Жылдық шығарылымы 4000 дана біліктің механикалық өңдеу технологиясын жобалау

ҚАЗАҚСТАН РЕСПУБЛИКАСЫ БІЛІМ ЖӘНЕ ҒЫЛЫМ МИНИСТРЛІГІ
Қ. И. Сәтбаев атындағы Қазақ ұлттық техникалық зерттеу университеті
Институт Энергетика және машина жасау институты
(институт атауы)
Кафедра Машинажасау, стандарттау, сертификаттау және метрология кафедрасы
(кафедра атауы)
Алпыысбай Жігер.
(білім алушының аты жөні)
Жылдық шығару бағдарламасы 4000 данамен біліктің механикалық өңдеу техналогиясын жобалау
(дипломдық жұмыстың)
ДИПЛОМДЫҚ ЖҰМЫС
Мамандығы 5В071200 - Машинажасау.
Мамандық шифрі және атауы
Алматы 2022 г
ҚАЗАҚСТАН РЕСПУБЛИКАСЫ БІЛІМ ЖӘНЕ ҒЫЛЫМ МИНИСТРЛІГІ
Қ. И. Сәтбаев атындағы Қазақ ұлттық техникалық зерттеу университеті
Институт Энергетика және машина жасау институты
(институт атауы)
Кафедра Машинажасау, стандарттау, сертификаттау және метрология кафедрасы
(кафедра атауы)
ҚОРҒАУҒА ЖІБЕРІЛДІ
Кафедра меңгерушісі
(кафедра атауы)
(ғылыми дәрежесі, атауы)
Қолы Аты жөні
“” 20__ж.
ДИПЛОМДЫҚ ЖҰМЫС
Тақырыбы: “ Жылдық шығару бағдарламасы 4000 данамен біліктің механикалық өңдеу техналогиясын жобалау ”
(дипломдық жұмыстың тақырыбы)
Мамандығы 5В0071200 - Машинажасау
Мамандық шифрі және атауы
Орындаған
Алпысбай Жігер
(білім алушының аты жөні)
Пікір беруші
(ғылыми дәрежесі, атауы)
Қолы Аты жөні
Ғылыми жетекші
(ғылыми дәрежесі, атауы)
Қолы Аты жөні
Алматы 2022
ҚАЗАҚСТАН РЕСПУБЛИКАСЫ БІЛІМ ЖӘНЕ ҒЫЛЫМ МИНИСТРЛІГІ
Қ. И. Сәтбаев атындағы Қазақ ұлттық техникалық зерттеу университеті
Институт Энергетика және машина жасау институты
(институт атауы)
Кафедра Машинажасау, стандарттау, сертификаттау және метрология кафедрасы
(кафедра атауы)
5В071200 - Машинажасу
Мамандық шифрі және атауы
БЕКІТЕМІН
Кафедра меңгерушісі
(кафедра атауы)
(ғылыми дәрежесі, атауы)
Қолы Аты жөні
“” 20__ж.
Дипломдық жұмыс орындауға
ТАПСЫРМА
Білім алушы Алпысбай Жігер
(білім алушының аты жөні)
Тақырыбы : Жылдық шығарылым бағдарламасы 4000 дана біліктің механикалық өңдеу техналогиясын жобалау
(дипломдық жұмыстың тақырыбы)
Университет Ректорының 20 жылғы " " № -б бұйрығымен бекітілген
Аяқталған жұмысты тапсыру мерзімі 20 жылғы " " .
Дипломдық жұмыстың бастапқы берілістері: .
Дипломдық жұмыста қарастырылатын мәселелер тізімі
а)
б)
в) Өмір тіршілік қауіпсіздігі және еңбек қорғау сұрақтары
г) жұмыстың экономикалық тиімділігін есептеу Сызба материалдар тізімі (міндетті сызбалар дәл көрсетілуі тиіс)
Сызба материалдарының слайдта көрсетілген
Ұсынылатын негізгі әдебиет атаудан
Дипломдық жұмысты (жобаны) дайындау
КЕСТЕСІ
Дипломдық жұмыс (жоба) бөлімдерінің кеңесшілері мен
норма бақылаушының аяқталған жұмысқа (жобаға) қойған
қолтаңбалары
Кеңесшілер,
аты, әкесінің аты, тегі
(ғылыми дәрежесі, атағы)
Ғылыми жетекші
Қолы Аты жөні
Тапсырманы орындауға алған білім алушы
Қолы Аты жөні
Күні ""20__ ж.
АНДАТПА
Бiлiк - машинаның айналу моментін берүге жане онда орналасқан бөлшектер мен тиректерден әсер етүшi күштердi қабылдауға арналған бөлiгi. Біліктер артүрлi өнеркәсiп салаларында кенiнен қолданылады. Біліктер энергияны беруге катысада. Біліктер қолданылу мақсаты бойынша, материалы мен колемі бойынша әртурлы болып бөлінеді. Оған карамастан біліктің техналогиялық процесі қарапайым деп атауға болмайды, өйткені ол көптеген әртүрлі операцияларды қамтиды. Ең алғашқы жұмыс дайындаманы өңдеуден басталады. Техникалық тапсырма мен сызбаларға сәйкес дайындамалар өңделеді және оларға қажетті пішін мен өлшем беріледі.
Жоғарыда аталған жұмыс кезеңдерінің әрқайсысы өзіндік маңызды және оны жалпы технологиялық процестен шығаруға болмайды, бірақ қатаң міндетті деп санауға болмайтын қосымша кезеңдері бар. Бұл кезеңдердің барлығы білік құрылымын қосымша қорғаумен байланысты және коррозияға қарсы өңдеу, хромдау және т. б.
Білік көптеген өндірістік процестердің ең маңызды бөлшектерінің бірі, сондықтан оны дайындауға үлкен назар аудару керек.
АННОТАЦИЯ
Вал - часть машины, предназначенная для передачи крутящего момента и приема усилий от расположенных на нем деталей и опор. Валы используются в руде в различных отраслях промышленности. Валы участвуют в передаче энергии. Валы делятся по назначению, материалу и размеру. Однако технологический процесс вала нельзя назвать простым, поскольку он включает множество различных операций. Первая работа начинается с обработки заготовки. Заготовки обрабатывают в соответствии с техническим заданием и чертежами и придают требуемую форму и размеры.
Каждый из вышеперечисленных этапов работы по-своему важен и не может быть исключен из общего технологического процесса, но есть дополнительные этапы, которые нельзя считать строго обязательными. Все эти этапы связаны с дополнительной защитой конструкции вала и антикоррозийной обработкой, хромированием и т. д.
Вал является одной из важнейших частей многих производственных процессов, поэтому его подготовке следует уделять большое внимание.
ABSTRACT
Shaft - a part of the machine designed to transmit torque and receive forces from the parts and supports located on it. Shafts are used in ore in various industries. Shafts are involved in the transfer of energy. Shafts are divided by purpose, material and size. However, the technological process of the shaft cannot be called simple, since it includes many different operations. The first work begins with the processing of the workpiece. The blanks are processed in accordance with the terms of reference and drawings and given the required shape and dimensions.
Each of the above stages of work is important in its own way and cannot be excluded from the general technological process, but there are additional stages that cannot be considered strictly mandatory. All these stages are associated with additional protection of the shaft structure and anti-corrosion treatment, chromium plating, etc.
The shaft is one of the most important parts of many production processes, so its preparation should be given great attention.
Мазмұны
Кіріспе
1 Ұйымдастыру бөлімі
1. 2 Бәсеңдеткіштің негізгі қызметі және оның турлерінің жіктелуі
1. 3 Конустық бәсеңдеткіштердің сипаттамасы
1. 4 Бәсеңдеткіштің қызметтік мақсаты және оның бұйымдағы жұмыс принципі
2 Техникалық бөлім
2. 1 Сызбаны талдау, сызбаға қойылатын техникалық талаптарды және оның конструкциясының технологиялылығын талдау
2. 2 Білік туралы негізгі түсініктер
2. 3 Біліктің сызбасын, білікке қойылатын техникалық талаптарды және оның технологиялылығын талдау
3 Жобалау бөлімі
3. 1 Дайындаманы таңдау. Дайындаманың дизайнын жасау
3. 2 Біліктерді білдекте бекітуге арналған құрылғылар және әдістері
3. 3 Дайындаманың бетін өңдеу әдістерін таңдау және өтулер санын анықтау. Кескіш құралды таңдау
3. 4 Дайындаманың беттерін өңдеудің дәйектілігін негіздеу және маршруттық процесті дамыту. Технологиялық жабдықтар мен жабдықтарды таңдау
3. 5 Кесу режимдерінің мақсаты
4. Механикалық цехті жобалау
Қорытынды
Пайдаланылған әдебиеттер тізімі
КРІСПЕ
Қазіргі заманғы машина жасау қатаң бәсекелестік жағдайында дамып келеді және оны дамыту мына бағыттарда жүреді: өнім сапасын едәуір арттыру; техникалық жетілдірулер есебінен жаңа білдектерде өңдеу уақытын қысқарту; машина жасау саласының зияткерлік жабдықталуын арттыру. Ғылым мен техниканың әр 10 жыл сайын дамуы техникалық нысандардың 2-3 есе күрделенуімен сипатталады. Өнеркәсіптегі жаңа технологиялық процестерді игеру кезеңі Елеулі кезеңді (5 және одан да көп жыл) құрайтынын және өңдеу процестерінің тиімділігі де баяу өсіп келе жатқанын ескере отырып, машина жасау өндірісінің экономикалық көрсеткіштерін арттырудың басты резерві, бірінші кезекте, қысқарту есебінен жұмыс процесінің үздіксіздік дәрежесін арттыру болып қала береді. және т. б. Машина жасаудағы бұл міндет негізінен өндірістік процесті автоматтандыру және өндірістік процесті басқаруды жетілдіру арқылы шешіледі.
Әлемдегі машина жасау өндірісін дамытудың қазіргі заманғы стратегиясы түбегейлі жаңа материалдар жасауды, белгілі бір мерзімде қажетті сападағы өнімдерді минималды шығынмен шығаруды қамтамасыз ету үшін өндіріс процесі мен басқаруды автоматтандыру деңгейін едәуір арттыруды ұсынады.
Өндірістік жүйелерді әлеуметтік-экономикалық дамыту мақсаттарына қол жеткізу үшін мынадай бағыттардың әрқайсысында іс-шаралар кешені қажет: өндірісті ұйымдастыру қағидаттары мен жоспарлау әдістерін жетілдіру; жаңа технологиялық процестерді енгізу және қолданыстағыларын жетілдіру; жобалау мен дайындауды автоматтандыру деңгейін арттыру.
Осы курстық жобаның мақсаты "құрастыру бірлігін (өнім түйінін) және оған кіретін бір бөлікті дайындаудың технологиялық процесін әзірлеу" болып табылады. Даму процесінде экономиканың дамуы көбінесе Машина жасаудағы техникалық прогреспен анықталады. Ғылым мен техниканың қазіргі даму деңгейіне сәйкес келетін машиналардың, механизмдер мен құрылғылардың жаңа конструкцияларын әзірлеу және өндіріске енгізу өнімділігі жоғары білдектер, жабдықтар және білікті мамандар болған кезде мүмкін болады.
1 Ұйымдастыру бөлімі
1. 1 Бәсеңдеткіштің негізгі қызметі және оның турлерінің жіктелуі
Бәсеңдеткіш - өте маңызды беріліс блогы болып табылады, оның негізгі мақсаты иінді біліктің айналу моментін азайту және оны дөңгелектерді айналдыратын дифференциалға беру болып табылады. Құрылғылар орнату орны мен дизайн ерекшеліктеріне байланысты ерекшеленеді.
Бәсеңдеткіштің мақсаты-бұрыштық жылдамдықты төмендету және сәйкесінше жетекпен салыстырғанда жетек білігінің моментін арттыру.
Бәсеңдеткіш беріліс элементтері орналастырылған корпустан (алюминий немесе шойын) тұрады - доңғалақтар, біліктер; мойынтіректер; тығыздағыштар және т. б.
Механикалық бәсеңдеткіш - айналу жылдамдығын және айналу моментін шамаға түрлендіретін айналу арқылы энергияны механикалық беру. Терминнің этимологиясы негізінде лат. reduce "reduce", беріліс қорабының негізгі қызметі - қысқарту, яғни берілген механикалық энергияны пайдалы жұмысқа түрлендіретін құрылғыны жүргізуге қажетті күшті азайту. Механикалық бәсеңдеткіштің канондық түрі - жетек берілістері кішірек, ал жетекті берілістері үлкенірек болатын беріліс пойызы. Беріліс қорабының функцияларын берілістерден басқа планетарлық беріліс пен толқындық беріліс орындай алады.
Жалпы машина жасауды қолдану бәсеңдеткіштің - әртүрлі машиналар мен механизмдерді басқаруға арналған және жеке қолдану салаларына тән қандай да бір нақты талаптарды ескерместен, көптеген жағдайларда қолдануға ортақ техникалық талаптар кешенін қанағаттандыратын тәуелсіз қондырғы түрінде жасалған бәсеңдеткіш.
Жалпы машина жасау өндірісінің бәсеңдеткіштеры, құрылымдық айырмашылықтарға қарамастан, негізгі техникалық-экономикалық сипаттамаларға жақын: төмен айналмалы жылдамдық, сенімділікке, дәлдікке және металл сыйымдылығына қойылатын орташа талаптар, Өндіріс күрделілігі мен өзіндік құны бойынша жоғары талаптар. Бұл оларды арнайы бәсеңдеткіштерден (авиациялық, автомобиль және т. б. ) - белгілі бір салаларға тән нақты талаптарды ескере отырып жасалған бәсеңдеткіштерден ажыратады.
Кез келген бәсеңдеткіштің жұмысы механиканың алтын ережесіне бағынады: беріліс қорабы айналу арқылы берілетін қуатты іс жүзінде өзгертпейді (тиімділікке реттеледі), тек оның екі құрамдас бөлігін - айналу моменті мен бұрыштық жылдамдықты кері өзгертеді. Өзгеріс мөлшері беріліс коэффициентімен анықталады. Бұл ретте күштің төмендеуі бәсеңдеткіштің кірісіндегі айналу моменті одан шығысқа қарағанда аз болады, ал бұрыштық жылдамдық, тиісінше, керісінше, кірістегі шығысқа қарағанда үлкен болады деп болжайды. Кез келген осындай беріліс қорабының беріліс қатынасы біреуден үлкен және оған қосымша анықтамаларсыз аталған «бәсеңдеткіш» терминінің өзі дәл осындай жоспардың беріліс қорабын білдіреді.
Бәсеңдеткіштердің жіктелуі
Механикалық беріліс түрі бойынша:
- Цилиндрлік;
- Конустық;
- Құрт;
- Планетарлық
Және олардың комбинациясы
Сатылар саны бойынша:
- Бір сатылы бәсеңдеткіштер;
- Екі сатылы бәсеңдеткіштер және т. б.
Біліктердің кеңістікте салыстырмалы орналасуы бойынша:
- Көлденең бәсеңдеткіштер;
- Тік бәсеңдеткіштер.
1. 2 Конустық бәсеңдеткіштердің сипаттамасы
Конустық бәсеңдеткіштер (1. 1-сурет) осьтері әдетте 90°бұрышпен қиылысатын біліктер арасындағы қозғалысты беру үшін қолданылады. 90° - тан басқа бұрыштары бар берілістер сирек кездеседі.
Цилиндрлік бәсеңдеткіштеры бар бәсеңдеткіштердегі төмен жылдамдықты және жоғары жылдамдықты біліктің айналу осьтерінің өзара орналасуы параллель немесе соаксиалды болуы мүмкін. Алайда, металл өңдеу және ағаш өңдеу машиналары, көтеру жүйелері, конвейерлер немесе конвейерлер, көлік құралдарының берілістері және басқа да Өндірістік жабдықтар кіріс және шығыс біліктерінің осьтері бір-біріне перпендикуляр немесе белгілі бір бұрышпен қиылысатын механизмдерді қажет етеді.

1. 1-сурет. Конустық бәсеңдеткіш
Конустық бәсеңдеткіш жылдамдықты азайтуға және моментті тиісті түрде арттыруға қызмет етеді. Беріліс қорабында тұрақты беріліс қатынасы бар бір немесе бірнеше беріліс бар. Motovario жалпы машина жасауда қолданылатын бәсеңдеткіш-әр түрлі машиналар мен механизмдерді басқаруға арналған және жеке қосымшаларға тән кез-келген нақты талаптарды ескерместен, көптеген жағдайларда қолдануға болатын техникалық талаптардың жиынтығын қанағаттандыратын тәуелсіз қондырғы түрінде жасалған бәсеңдеткіш.
Жалпы машина жасау өндірісінің бәсеңдеткіштері, құрылымдық айырмашылықтарға қарамастан, негізгі техникалық-экономикалық сипаттамаларға жақын: төмен айналмалы жылдамдық, сенімділікке, дәлдікке және металл сыйымдылығына қойылатын орташа талаптар, Өндіріс күрделілігі мен өзіндік құны бойынша жоғары талаптар. Бұл оларды арнайы бәсеңдеткіштерден (авиациялық, автомобиль және т. б. ) - белгілі бір салаларға тән нақты талаптарды ескере отырып жасалған бәсеңдеткіш бәсеңдеткіштерден ажыратады.
МЕМСТ 29067-91 сәйкес конустық бәсеңдеткіштер мыналарға байланысты жіктеледі:
- қолданылатын берілістердің түрі, сатылар саны және кіру және шығу біліктері осьтерінің өзара орналасуы (параллель, соос, қиылысатын, қиылысатын) ;
- кеңістіктегі кіріс және шығыс біліктердің геометриялық осьтерінің өзара орналасуы (көлденең және тік) ;
- бәсеңдеткішті бекіту тәсілдері (бүйір табандарда немесе плитада) ;
- шығыс білігінің осінің негіз жазықтығына және кіріс білігінің осіне (бүйір, төменгі, жоғарғы) және біліктердің кіріс және шығыс ұштарының санына қатысты орналасуы.
1. 3 Бәсеңдеткіштің қызметтік мақсаты және оның бұйымдағы жұмыс принципі
Жеке құрастыру қондырғысының қызметтік мақсатын зерттеу және сипаттау, бұл жағдайда бұл бәсеңдеткіш оның машинадағы функцияларын және оны нақтылайтын көрсеткіштерді анықтаумен байланысты. Құрастыру ауылшаруашылық машиналарында қолданылатын бір сатылы бәсеңдеткішті ұсынады(1. 2-сурет) . Бұл бәсеңдеткіш 90°бұрышпен жетек және жетек білігінің осьтерін кесіп өтетін қозғалыс пен моментті беруге арналған. Жетек білігінің кері бағытын алу үшін бәсеңдеткішті конустық берілістің қарама-қарсы жағына қою жеткілікті.
Бәсеңдеткіштің корпусы негізгі бөлік болып табылады, ол жетек пен жетек біліктерінің салыстырмалы позициясының қажетті дәлдігін қамтамасыз етеді. Біліктерде моментті бір біліктен екінші білікке беретін конустық берілістер орнатылған. Біліктердің негізі негізгі тесіктер арқылы жүзеге асырылады, ал радиалды-тірек мойынтіректері бар тіректер қолданылады. Корпустың негізгі тесіктерінің беттері ұштардың беттерімен бірге корпустың көмекші негіздерінің жиынтығын құрайды.
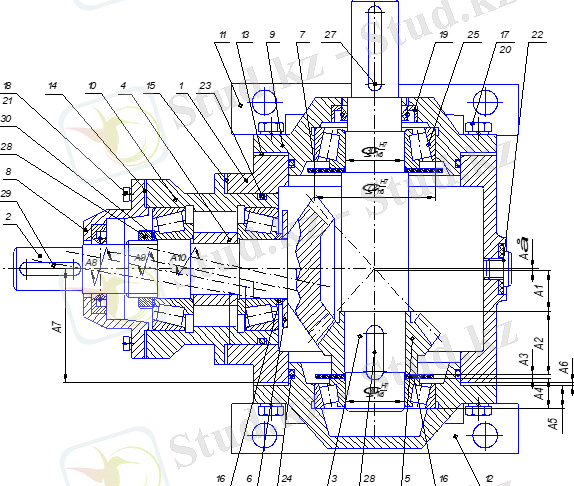
1. 2-сурет. Қонустық бір сатылы бәсеңдеткіш
Жұмыс істеу принципі:
Электр қозғалтқышынан кілт арқылы момент (29 позиция) беріліс білігіне беріледі (2 позиция) . Конустық тісті ілгектің көмегімен момент конустық тісті доңғалаққа беріледі (5-позиция) және одан кілттің көмегімен (28-позиция) білікке шығарылады (3-позиция) . Біліктен (3-позиция) кілт арқылы момент (27-позиция) одан әрі беріледі.
2 Техникалық бөлім
2. 1 Сызбаны талдау, сызбаға қойылатын техникалық талаптарды және оның конструкциясының технологиялылығын талдау
Технологиялылық дегеніміз-өндірісте ең үнемді технологиялық процесті толық пайдалануға мүмкіндік беретін, тиісті сандық шығарумен толық сапаны қамтамасыз ететін құрылымдық қасиет.
Құрастыру сызбасын талдағаннан кейін, бәсеңдеткіштің дизайны оны алдын-ала жиналған компоненттерден құрастыруға мүмкіндік беретінін анықтады. Бәсеңдеткіштің дизайнында қарапайым орналасу және қарапайым дизайн шешімдері бар.
Біліктердің тіректері ретінде роликті мойынтіректер қолданылады, олар конустық беріліс кезінде пайда болатын радиалды және осьтік күштерді қабылдайды.
Конустық беріліс беріліс пен доңғалақты бөлу конустарының шыңдары сәйкес келгенге дейін осьтік жылжыту арқылы берілісті реттеуді қажет етеді. Бұл реттеу шыныаяқ фланецінің астындағы тығыздағыштардың қалыңдығын өзгерту арқылы жүзеге асырылады - беріліс үшін және реттеу сақинасының қалыңдығын өзгерту - доңғалақ үшін, ал мойынтіректерді реттеу - қақпақ фланецінің астындағы тығыздағыштардың қалыңдығын өзгерту арқылы - беріліс үшін және қақпақтардың бірінің фланецінің астында - доңғалақ үшін. Біліктердің соңғы бөліктері цилиндр тәрізді.
Тісті берілісті майлау бәсеңдеткіштің май ваннасынан доңғалаққа батыру арқылы жүзеге асырылады. Тісті мойынтіректерді майлау үшін шашыраған май стакандағы тесік арқылы беріледі, ал доңғалақ білігінің мойынтіректерін майлау доңғалақтың шашырауымен қамтамасыз етіледі.
2. 2 Білік туралы негізгі түсініктер
Бәсеңдеткіштердің мақсатына және нақты жұмыс жағдайларына байланысты олардың кіріс және шығыс біліктері конустық, ццилиндрлік және қуыс болуы мүмкін. Жетек қозғалтқышы мен бәсеңдеткіш біліктерінің максималды туралануына қол жеткізу үшін кейбір модельдер бастапқыда Электр қозғалтқыштарымен жабдықталған. Конустық мотор бәсеңдеткіші, әсіресе бос кеңістіктің жетіспеушілігі жағдайында, жетек механизміне орнату уақытын едәуір қысқартады.

2. 1-сурет. Білік
Білік - диаметрі дайындаманың ұзындығынан үш есе кіші механикалық бөлік. Біліктің конструкциясы өте алуан түрлі болады. Мысалы цилиндрлік, шпильді және конустық беттердің әртүрлі комбинацияларына байланысты. Білік конструкциясында осьтік және радиалды саңылаулар, кілттік ойықтар мен жалпақ тетіктер де болуы мүмкін. Біліктер әртүрлі механизмдердің үлкен санында қолданылады. Олардың негізгі міндеті - механизмде орналасқан бөлшектер мен тіректерден берілетін момент пен энергияны беру.
Бiлiк немесе білікшелер тiстi берілистер, фрикционды ролик жане т. б. механизмдерінде бұйымдарды ұстап тұру үшін қолданылатын айналмалы түтікшеден турады. Біліктер энергияны беруге катысада. Остер айналмалы біліктерді ұстап түру үшін қолданылады және конструкциялары білікке ұқсайды, бірак механикасы энергияны беруге катыспида. Иілгіш білікшелер тек қана айналмалы моменті берді; олар әдетте бір-біріне қатысты козгалатын буындар арасында энергетиктер ушін колданады алады Біліктер және остер сатыға тәң дайындалады. Біліктердің өлшемін аңықтау алдына ала айналуға немесе айналу және иілуге есептеуден басталады. Содан кейін біліктің құрамына кіретін барлық механизм жобаланады. Осылайша біліктің барлық өлшемдерін ала отырып, оны тексеру есебін орындайды. Жалпы жағдайда білік оған бекітілген берілістік элемент күштерінің әсерінен кеңістіктегі иілу, айналу және созылу немесе сығылу деформацияларына ұшырайды. Біліктер мен осьтердің деформациясы берілістік жұмыс жағдайының нашарлауына, ал көп жағдайларда вибрацияның туындауына да алып келеді.
Біліктер мен осьтердің деформациясын және тербелісін есептеу кезінде номограммалар жиі қолданылады. Біліктер мен осьтердің тіректері айналып тұрған бөліктерден корпусқа немесе платаға күш береді. Механизмдер жұмысының сенімділігі және жұмыс істеу дәлдігі көбінесе тірек конструкциясының ерекшелігіне, ондағы айналу кедергісінен туындайтын мәннен және тұрақтылықтан байланысты болады. Сырғанау тiрегiн кiшi радиалдық өлшемдер алу қажет болған кезде қолданады. Майды сіңірген көпіршікті қосымша бетті пайдаланғанда тіректік түйіннің аса қарапайым конструкциясында айналу кедергісін бірмаша азайтуға болады. Май параметрлерін және сырғанау подшипнигінің өлшемін дұрыс таңдай отырып (мысалы, номограмма көмегімен), аса үлкен режимдегі жұмысқа қол жеткізуге болады: білік және тіректің жылжымайтын бөлігі май қабатымен тұтастай ажыратылады, мұндай тірек қарқын және жүріс күшейгенде ғана тозады.
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz