Нұр-Сұлтан қаласының кірпіш зауытында өндірістік экологиялық бақылау және экологиялық менеджмент ұсыныстары

Қазақстан Республикасы Ауылшаруашылығы министрлігі
С. Сейфуллин атындағы Қазақ агротехникалық университеті
Байган Куралай
Нұр-Сұлтан қаласының кірпіш зауытында өндірістік экологиялық бақылау
ДИПЛОМДЫҚ ЖҰМЫС
мамандығы 5В060800 - «Экология»
Нұр-Сұлтан, 2022
Қазақстан Республикасы Ауылшарушылығы министрлігі
С. Сейфуллин атындағы Қазақ агротехникалық университеті
«Қорғауға жіберілді»
кафедра меңгерушісі
Г. Қ. Сатыбалдиева
ДИПЛОМДЫҚ ЖҰМЫС
Нұр-Сұлтан қаласының кірпіш зауытында өндірістік экологиялық бақылау
5В060800 - «Экология» мамандығы бойынша
Орындаған Байган К. Б.
Ғылыми жетекші Шупшибаев К. К. б. ғ. к., доцент
Нұр-Сұлтан, 2021
С. Сейфуллин атындағы Қазақ агротехникалық университеті» АҚ Экология кафедрасы Мамандығы 5В060800 «Экология»
Бекітемін
Кафедра меңгерушісі
Сатыбалдиева Г. К
Диплом жұмысын орындау бойынша
ТАПСЫРМА
Студент Байган Куралай Бауыржанкызы
Жұмыстың атауы «Нұр-Сұлтан қаласының кірпіш зауытында өндірістік экологиялық бақылау»
Студент бітірген жобаның тапсыру мерзімі
Мазмұны
Кіріспе . . . 5
I Кәсіпорын туралы жалпы мәліметтер . . . 8
1. 1 Кәсіпорындағы өндіріс және тұтыну қалдықтары
1. 2 Кірпіш зауытының атмосфераға, гидросфераға және литосфераға әсерін бағалау
II ЖШС«Malis Prom» жүргізілетін өндірістік экологиялық бақылаудың жүргізу тәртібі
2. 1 Кәсіпорындағы ішкі тексерулердің жоспар кестесі
2. 2 Технологиялық процессті бақылау
III ЖШС «Malis Prom» объектісіндегі өндірістік экологиялық бақылау
3. 1. ШРШ нормативтерінің сақталуын бақылау (эмиссиялар мониторингі)
3. 2 Атмосфералық ауа мониторингі
3. 3 Су қорларына мониторинг
3. 4 Тұтыну және өндіріс қалдықтарының мониторингі
3. 5 Радиациялық мониторинг
3. 6 Физикалық факторларға мониторинг
Кәсіпорынға экологиялық менеджмент бойынша ұсыныстар әзірлеу
Қорытынды
Әдебиеттер тізімі
Кіріспе
Жұмыстың жалпы сипаттамасы. Нұр-Сұлтан қаласындағы кірпіш зауытында өндірістік бақылауды жүргізу. Атмосфераға, су қорына, және топырақ жамылғысына әсерді бақылау.
Тақырыптың өзектілігі. Қоршаған ортаны қорғау маңызды экологиялық-әлеуметтік қоғамның міндеті, оның мәселелерінің бірі теріс экологиялық салдарды болдырмау болып табылады.
Ауыл шаруашылық және өндірістік қалдықтардың көбеюі қоршаған ортаның ластануына, одан әрі өлуі процессіне де әкеледі. Міне, осындай салдардың алдын алу мақсатында бақылау немесе «мониторинг» жүргізіледі.
Өндірістік экологиялық бақылау - бұл кәсіпорындағы өндіріс қауіпсіздігін бақылау және табиғатты қорғау мақсатында арнайы шаралар енгізу.
Өндірістік экологиялық бақылаудың мақсаты:
- Кәсіпорынның экологиялық қауіпсіздігін қамтамасыз ету. Кез-келген өнеркәсіптік жұмыс үшін тиісті табиғат қорғау нормативтері белгіленген. Белгіленген нормативтерді қолдану ұйымның тұтастай тиімділігін арттырады.
- Қоршаған ортаға, экологияға әсер ету қағидаларын сақтау. Өндірістік-экологиялық нормативтер улы шығарындыларға қатысты белгіленеді. Мұндай нормалардың міндеті - қатаң лимиттерді регламенттеу арқылы шығарындылардың лақтырылуын төмендету болып табылады.
- Ресурстарды ұтымды пайдалану. Табиғи және энергетикалық ресурстардың шығыны барынша аз болу қажет. Табиғи ресурстарды негізсіз пайдаланылмау қажет. Бұл экожүйелердің өздігінен қалпына келтіру процессіне әкелуі мүмкін. Кәсіпорын басшылары арнайы кешенді өндірістік тәсілдерді қолдануы керек, онымен қатар табиғи және энергетикалық қорларды шамадан тыс артық қолдануды тоқтату қажет.
- Экологияға зиянды әсерді азайту. Өндірістік экологиялық бақылау табиғатқа зиянды әсерді азайтуға немесе толығымен жоюға бағытталған шаралар жүйесін қамтиды.
Бүгінгі таңда кірпіш өндірісі құрылыс матералдарын өндіруден жетекші саласы болып табылады. Жалпы құрылыс материалдар өндірісінен 50% алып жатыр. Қоршаған ортаға зиянды әсері ауқымды. Ластану процессі өндірістің барлық кезеңдерінде жүреді:
- Шикізатты дайындау барысында( ұнтақтау. елеу, т. б. ) ;
- Бастапқы компоненттерді жақсы араласқан қоспаға және біртекті шикізаттпен араластыру( күйетін және тозатын қоспаларды қолдану арқылы пресс-ұнтақты дайындау, жылыту, араластыру, ылғалдандыру) ;
- Өнімдерді әртүрлі тығыздау тәсілімен әрі қарау өндіру (престеу) .
Зерттеу нысаны. Нұр-Сұлтан қаласындағы ЖШС «Malis Prom» кірпіш өндірісімен айналасатын зауыт.
Зерттеудің ғылыми жаңалығы.
Бақылаудың нәтижелері бойынша қоршаған ортаға және зауыт аумағына жақын орналасқан аймақтағы қызметкерлермен тұрғындардың денсаулығына теріс әсерді азайту мақсатында іс шаралар жүйесі ұсынылады. Кірпіш зауыттары Қазақстанда кең таралғандықтан, бұл өндіріс нарығы дамуда.
Жұмыстың ғылыми және практикалық маңызы.
Бұл жүргізілген жұмыс ғылыми да, практикалық тұрғыдан өте өзекті және маңызыды. Осы жоба арқылы қаламыздағы бір кірпіш зауытының тастайтын шығарындылардың көлемімен таныстық. Онымен қатар, бұл ластаушы заттармен арнайы табиғат қорғау шараларын енгізу қажеттігін байқадық. Жүргізілген жұмыста ШРШ нормативтерімен жұмыс жасауды, есепке алуда үйретеді.
I Кәсіпорын туралы жалпы мәліметтер
1. 1 Кәсіпорындағы өндіріс және тұтыну қалдықтары̊
Балшық-жер бетіндегі ең көп таралған табиғи минералды материалдардың бірі. Кірпіш жасау үшін саздың белгілі бір қасиеттері мен сипаттамалары болуы керек. Мұндай саздар сумен араласқан кезде пішіндеуге немесе пішіндеуге мүмкіндік беретін икемділікке ие болуы керек; олар қалыпталғаннан кейін пішінін сақтау үшін жеткілікті ылғалды және ауада кептірілуі керек. Сонымен қатар, тиісті температураға ұшыраған кезде саз бөлшектері біріктірілуі керек.
Саздың түрлері
Балшықтар үш негізгі формада кездеседі, олардың барлығы ұқсас химиялық құрамға ие, бірақ әртүрлі физикалық сипаттамалары бар.
Беттік Саздар. Беткі саздар ежелгі шөгінділердің немесе кейінгі шөгінді түзілімдердің шөгінділері болуы мүмкін. Атауынан көрініп тұрғандай, олар жер бетіне жақын орналасқан.
Сланец. Сланецтер-бұл қатайғанша жоғары қысымға ұшыраған саздар.
Отқа Төзімді Саздар. Отқа төзімді саздар, әдетте, басқа саздарға қарағанда терең деңгейде алынады және отқа төзімді қасиеттерге ие.
Беттік және отқа төзімді саздар шиферден өзгеше физикалық құрылымға ие, бірақ химиялық құрамы жағынан ұқсас. Балшықтың барлық үш түрі әр түрлі металл оксидтері бар кремний мен алюминий оксидінен тұрады. Металл оксидтері төмен температурада бөлшектердің еруіне ықпал ететін ағындар ретінде әрекет етеді. Металл оксидтері (әсіресе темір, магний және кальций) күйдірілген кірпіштің түсіне әсер етеді.
Өндіруші әр түрлі көздерден және карьердегі әртүрлі жерлерден балшықтарды араластыру арқылы химиялық құрамы мен физикалық қасиеттеріндегі айырмашылықтарды азайтады. Химиялық құрамы шұңқырда әр түрлі болады, ал айырмашылықтар әртүрлі өндірістік процестермен өтеледі. Нәтижесінде, сол өндірушінің кірпіштері кейінгі өндірістік циклдарда сәл өзгеше қасиеттерге ие болады. Сонымен қатар, бірдей сыртқы түрі бар әр түрлі өндірушілердің кірпіштері басқа қасиеттерімен ерекшеленуі мүмкін.
Өндірістің негізгі принциптері біркелкі болғанымен, жеке өндірушілер өз өндірісін белгілі бір шикізатқа және пайдалануға бейімдейді. Негізінен, кірпіш ұсақталған сазды сумен араластыру, балшыққа қажетті пішінді беру, кептіру және күйдіру арқылы алынады. Ежелгі уақытта барлық қалыптау қолмен жасалған. Алайда, 19 ғасырдың екінші жартысында кірпіш өндіретін машиналар ойлап табылғаннан бастап, көптеген елдер өндірілген кірпіштің көп бөлігі машиналармен жасалды.
- Кірпіштер саздан немесе шиферден жасалады, өндіріс кезінде пішінделетін, кептірілетін және күйдірілетін берік керамикалық зат.
- Кірпішті пішіндеудің және өлшеудің үш әдісі бар: экструдталған (қатты саз), қалыпталған (жұмсақ саз) және құрғақ басу. Кірпіштің көп бөлігі экструзия әдісімен жасалады.
- Кірпіш күйдірілген саздағы минералдардың арқасында немесе атыс процесіне дейін немесе одан кейін қолданылатын жабындардың көмегімен өз түсін алады. Ол ешқашан түсіп кетпейтін тұрақты түс береді.
- Кірпіш әйнек пайда болған кезде өндіріс процесінде шөгуді береді. Кірпіш өндіріс процесіне байланысты әр түрлі болады. Бұл айырмашылықтар ASTM стандарттарымен реттеледі.
- Кірпішті қалыптастыру үшін қолданылатын әдіс оның құрылымына үлкен әсер етеді. Құммен өңделген беттер құйылған кірпішке тән. Экструдталған кірпіштің көмегімен әртүрлі текстураларға қол жеткізуге болады.
Кірпіш өндірісінің негізгі технологиялық кезеңдері:
- Шикізатты өндіру және жеткізу;
- Кірпіштің массасын дайындау және оны қалыптау;
- Кірпішті кептіру;
- Кірпішті күйдіру;
- Дайын болған өнімді жинау және сақтау.
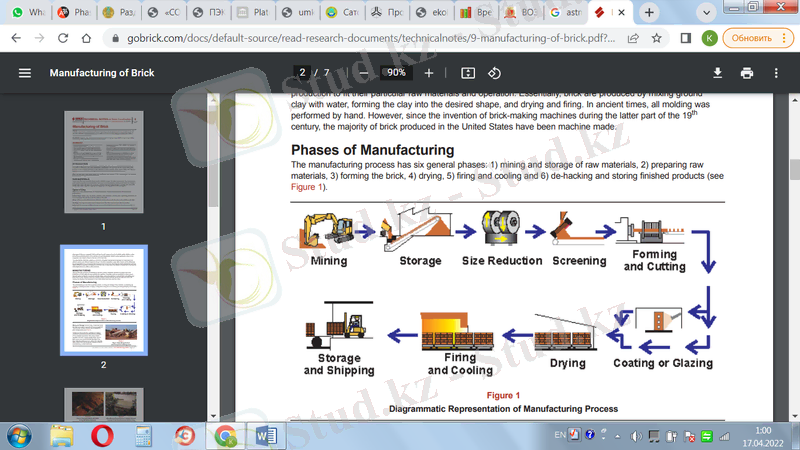
Өндірістік процестің схемалық көрінісі
Пайдалы қазбаларды өндіру және сақтау. Жер бетіндегі саздар, тақтатастар және кейбір отқа төзімді саздар ашық карьерлерде энергия жабдықтары арқылы алынады. Содан кейін саз немесе шифер қоспалары өсімдіктерді сақтау орындарына тасымалданады (1-суретті қараңыз) .
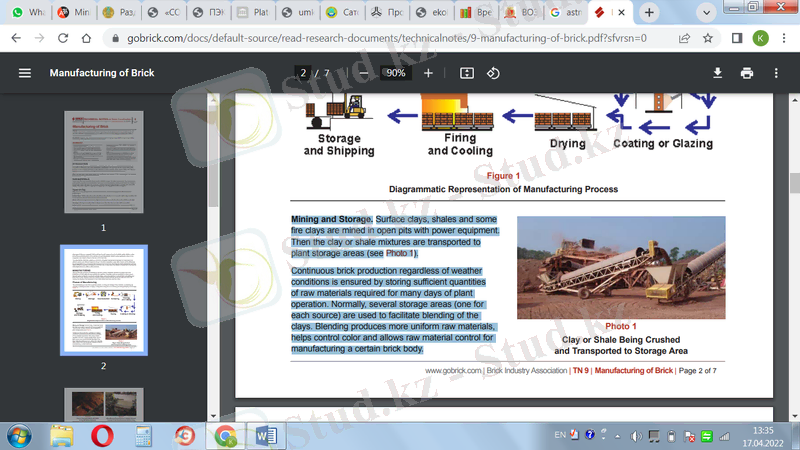
1 - сурет. Балшық немесе шифер ұсақталып, сақтау аймағына тасымалданады.
Кірпіштің үздіксіз өндірісі ауа-райына қарамастан, зауыттың көп күндік жұмысына қажетті шикізаттың жеткілікті мөлшерін сақтау арқылы қамтамасыз етіледі. Әдетте сазды араластыруды жеңілдету үшін бірнеше сақтау орындары қолданылады (әр көзге бір) . Араластыру біркелкі шикізат береді, түсін басқаруға көмектеседі және белгілі бір кірпіш корпусын жасау үшін шикізатты басқаруға мүмкіндік береді.
Дайындау. Балшық пен тастардың үлкен кесектерін сындыру үшін материалды шикізатты араластырмас бұрын мөлшерін азайту машиналарымен өңделеді. Әдетте материал бөлшектердің мөлшерін бақылау үшін көлбеу діріл экрандары арқылы өңделеді.
Қалыптастырушы. Қалыптау, Қалыптастырушы процесінің бірінші кезеңі біртекті пластикалық саз массасын алуға мүмкіндік береді. Бұған әдетте пышақтардың ұзартқыштары бар бір немесе бірнеше айналмалы біліктері бар араластырғыш камерамен тығын диірменіндегі сазға су қосу арқылы қол жеткізіледі (2-суретті қараңыз) . Тығын диірменінен кейін пластикалық саз массасы қалыптауға дайын. Кірпішті қалыптастырудың үш негізгі процесі бар: қатты шлам, жұмсақ шлам және құрғақ пресс.
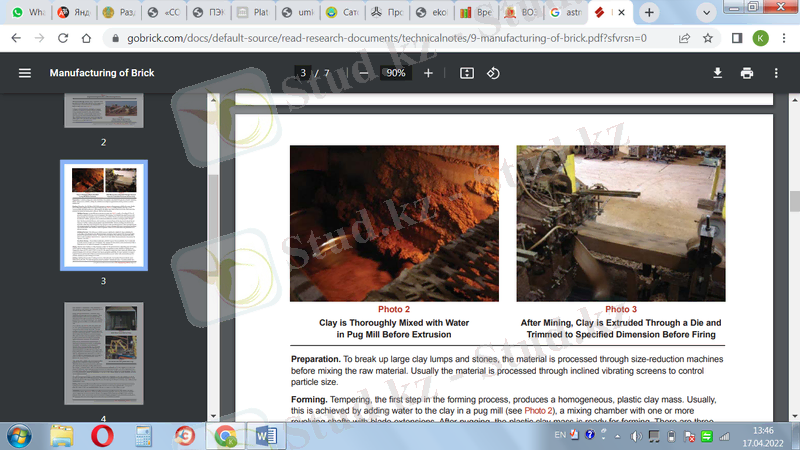
2- сурет. Балшық экструзиядан бұрын құмырадағы диірмендегі сумен мұқият араласады.
Қатты шламмен өнделетін Процесс -қатты шламмен немесе экструзиямен (3-суретті қараңыз) 10-нан 15 пайызға дейінгі диапазондағы су икемділікті алу үшін сазбен араласады. Бітелгеннен кейін қатайтылған саз ауаны шығару камерасынан өтеді, онда вакуум 15-тен 29 дюймге дейін (375-тен 725 мм-ге дейін сынап бағанасы) сақталады. Ауаны шығару көмегімен ауа саңылаулары мен көпіршіктерді алып тастайды, бұл сазға жоғары жұмыс қабілеттілігі мен икемділігін береді, және де үлкен беріктікке әкеледі.
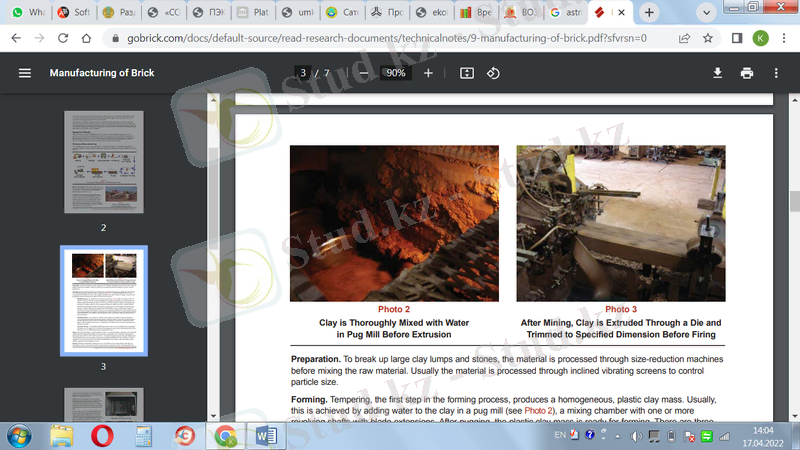
3 - сурет.
Содан кейін саз балшық бағанын алу үшін матрица арқылы экструдталады. Содан кейін автоматты кескіш жеке кірпіш жасау үшін сазды бағанды кесіп тастайды. Кескіштер арасындағы қашықтық пен штамптардың өлшемдері кептіру және күйдіру кезінде пайда болатын қалыпты шөгуді өтеу үшін мұқият есептелуі керек. Құрама Штаттардағы кірпіштің шамамен 90 пайызы экструзия әдісімен өндіріледі.
Жұмсақ шлам процесі -жұмсақ шлам немесе қалыптау процесі қатты шламды экструдтау үшін тым көп суы бар саздарға өте қолайлы. Балшықтар судың 20-30 пайызына дейін араласады, содан кейін пішіндерде кірпішке айналады. Балшықтың жабысып қалуына жол бермеу үшін пішіндер "құм соққысы" немесе "су соққысы"бар кірпіш алу үшін құммен немесе сумен майланады. Кірпіш машина немесе қолмен жасалуы мүмкін.
Құрғақ басу процесі -бұл процесс өте төмен икемділігі бар саздарға өте қолайлы. Балшық судың ең аз мөлшерімен (10 пайызға дейін) араласады, содан кейін гидравликалық немесе пневматикалық престермен 500-ден 1500 фунт стерлингке дейін (3, 4-тен 10, 3 МПа-ға дейін) болат қалыптарға басылады.
Кептіру. Қалыптау немесе кесу машиналарының дымқыл кірпішінде өңдеу әдісіне байланысты ылғалдың 7-30 % болады. Өрт процесін бастамас бұрын, бұл судың көп бөлігі кептіру камераларында шамамен 100°C-тан 400°C-қа дейін (38°C-тан 204°C-қа дейін) буланып кетеді. Әр түрлі саздарға байланысты әр түрлі болатын кептіру ұзақтығы әдетте 24-тен 48 сағатқа дейін. Жылуды кептіру камералары үшін арнайы шығаруға болатынына қарамастан, ол әдетте максималды жылу тиімділігі үшін пештердің қалдық жылуынан шығады. Барлық жағдайларда кірпіште жарықтар пайда болмас үшін температура мен ылғалдылықты мұқият реттеу керек.
Бұзу. Бұзу - бұл пеш вагоның немесе пешті кірпішпен жүктеу процесі. Пештің арбасындағы кірпіштің мөлшері пештің мөлшерімен анықталады. Кірпіш әдетте роботтармен немесе механикалық құралдармен салынады. Реттеу үлгісі сыртқы келбетке әсер етеді. Бетпе-бет орналастырылған кірпіш көлденең немесе артқы жағына орналастырылған кірпішке қарағанда біркелкі түске ие болады.
Күйдіру. Кірпішті жағу пештің түріне және басқа айнымалыларға байланысты 10-нан 40 сағатқа дейін созылады. Өндірушілер қолданатын пештердің бірнеше түрлері бар. Ең көп таралған түрі-туннель пеші, одан кейін мерзімді пештер. Отын ретінде табиғи газ, көмір, үгінділер, полигондардан метан газы немесе осы отынның комбинациясы болуы мүмкін.
Туннель пешінде (4-суретті қараңыз) кірпіш туннель бойымен қозғалатын әртүрлі температура аймақтарынан өтетін пеш вагондарына тиеледі. Әр аймақтағы жылу режимі мұқият бақыланады және пеш үздіксіз жұмыс істейді. Мерзімді пеш-бұл жүктелетін, күйдіретін, салқындататын және түсіретін пеш, содан кейін сол қадамдар тағы да қайталанады. Кептірілген кірпіш ыстық пеш газдарының айналымын қамтамасыз ететін белгіленген схемаға сәйкес мерзімді пештерге орнатылады.
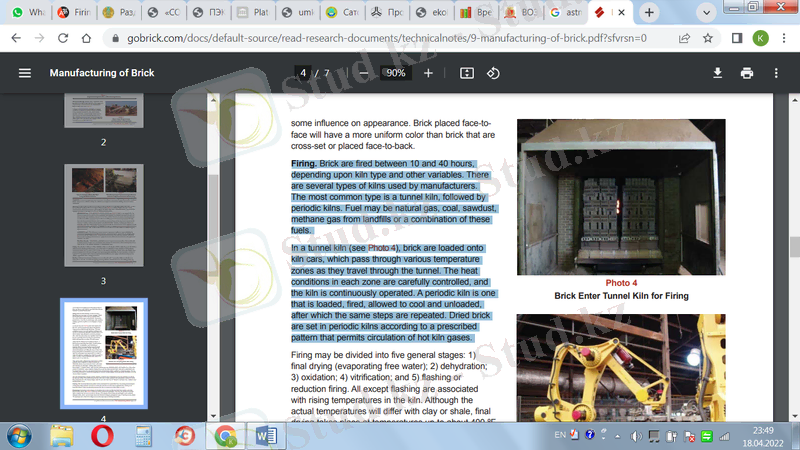
4 - сурет. Кірпіш күйдіру үшін туннель пешіне түсіріледі.
Күйдіруді бес негізгі кезеңге бөлуге болады: 1) Соңғы кептіру (бос судың булануы) ; 2) дегидратация; 3) тотығу; 4) жылтырату; және 5) булану немесе азайту арқылы күйдіру. Буланудан басқа бәрі пештегі температураның жоғарылауымен байланысты. Нақты температура сазға немесе шиферге байланысты әр түрлі болады, бірақ соңғы кептіру шамамен 400 ° C (204 ° C) температурада жүреді, дегидратация шамамен 300 ° F-1800 ° F (149-982 ° C), тотығу 1000-1800 ° c (538-982 °c) C) және тексеру 1600-ден 2400 °C-қа дейін (871 ° C тан 1316 °C -ға дейін) .
Балшықтың металдан айырмашылығы, баяу жұмсарады және ериді немесе температураның жоғарылауына ұшыраған кезде біртіндеп жылтыратылады. Жылтырату балшықтың салыстырмалы түрде төмен сіңуі бар қатты массаға айналуына мүмкіндік береді. Балқу үш сатыда жүреді: 1) Бастапқы балқу, саз бөлшектері салқындаған кезде массаға бір-біріне жабыса алатындай жұмсақ болған кезде; 2) қарқынды ағу пайда болған кезде және масса тығыз, қатты және сіңірілмейтін болған кезде жылтырату; 3) саз массасы ыдырап, еріген кездегі тұтқыр балқу деформацияланған пішінге әкеледі. Өрт процесінің кілті-пештің температурасын жаңа балқу және жартылай әйнек пайда болатындай етіп бақылау, бірақ тұтқыр балқытудан аулақ болу қажет.
Температураның өзгеру жылдамдығын мұқият бақылау керек және шикізатқа, сондай-ақ өндірілген кірпіштің мөлшері мен өзегіне байланысты болады. Пештер, әдетте, әртүрлі сатылардағы температураны бақылау үшін температура сенсорларымен жабдықталған. Соңына қарай кірпіш түстердің өзгеруін алу үшін "тігілген" болуы мүмкін.
Салқындату. Температура шыңға жетіп, белгіленген уақыт ішінде ұсталғаннан кейін салқындату процесі басталады. Салқындату уақыты туннель пештері үшін сирек 10 сағаттан және мерзімді пештерде 5-тен 24 сағатқа дейін болады. Салқындату кірпіш өндірудегі маңызды қадам болып табылады, өйткені салқындату жылдамдығы түске тікелей әсер етеді.
Бөлшектеу. Бөлшектеу-бұл кірпішті салқындағаннан кейін пешті немесе пешті түсіру процесі, бұл жұмысты жиі роботтар жиі атқарады(5-суретті қараңыз) . Кірпіш сұрыпталады және ораланады. Содан кейін олар қоймаға орналастырылады немесе жеткізу үшін теміржол вагондарына немесе жүк көліктеріне тиеледі.
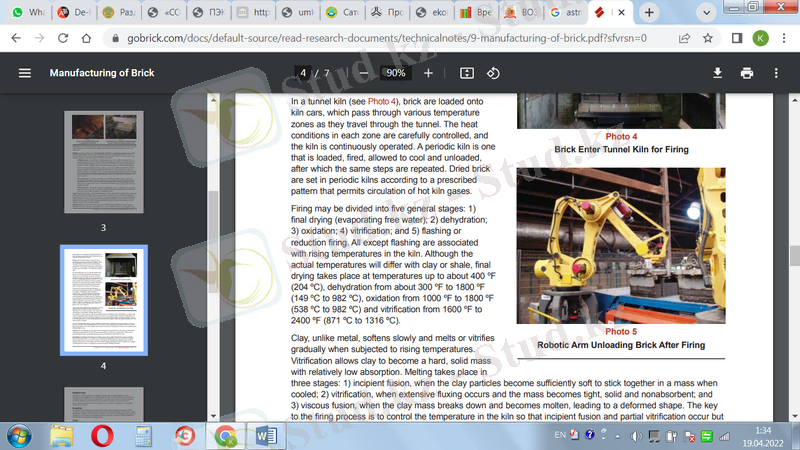
5 - сурет.
Кірпіштің қасиеттері
Кірпіштің барлық қасиеттері шикізаттың құрамына және өндіріс процесіне байланысты. Көптеген өндірушілер шикізат пен күйдірілген кірпіштің қажетті қасиеттеріне қол жеткізу үшін әртүрлі балшықтарды араластырады. Бұл дайын өнімнің жалпы сапасын жақсартады. Өндіріс процесінде сапаны бақылау өндірушіге өңдеуден туындаған ауытқуларды шектеуге және біртекті өнім шығаруға мүмкіндік береді. Кірпіштің ең маңызды қасиеттері-1) беріктік, 2) түс, 3) құрылым, 4) өлшемнің өзгеруі, 5) қысу беріктігі, 6) сіңіру.
Ұзақ мерзімділігі
Кірпіштің беріктігі балқу кезіндегі бастапқы еру мен ішінара әйнектеуге қол жеткізуге байланысты. Сығымдау және сіңіру беріктігінің мәні балқу температурасымен де байланысты болғандықтан, бұл қасиеттер қанықтыру коэффициентімен бірге қазіргі уақытта кірпіш сипаттамаларында беріктікті болжау ретінде қолданылады. Алайда, шикізат пен өндіріс әдістеріндегі айырмашылықтарға байланысты сығымдау мен сіңіру беріктігінің бірыңғай жиынтығы атыс дәрежесін сенімді түрде көрсетпейді.
Түсі
Күйген саздың түсі оның химиялық құрамына, күйдіру температурасына және күйдіруді бақылау әдісіне байланысты. Әдетте саздарда кездесетін барлық оксидтердің ішінде темір түске үлкен әсер етуі мүмкін. Табиғи түсіне қарамастан, құрамында кез-келген түрдегі темір бар саз темір оксидінің пайда болуына байланысты тотықтыратын отқа ұшыраған кезде қызыл түске ие болады. Қалпына келтіру атмосферасында атыс кезінде сол саз қара - қоңыр (немесе қара) реңкке ие болады. Пеште қалпына келтіретін атмосфераны құру жану немесе қалпына келтіретін атыс деп аталады.
Сол шикізат пен өндіріс әдісімен қараңғы түстер жоғары атыс температурасымен, төмен сіңіру мәндерімен және жоғары қысу беріктігімен байланысты. Алайда, әртүрлі шикізаттан жасалған өнімдер үшін беріктік пен түс немесе түс сіңіру арасында тікелей байланыс жоқ.
Текстурасы, жабыны және глазурі
Көптеген кірпіштерде қалыптау кезінде қолданылатын штамптармен немесе қалыптармен алынған тегіс немесе құммен өңделген құрылым бар. Әдетте матрицаның қабығы деп аталатын тегіс құрылым болат матрицаның экструзия процесінде саз арқылы өтетін қысымынан туындайды. Көптеген экструдталған кірпіштер матрицаның қабығын алып тастайды және саз бағанасы матрицадан шыққан кезде кесу, тырнау, илеу, щеткамен тазарту немесе басқа жолмен бетінің кедір-бұдырын беретін құрылғыларды қолдана отырып, басқа текстураларды алу үшін қосымша өңделеді (6-суретті қараңыз) . Кірпішті антикалық көрініс беру үшін отқа дейін немесе одан кейін кесуге болады.
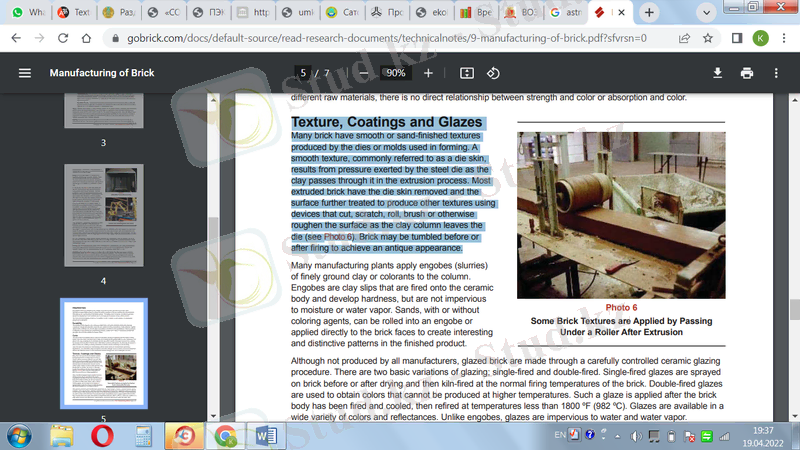
6 - сурет. Кейбір кірпіш құрылымдары экструзиядан кейін роликтің астына жағылады
Көптеген өндірушілер бағанға жұқа ұнтақталған саздан немесе бояғыштардан ангобаларды (суспензияларды) қолданады. Ангобалар-бұл керамикалық корпуста күйіп, қаттылыққа ие болатын, бірақ ылғалға немесе су буына төзімді емес саз балшықтары. Бояғыштары бар немесе онсыз құмды дайын өнімде қызықты және ерекше өрнектер жасау үшін ангобаға орап немесе тікелей кірпіш бетіне жағуға болады.
Жылтыратылған кірпішті барлық өндірушілер жасамаса да, ол мұқият бақыланатын керамикалық әйнек процедурасымен жасалады. Жылтыратудың екі негізгі нұсқасы бар: бір және екі қабатты әйнек. Бір рет атудың глазурі кептіруге дейін немесе одан кейін кірпішке жағылады, содан кейін кірпішті қалыпты температурада күйдіреді. Жоғары температурада алуға болмайтын түстерді шығару үшін қос отты Глазурь қолданылады. Мұндай глазурь кірпіш корпусын жағып, салқындағаннан кейін қолданылады, содан кейін 1800°C-тан (982°C) төмен температурада қайта жағылады. Глазурь түрлі-түсті және шағылысу коэффициенттерінде қол жетімді. Ангобтардан айырмашылығы, глазурь су мен су буына төзімді емес.
Өлшемін Өзгерту
Балшықтар кептіру кезінде де, жағу кезінде де кішірейгендіктен, дайын кірпіштің қажетті мөлшеріне жету үшін қалыптау процесінде жеңілдіктер жасалады. Кептіру кезінде шөгу де, атыс кезінде шөгу де әр түрлі саздар үшін әр түрлі болады, әдетте келесі диапазондарға түседі:
* Кептіру кезінде шөгу: 2-ден 4 пайызға дейін
* Күйдіру кезінде шөгу: 2, 5-тен 4 пайызға дейін
Өрт кезінде шөгу жоғары температурада жоғарылайды, бұл қараңғы реңктерге әкеледі. Түстердің кең ауқымы қажет болған кезде, қара және ақшыл блоктардың өлшемдері арасындағы кейбір айырмашылықтар байқалады. Бірдей мөлшердегі өнімдерді алу үшін өндірушілер шөгуге ықпал ететін факторларды бақылайды. Шикізаттың әдеттегі ауытқуы мен пеш ішіндегі температураның өзгеруіне байланысты абсолютті біркелкілік мүмкін емес. Сондықтан кірпіштің техникалық сипаттамалары өлшемдердің өзгеруіне мүмкіндік береді.
Сығымдау және сіңіру күші
Сығымдау кезіндегі беріктікке де, сіңіруге де саздың қасиеттері, өндіріс әдісі және атыс дәрежесі әсер етеді. Бұл саз және өндіріс әдісі үшін жоғары сығымдау күші және төменгі сіңіру мәндері жоғары атыс температурасымен байланысты. Дегенмен сіңіру және беріктікті, дайындау және күйдіру әдістерімен реттеуге болады, осы қасиеттері шикізаттың қасиеттеріне тәуелді болады.
ЭКОЛОГИЯЛЫҚ МӘСЕЛЕЛЕР
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz