға осындай ашытқыдан 4 шелек құяды.
Квас суслосының концентратын, қолданылытын технологияны, өндірістің санитарлы-микробиологиялық жағдайын дұрыс таңдау маңызды рөл атқарады.
1. 3. Технологиялық үрдістің тиімділік критериін таңдау және оны автоматтандыру жолымен жақсарту
Тамақ өнеркәсібінің түрлі салаларында өндірістің үзіліссіз үрдістері кең түрде қолданылуға ие бола бастайды. Қазіргі уақытта техниканың дамуы переиодты үрдістен үзіліссіз үрдіске өтуімен сипатталынады.
Өндіріс интенсификациясы үшін үзіліссіз үрдістің мәні өте үлкен. Ол өндірістік операцияларға еңбек шығынын тез төмендетеді, жабдықтың пайдалы әсер коэффициентін ұлғайтады және өндірістілікті арзантады.
Квас қайнату өнеркәсібінің шартына периодты және циклдық үрдістермен үзіліссіз үрдісті салыстырған кезде үзіліссіз ашыту үрдісінің мынандай қасиеттерің көруге болады: ашытқының тіршілікті әрекеті үшін қолайлы щарттар жасау өнімділікті ұлғайту, өнімділік шығындарды төмендету.
Қазіргі уақытта квас өнеркәсібіне үзіліссіз үрдісті енгізу маңызды қажеттілікке ие.
Квас ашыту өнеркәсібінде секциялы құрылғыға үлкен назар аударылады. Мұнда үзіліссіз ағында сусулоны ашытуға қол жеткізуге болады. Квас ашыту өнеркәсібіндегі секциялы құрылғы өндірістік үрдісте автоматтандыруды қолдануға мүмкіндік береді. Мұнда үрдістің үзіліссіздігін сақтай отырып ашытқыны іріктеп алу мәселесі шешілген.
Үзіліссіз ашыту үрдісі аппаратураның жоғарғы өндірістілігін, оның габариттерін азайту және де өндірістік алаң өлшемін азайтуды қамтамасыз етеді. Ол электр энергиясын, суды және буды біртегіс тұтынып, бастапқы шикізаттың аз шығыны кезінде өнім сапасын жақсартуға ісер береді, өндірістіңк үрдісті кешенді механизациялау және автоматтандыруды жеңілдетеді, қызмет етуші персонал санын қысқыртады және де еңбек шартын жақсартады.
Тараз қаласындағы ЖК «Арасан» технологиялық параметрлерін автоматты басқару және бақылау жүйесін өңдеу үшін бірнеше негізгі қосалқы жүйелер қарастырылады:
a) жұмыстың тиімді режимі үшін стерелизаторға сусло беруді реттеу;
б) суслоны бірдей мөлшерде беруші есебінен үзіліссіз ашыту аппаратының секциясына ашытылған сұйықтықтың температурасын реттеу;
в) ашытқылар тұнған сыйымдылықтың астында тікелей орналасқан және шығысындағы сәйкес ысырмалардың ашылуына әсер ететін салмақ датчиктерінен берілетін сигнал есебінен сәйкес ысырмалардың ашылуы кезінде үзіліссіз ашыту аппаратының төменгі секциясында тұнған тұнбаларды сыртқа щығаруды реттеу
г) жоғары сапалы өнім алу үшін аппараттан шығатын дайын квас тығыздығының өзгеру есебінен квасты үзіліссіз пісіруге арналған аппаратқа квасты беруді реттеу.
Ұсынылған АБЖ енгізумен Тараз қаласындағы ЖК «Арасан» ашытушы цехтың барлық жоғарыда айтылған мәселелері барлық технологиялық параметрлердің өзара байланыстарды жасау және кешенді автоматтандыру жолымен шешіледі. Квасты үзіліссіз пісіруге арналған аппарат және үзіліссіз ашыту аппаратының жұмыс режимін тиімділендіру, стерилизатордың жұмыс режимін тиімділендіру, стерилизаторға суслоны номиналды беруге негізделген: жоғары сапалы квас алу сусло шығынын тиімділендіру бойынша жүзеге асады.
2. Арнайы бөлім
2. 1. Технологиядық үрдісті басқару жүйесін есептеу және өңдеу
Автоматтандыруда квасты үзіліссіз ашыту объектісінің статикалық сипаттамасы теңдеу түрінде жазылады:
(2. 1)
Квасты үзіліссіз ашыту объектісінің статикалық сипаттамасы сызықты және де сол сиякты сызықты емес көп мүшелермен аппроксимерленеді. Сипаттаманы бірінші тәртіптегі сызықты көп мүшемен аппроксимациялау кезінде теңдеу мынандай түрге енеді:
(2. 2)
Екінші тәртіптегі теңдеумен аппроксимациялау кезінде . Мұнда : , , - квас ашытудың үзіліссіз үрдісінің әрбір нақты түрі үшін тұрақты анықтауыштар.
Бастапқы шикізат және сол сиякты оны өңдеу режимінің шарттарына жататын кіріс параметрлерінің кездейсоқ ауытқуының нәтижесінде квас ашытудың үзіліссіз үрдістің зерттелетін объектісінің статикалық сипаттамасы:
(2. 3)
Мұнда: - бақыланатын кіріс әсерлері
- басқарылмайтын кіріс әсерлері.
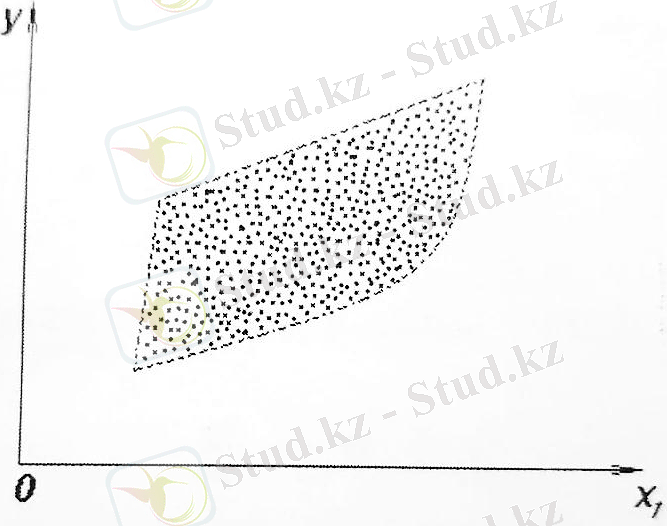
Сурет 2. 1. Корреляция өрісі.
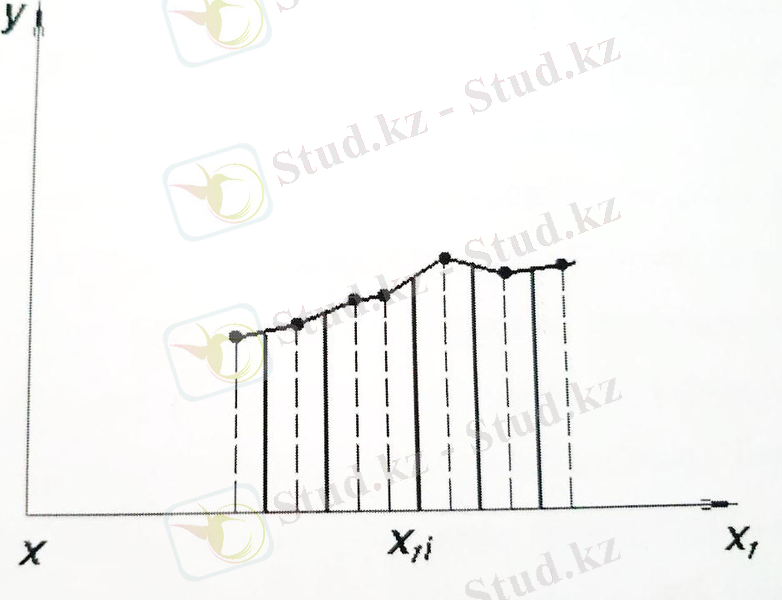
Сурет 2. 2. Корреляцияның трансформирленген өрісі.
Бастапқы шикізат және сол сияқты оны өңдеу режимінің шарттарына жататын кіріс параметрлерінің үзіліссіз үрдісінің зерттелетін объектінің статикалық сипаттамасы:
(2. 4)
Кейбір кездейсоқ айнымалы шаманың басқа кездейсоқ айнымалы шамаға кореляциялы тәуелділігін жазықтықта корреляция өрісі түрінде көрсетуге болады, сурет 2. 1.
Егер өрісін бірдей бөлікке бөлсек, ал әрбір і-ші интервалының шегіндегі корреляция өрісінің барлық нүктесін оның ортасына х, і әкелсек, онда корреляцияның трансформирленген өрісі пайда болады. Әрбір мәні үшін орташа арифметикалық анықтасақ:
(2. 5)
Мұнда: - -ші интервалдағы нүктелер саны.
(2. 6)
Мұнда: N - бақыланатын жалпы сан.
2. 2 суреттегі ординаторларды деп белгілейік те және алынған нүктелерді сызықпен жалғаймыз. Нәтижесінде үзік сызық аламыз, ал у мен регрессияның эмприкалык сызығы деп аталады . Бұл ұлғаюымен, у - тің орташа өзгеруін көрсетеді . Бақыланудың үлкен саны бар интервалдағы регрессияның эмприкалык сызығы үлкен сенiмге ие болады .
Регрессияның эмприкалық сызығының бақыланатын саны ұлғайған сайын у кездейсоқ тастаулардан босатылып, нақты сипаттамаға лайық адекватты түрге енедi . Бақыланатын санның ұлғаюы шектелмеген кездегі регрессияның эмприкалық сызығының шекті жағдайы, регрессияның шекті теоретикалық сызығы немесе регрессия сызығы деп аталынады . Бақылаудың санның ұлғаюы шектелмеген кездегі регрессияның эмприкалық сызығының шекті жағдайы, регрессияның эмприкалық сызығының шекті теоретикалық сызығы немесе регрессия сызығы деп аталады . Бақылаудың сонғы санының нәтижесі бойынша оны табу корреляциялық анализінің есебін құрайды . Регрессия сызығын тұрғызу үшiн, әртүрлі мәндер кезінде сыраны үзiлiссiз ашыту объектiнің динамикалық қасиеттерін ескере отырып у мәнін өлшеу қажет . Квас ашытудың үзіліссіз үрдiсi объектiсiнiң статикалық үлгісін аныктағанда динамикалық қасиеттердi ескермесе мәнді қателіктер болады . Объектiнiң динамикалық сипаттамасын статикалық тәсілмен аныктау үшiн Винер Хонордын интегралды теңдеуін колданамыз . Бұл теңдеудiң мәнi келесідей болады . Сызықты динамикалық жүйенің y(t) шығыстағы сигналы, жүйенiң кiрiс сигналы x(t) және осы жүйедегі интегралды теңдеудің көмегімен импульсті сипаттамасы у(Q) аркылы көрсетіледі :
(2. 7)
Эргодинамикалық үрдіс жағдайында корреляциялы фуекция үшін бұл теңдеу келесі түрде түрленеді:
(2. 8)
(2. 6) және (2. 7) теңдеулерді салыстыра отырып, олардың аналогты құрылымын көруге болады. Осылайша, егер де импульсті сипаттамасы бар сызықты динамикалық жүйенің кірісіне, корреляциялы функциясымен сәйкес болатын x(t) сигнал берiлсе, онда осы жүйенiн шығысында, Rjx(T) кореляциялы функцияға формасы бойынша сәйкес у(t) сигнал пайда болады.
(2. 7) теңдеудiң шешiмi әртүрлi үш тәсілменен жүзеге асады: баскарылатын фильтрде, импульсті функция ординатаның жиыны; сызықты алгебралық теңдеулер жүйесіне, теңдеу мағлұматы;
Фурье түрлендіргіші.
Басқарылатын фильтрдi қолданып, теңдеуді шешу үшін арнаулы аппаратура қажет және импульсті функцияның ординатын жинау үрдiсi де кажет. Жинақ қолмен жүргізіледі.
Сызықты алгебралық теңдеулер жүйесінде, теңдеу мағлұматы, тікбұрыштар тәсілімен және квадраттар тәсілімен интегралды шешу жолымен жүзеге асады.
Фурье түрлендiргiшi тәсiлiн теңдеуді түлендіру үшін қолданады, яғни корреляциялық және де қайтымды корреляциялық функциядан спектральді және қайтымды спектральді жазықтықтарға өту, карапайым алгебралық теңдеу алуға мүмкiндiк береді:
( 2. 9 )
Осыны шеше отырып, квас ашытудың үзіліссіз тәсiрiнiң объектiсiнiң амплитуда фаза жиіліктік сипаттамасын аламыз, оны келесі есептеулер үшiн жиі қолданамыз:
(2. 10)
Объектiнiң амплитуда жиiлiктiк сипаттамасын анықтау үшін квас ашытудың үзіліссіз үрдiсiнiң объектiсiнiң сызықты секционды спектральді жазыктықтар арасындағы кiрiс шығыс кездейсоқ сигналдардың қатынасын анықтау қажет.
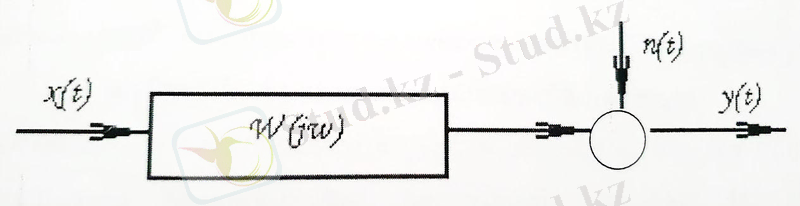
Сурет 2. 3. Басқарудың сызықты объектінің динамикалық сипаттамасының идентификациясы.
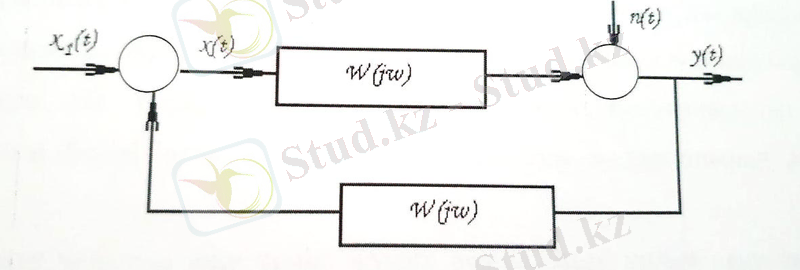
Сурет 2. 4. Кері байланыспен байланысқан квас ашытудың үзіліссіз үрдісінің құрылымдық сұлбасы.
Бұл кiрiсi бар кері байланысты жоқ квас ашытудың үзіліссіз үрдісі объектiнiң шығыс сигналына кездейсоқ шуыл және (t) әсер етеді (үрдiс спецификациясы немесе дiрiлден пайда болатын шуыл) . Мұндай объектінің динамикалық сипаттамасын анықтау кіріс және шығыс сигналдардың Ryx, Rnx кайтымды корреляциялы функциясының байланысына және n(t) шуылға, Rx кiрiс сигналының корреляциялы функциясы мен Q жүйенің импульсті функциясына негізделген.
(2. 11)
Кіріс әсер мен шуыл бiр-бiрiне тәуелді емес және олардың қайтымды корреляциялы функциясы нөлге тең. Теңдеу мұндай жағдайда аналогты теңдеуге түрленеді, сонда ол мынадай болады.
(2. 12)
Квас ашытудың үзіліссіз үрдісінің импульсті функциясы мынадай болады:
(2. 13)
2. 2. Квас ашыту технологиялық үрдiсiн автоматты басқарудың үзіліссіз жүйесінің функционалдық сұлбасын құру
Квас өндiрудiң технологиялық үрдiсiн автоматты басқару сұлбасында квас дайындауға арналған нан экстрактiсi сорғымен Н1 экстракт жинақтауышына беріледі, ол жерден Н2 сорғысымен экстракт цистернасына айдалады да, H3 сорғысымен - жылы сумен араласқан экстракт жинақтауышына беріледі. Жылы су ыстық су мен суық суды араластыру арқылы алынады. Араласқан экстракт Н5 насосымен ашыту чанына беріледі . Осы чанга H3 сорғысымен қант шәрбатының цистернасынан қант шәрбатының бөлігі және Н4 сорғысымен ашытқы жинауышынан ашытқыға берiледi.
Ашыту чанында ашу үрдісі жүзеге асады. Ашу үрдісі аякталған соң ашыту чанынан сусло H6 сорғысымен мұздаткышқа айдалады. Суытылған сусло квасты купаждауға арналған купаждау чанына беріледі де, суслога қант шәрбатының цистернасынан қант шәрбатының қалған бөлігі қосылады. Дайын квасты Н7 сорғысымен кұюга айдалады.
Квасты өндiрудiң технологиялық үрдісін автоматтандыру кезінде компоненттерді мөлшерлеу, температуралық режимдердi реттеу, шығындарды бақылау, жабдықты басқару, тасалау және дабылдандыру жұмыстары сияқты мәселелер маңызды болып табылады.
Компоненттерді автоматтық мөлшерлеу аралық сыйымдылықтарды толтыру арқылы көлемдеу әдісімен iске асырылады; экстракт үшiн - жинаушы мен цистерна; ашытқы үшін - жинаушы. Осылайша, экстракт жинауышын толтыру басқарудың электрлік сұлбасына сигнал беретiн жоғары денгейлi 2а қалқымалы датчигімен тіркеледі . Басқарудың электрлік сұлбасы магниттік қосқыштың көмегiмен Н1 сорғысының электр қозғалтқышын iске қосады. Н1 сорғысының жұмысы манометрдiң la көрсетiлуi бойынша, қалқанда - сигнал шамымен бақыланады. Таңдау кiлтiнiң SA1 режимі көмегімен сұлба автоматтық режимнен қолмен басқару режимiне ауысады және қозғалтқыш кнопкалы станциямен SB1 іске асады. Экстракт цистернасынын деңгейін реттеу жұмысы осыған сәйкес жүзеге асады . Ашыту және купаждау чандарына берілетін шәрбат көлемi сұйықтың санауыштарымен 19 және 22 бақыланады.
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz