Желатин өндірісіне арналған автоматты басқару жүйесін жобалау

Қазақстан Республикасының білім және ғылым
министрлігі
Л. Н. Гумилев атындағы Еуразия ұлттық университеті
Женысханқызы Гүлжән
Желатин өндірісінің автоматты басқару жүйесін жобалау
ДИПЛОМДЫҚ ЖОБА
5B070200 - «Автоматтандыру және басқару» мамандығы
Нұр-Сұлтан, 2022
«Қорғауға жіберілді»
Жүйелік талдау және басқару
Кафедра меңгерушісі м. а.
PhD, доценттің м. а
Ускенбаева Г. А.
ДИПЛОМДЫҚ ЖОБА
Тақырыбы: « Желатин өндірісінің автоматты басқару жүйесін жобалау »
5B070200 - «Автоматтандыру және басқару» мамандығы бойынша
Орындаған:Женысханқызы Г.
Ғылыми жетекші
Т. ғ. к., доцент Тасанбаев С. Е.
Нұр-Сұлтан, 2022
Л. Н. Гумилев атындағы Еуразия ұлттық университеті
бЕКІТЕМІН Кафедра меңгерушісі Ускенбаева Г. А.Ақпараттық технологиялар факультеті
5B070200 - «Автоматтандыру және басқару» мамандығы Жүйелік талдау және басқару кафедрасы
Дипломдық жобаны (жұмысты) орындауға арналған«24» желтоқсан 2021 ж.
ТАПСЫРМА
Студент
Женысханқызы Гүлжән
4 курс, АБ-49/3, 5В070200 - «Автоматтандыру және басқару», күндізгі
(курс, тобы, мамандығы, оқу түрі)
- Дипломдық жобаның (жұмыстың) тақырыбыЖелатин өндірісінің автоматты басқару жүйесін жобалау
ректордың « 22 » желтоқсан 2021 ж. № 67-п бұйрығымен бекітілген.
- Аяқталған жұмысты тапсыру мерзімі «25»мамыр2021 ж.
Диплом жұмысын әзірлеудегі сұрақтар тізіміДиплом алды және өндірістік практика бойынша материалдар, нормативтік құжаттар, МЕСТ-тер.
- Технологиялық басқару объектін қазіргі кездегі басқару жүйесін құру.
- Басқару жүйенің аппараттық функцияларын таңдауын негіздеу.
- System Identification Toolbox көмегімен динамикалық каналдың моделін идентификациялау.
- Графикалық материалдың тізімі (сызбалар, кестелер, диаграммалар және т. б. ) Автоматтандырылған функционалдық схемасы, құрылымдық схемасы, мнемосхемалар, трендтер.
- Рощупкина Н. В. Технология производства желатина /Н. В. Рощупкина // промышленность. - 2006. - № 5.
- Макаров В. А. Ветеринарно-санитарная экспертиза с основами технологии и стандартизации продуктов животноводства/ В. А. Макаров, В. П.
- Фролов, Н. Ф. Шуклин; Под ред. В. А. Макарова. - М. : Агропромиздат, 1991 . . . Проектиров
Нөмір, бөлімнің, тараудың аты
Ғылыми жетекші,
кеңесші
Тапсырманы алу уақыты
Тапсырма бердім
(қолы)
Тапсырма алдым
(қолы)
Тасанбаев С. Е.
Тасанбаев С. Е.
3) Жобалық бөлім
Тасанбаев С. Е.
- Дипломдық жұмысты орындау графигі
№
Жұмыс сатысы
Жұмыс сатысын орындау мерзімі
Ескерту
1
Дипломдық жобаның тақырыбын бекіту
2
Дипломдық жобаны дайындау үшін мәліметтер жинау
3
Дипломдық жұмыстың теориялық бөлімін дайындау (1 тарау)
Тәжірибе жинақтауға кетпестен
бұрын
4
Дипломдық жұмыстың аналитикалық бөлімін дайындау (2-3 тарау)
Тәжірибе жинақтау
уақытында
5
Дипломдық жұмыстың толық мәтінінің қолжазбалық нұсқасын аяқтау
Тәжірибе жинақтаудан
кейін бірінші аптасында
6
Алдын-ала қорғауға дипломдық жұмысты әкелу
Шолу лекциялары
уақытында
7
Рецензияға дипломдық жұмысты жіберу
8
Ғылыми жетекшінің пікірі мен рецензиясы бар дипломдық жұмыстың соңғы нұсқасын әкелу
9
Дипломдық жұмысты қорғау
МАК кестесіне сәйкес
Ғылыми жетекші:
Тапсырманы
орындаған студент:
Қысқартылған сөздер
УЖТ - ультражоғарғы температура;
ОБ қоспасы - этилен тотығы мен бромды метилдің қоспасы;
ДНҚ - дезоксирибонуклеин қышқылы;
ЖЭО - жылу-энерго орталық;
АТП - автоматтандырылған технологиялық процесс;
ЭЕМ - электронды есептеу машина;
рН - водород көрсеткіші;
ТЭ - техника экономикалық;
РО - реттеу орган;
ТБО - технологиялық басқару объект;
АТ - алғашқы түрлендіргіш;
ЕТ - екінші түрлендіргіш;
ТҚ - тіркеу құрал;
ОБҚ - объектімен байланысу құрал;
БЕК - басқару есептеу кешені;
БШ - баспаға шығару;
КҚ - көрсеткіш құралдар;
ОБП - операторлық басқару пульт;
ОМ - орындаушы механизм;
ТПАБЖ - технологиялық процесті автоматтандырылған басқару жүйесі;
АРЖ - автоматты реттеу жүйесі;
Мазмұны
Қысқартылған сөздер
7
9
9
10
11
13
13
14
16
17
17
20
26
27
31
31
33
36
37
40
44
49
50
Кіріспе
Дипломдық жұмыстың өзектілігі. «Желатин өндірісінің автоматты басқару жүйесін жобалау» жобаның өзектілігі. Медицинада соңғы жылдары желатинді капсулалардағы дәрілік препараттарды қолдануға көп мән аударылып отыр. Кейбір капиталистік елдерде дәрінің бұл түрі таблеткалардан кейін екінші орын алады.
Капсулаларға көп назар аударылуының себебі: желатин қабықша дәрілік заттардың сыртқы әсерлерден қорғайды, дәрінің исі мен дәмін бүркейді. Капсулалардың биологиялық тиімділігі жоғары - олар тез ісініп, асқазан-ішек жолдарында дәрілік затты тез босатып ериді.
Желатинді капсулаларда жеке дәрілік заттарды оларды ылғалды түйіршіктеуге, қыздыруға, қысымға ұшыратпай босатуға болады. Сондықтан да желатинді капсулаларда көптеген антибиотиктер жіберіледі.
Ғылыми жаңалық дәрежесі және практикалық маңыздылығы. Қазіргі кезде медициналық капсулалар ретінде заводтық өндіріс өнімінің екі түрін түсінеді: 1) дайын дозаланған дәрі түрі - сұйық, паста тәріздес, ұнтақ тәріздес, түйіршіктелген заттармен толтырылған желатинді капсулалар Сарsиlае medicinalis герlеtае 2) Белгілі көлемді желатин немесе крахмал негізінде дайындалған сыйымды құты - Сарsulae gеlаtіnоsае, Capsulae amylaeceae seu oblate оларды дәріхана жағдайларында қажет болған кезде дәрілік заттармен толтырады.
Шешілетін ғылыми мәселенің зерттелуін және қазіргі жай-күйін бағалау. Желатинді капсулалар желатинді қабықшадардың құрамындағы пластификаторлардың мөлшеріне байланысты жұмсақ - Сарsиlае mоllеs және катты - Capsula gelatiosae durae больш тәріздес немесе сопақша келген, майлы сұйықтыктармен тпьілуға арналган. сьшымдьцгыгы 0, 1-0, 2 мл жұмсақ желатинді капсулалар «інжу моншақтар» немесе перлалар - Регlае gеlаtinosае деп аталады.
- Дипломдық жұмыстың мақсаты:Желатин өндірісінің автоматты басқару жүйесін жобалау
Міндеттері:
Жаңа үрдістін сапалы көрсеткіштерін жақсарту үшін (энергоресурстарды тиімді пайдалану және бу өнімділікті арту) микропроцессорлық техника және бағдарламалық қамтамасыздануын енгізу. Желатинтың құрамындағы коректік заттарды тиімді пайдалану, белгілі бір уақыт аралығында оның құрамындағы белоктарды сақтап қалу, қосымша өнімдер шығару жолдары, өндірістің және сүт өнімнің өзгергіштік мөлшерінің жыл мезгілдеріне тәуелдік мәселелері бір бірімен байланысты.
Дипломдық зерттеудің объектісі: Желатин алу үрдісінің автоматты басқару жүйесін бақылау, өлшеу, реттеу және басқару функциялары, олардың негізінде техника - экономикалық маңызды көрсеткіштерін жақсарту және қондырғының сенімділігін жұмыс істеу мерзімін өнімділігін жоғарлату.
Теориялық және методологиялық негізі: Желатин өндірісінің технологиясы, Matlab бағдарламалық кешен, автоматтандырудың заманауи сезгіш құралдары, сапалы түрлендіргіштер, көрнекі көрсеткіш құралдар, реттеу заңдары, басқару принциптері.
Дипломдық жұмысты жазудың практикалық базасы - Kaz Net Group
1 Теориялық бөлім
1. 1 Басқару объекті сипаттау
Желатина, желатин (лат. gelatus - тоңған, қатып қалған) - сарғыш түсті қоймалжың зат, коллагенді (біріктіруші тіндердің белогы) денатураттану өнімі. Тері, сүйек, шеміршек, сіңірлерді сілтімен айнату арқылы алынады[1-2] .
Крахмалды капсулалар дайындаудың өндірістік процесі 3 операциядан құралады:
-крахмалды қоспаны дайындау
-қабықтарды қалыптау
-қабықтарды кесу.
Желатинді капсулалар [3] .
Қазіргі кезде шығарылатын желатинді капсулалар келесі түрлерге белінеді: I) жұмсақ желатинді капсулалар, 2) қатты желатинді капсулалар.
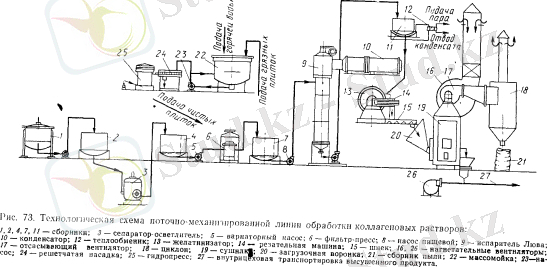
Жұмсақ желатинді капсулалар технологиялық линиясы 1. 1 суретте ұсынылған.

Сурет 1 Жұмсақ желатинді капсулаларжың технологиялық линиясы.
Қатты желатинді капсулалар алмалы-салмалы капсулалар үш көлемде шығарылады; диаметрі 3-9, 6 мм ұзындығы 12-24 мм дейін, қабырғаларының қалындығы 0, 07-0, 16 мм-ге дейін [3, 4] .
1. Желатинді массаны дайындау. Желатинді массаның құрамына желатин, глицерин, консерваттар және су кіреді. Массаның кұрамында бояғыш және ароматты заттар кіруі де мүмкін.
Капсуланың түріне байланысты массаның құрамы өзгеріп кетеді. Қатты капсулалар алуға арналған желатинді массаның құрамында глиперин болмауы мүмкін немесе өте аз мөлшерде кіруі мүмкін (0, 3%-ке дейін), жұмсақ капсулаларда глицериннің мөлшері 20-30%-ке дейін көтеріледі. Қатты алмалы-салмалы капсулалар жасауға арналған массажелатинді бөлме температурасында глицерин қосылған жаңадан қайнатылған дистиляцияланған суда алдын-ала ісіндіру арқылы дайындалады. Желатинді еріту қоспаны 45-50°С температураға дейін қыздыру және әлсін-әлсін араластыру арқылы жүргізіледі.
Жұмсақ капсулалар алуға арналған масса желатинді су мен глицеринде оны ісіндірмей еріту арқылы дайындалады. Желатин 80- 84 о С температурада су мен глицерин қоспасында ерітіледі. Еріту кезінде араластыру өте ұқыпты жүргізілуі керек себебі, капсулалар қабырғасында ауа көпіршіктері пайда болады және олардың беріктігі төмендеп кетеді. Өндірісте желатинді масса былай дайындалады: «Су көйлегімен», температураны автоматты якорлы және қалақшалы араластырғыштармен жабдықталған жабық реакторға су және глицерин құяды. Қоспаны 70-75°С температураға дейін қыздырады да, консерванттар қосып ерітеді. Сонан соң температураны 80-84°С-қа дейін көтеріп, желатин косып, желатин толық еріп кеткенге дейін араластырады. Массаны осындай жағдайда 2 сағатка қалдырады.
Сонан соң реакторға вакуум-насосты қосып одан ауаны сорып алады. Ауаны сору 15-30 миігут бойына жургізіледі. Дайын масса арнайы термостатқа ауыстырып құйып, 45°С температурада, 24 сағатқа қалдырады (термостаттайды) .
2. Капсулаларды қалыптау. Желатинді масса термостаттан батыруға арналған ваннаға беріледі Ванна электрмен кызатын «су көйлегімен» жабдықталған, онда 38~47°С температура бір ұсталып тұрады.
Қалыптар сопақша келген формалы, дюралюминийден жасалынған, олар рамкаға 28 данадан бекітілген [5] .
1. 2 Технологиялық басқару объектін жұмыс істеу принципі
Желатин капсулаларын өндіру
Капсулалар өндірісі бірнеше сатыдан тұрады: желатин массасын дайындау қабықша лау- капсула қалыптау, капсулаларды толытру, капсуланы қаптамамен толтыру, 1. 2 сурет [1] .
Желатин массасын дайындау
Цилиндрлік металл қалыптары автоматты құрылғының көмегімен желатинді массаға батырылады, содан кейін массаны біркелкі жағу үшін өз осінің айналасында айналады. Кептіруден кейін капсулалар айналмалы пышақпен автоматты түрде кесіледі, механикалық табандар арқылы қалыптан шығарылады және корпус пен қақпақ автоматты түрде қосылатын байланыстырушы блокқа беріледі.
Жаңа цикл үшін қалыптар тазартылады, өсімдік майымен майланады, содан кейін келесі циклге батырылады. Кептірумен бірге бүкіл цикл 45 минутты алады. Алынған қатты желатинді капсулалар дәрілік заттармен толтыру үшін дәріханаларға барады немесе ірі фармацевтикалық өнеркәсіптерде әртүрлі препараттармен толтырылады.
Сурет 2 Технологиялық сұлба.
Технологиялық ержелері:
- Бағытталу.
- Капсулаларды дайындау.
- Бракераж.
- Ашылмаған капсылаларды алып тастау.
- Капсулаларды толтыру.
- Капсулаларды жабу.
- Вакуммен бракқа шығару.
- Жалтырату.
- Дәнекерлеу.
- Кептіру.
- Капсуланы қапшықтау.
1. 3 Технологиялық басқару объектін қазіргі кездегі басқару жүйесі
Кәсіпорында желатин алу үрдісінің автоматтандыру жүйесі жалпы орташа деңгейде орналасқан болатын. Бірақ осымен орай микропроцессорлық техниканың екпіндерімен биік дамуы бар автоматтандыру жүйесін ескіртеді. Қолданылған кәсіпорында автоматтандыру құралдардың жүйесі ескірді, себебі олардың жасау жылдары өткен ғасырдың 70-80 жылдарына келеді, және замандас құралдардың фонында және автоматтандыру құралдарының кешенінде ескі болып келеді.
Бар автоматтандыру жүйелерінің негізгі реттеу контурларына келесі жабдықтар болып табылады. Тап осы нұсқалар реттеу контурға қажетті болып саналады (1. 3 сурет), бірақ жеткіліксіз. .
LabView бағдарламалық қамтамасыз етуі және микропроцессорлық техника желатин алу үрдісін автоматтандыру және ақпараттандыру жүйесінде әзірлеу кеңейтілген реттеу контурлар саны оттын оптималды жануын қамтамасыз ететді және әр буландырғыш аппараттардың жұмысын компьютермен басқаруға мүмкіндік береді және бүтінде барлық жүйенің. Бу аппаратды басқару пунктісі әкімшіліктер ғимарат цехінда орналасқан.

Сурет 3 Өлшеу кешені.
Ескірген жабдықтауда жұмыс істеу замандас даму тенденцияларында басқару жүйелердің талаптарына жауап бермейді, атап айтқанда, микропроцессорлық техника басқарумен автоматтандыру жүйесіне өту экономикалық нәтижелерді жоғарылатады, қолдық еңбек қолдану деңгейі төмендеуді және атмосфераға зиянды алып тастаулардың азаюына соғады. Бар басқару жүйенің контурлық реттеу жүйесінде өзгертулерді енгузу қабілеттігі төмен болғандықтан, жалпы желатин алу үрдісін автоматтандыру жүйесі тиімсіз жұмыс істейді. Дистанциялық басқару жүйесі жоқ болуы бар автоматтандыру жүйесіне басқару жұмыстын ыңғайлығын азайтады.
2 Аналитикалық бөлім
2. 1 Құру мақсаты, басқару критериі және автоматтандыру жүйенің талаптары
Автоматтандыру жүйеінің жасау мақсаты мен функционалды жұмыс жасауы дегеніміз аппарат шығысындағы будың температурасын тұрақты ұстау. Автоматтандыру жүйелерін жасаған кезде будың температурасын тұрақты мағынасында ұстаудан басқа аппаратның жанармай шығының мағынасын-да оптималды мәнде және түтіндіктер газдарда оттек пайызды-да тиімді тұрақты ұстау. Жоғарыда көрсетілген көрсеткіштер басқа аппарат арқылы өтетін будың шығының-да тұрақты мағынада қажеттілігінде мұқтаж болады. Буландыру аппараты басқару критерий ретінде өнделетін өнімнің өзіндік құны болып келеді [6, 11] .
Step-7 бағдарламалық қамтамасыз етуі және микропроцессорлық техника ЖЭО бу-су трактісінің автоматтандыру және ақпараттандыру жүйесінде әзірлеу жобаны өндірісте енгізуімен біз келесі қысқартуларды аламыз: жанармай шығындары, еңбек ақы төлеу шығындары, өнімнің өзіндік құны азаяды, электроэнергия шығындары. Агрегаттың декомпозициясы қажеті жоқ, себебі бұл қондырғы негізгі болып табылады, шекаралар және өзара байланыстары функционалдық схемасымен анықталады.
АТП жүйесінің функциялар көрсеткіштеріне төменде келтірілген талаптар қойылады және тап осы тағайындалған жүйе рамкаларында көрсетілген, олар тиісті талапқа сай болу қажет.
«Дисплей» функцияның монитор экранында хабар елестетуді қамсыздандырады. Сонымен қоса монитор экранында хабар шапшаң елестетуге мүмкіншілік бар және хабар қажеттілік кезде жедел оператормен шақырылады.
«Интегралдаудың» функцияның қолдануы белгілі уақыт аралықта айқын шарушылық есептер параметрлердің қосу мүмкіншілігін тиісті қамсыздандырады. «Қорлану» функция уақыт бойынша ережелік параметрлердің тәртіп өзгертулерінің мүмкіндігін қаралуы тиісті және келесі қолдануға арналған әмбебапты есептеу матұз жадында хабар сақтауы қамтамасыз етеді. Функция «сигналдау» апат алдаға және апаттық параметрлердің күй-жағдай туралы көрермен және дыбыстық сигналдармен дисплей экранына хабарлаулардың тәртібін шығаруды қамтамасыз етеді.
«Қорғау» функция технологиялық процесте аппаратагрегатына жанармай берулерді және аппарат арқылы желілік сулардың қозғалысы, шаң сорғыштың және желдеткіштердің жұмысы толық біржола тоқтау кезінде қажетті. Тап осы әрекеттер апаттық жағдайларды жою қамтамасызетуіне бағытталған және осы процедураны реттейтін барлық нормалардың сақтауымен автоматты түрде орындалу тиісті.
«Бөгеттеу» функция сигнал ережелі болмаған жағдайда көрсеткіштен сигналды және оның негізінде реттеу қабылдап алмау қамтамасыздандыру тиісті. Бұл жағдай аппаратагрегат бір жанармаймен жұмыс істеген жағдайда көрінеді.
«Техника-экономикалық көрсеткіштердің есеп-қисабы» функция ақпараттық функция болып келеді және аппарат агрегаттын экономикалықтарды көрсеткіштерде туралы тиісті ақпараттармен қамсыздандыру қажет.
Тап осы функциялар операциялық жүйемен және ЭЕМ бағдарламаларымен орындалады.
2. 2 Басқару жүйенің басқарылатын функцияларын таңдауды негіздеу
Желатинты алу үрдістерде фильтрлерді өлшенген бөлшектерден сұйықтарды тазалау үшін қолданылады. Конструкцияға байланысты фильтрлерді келесідей айырады. Мысал ретінде фильтрлерге түсетін өңделмеген бульонды мен қышқыл шығындары арасындағы материальдық сәйкестілікті анықтау және тазартылған бульонды концентрациясы үшін арналған жүйені қарастырамыз. Объектілік шығу концентрация шығындар байланысын көрсететін көрсеткіш қызметін атқарады. өңделмеген бульондыдің шығынын аз ғана жоғарлату нәтижесінде тазарту сапасы төмендейді, ол дегеніміз сапасыз тазарту деген сөз, демек магний және калций барлық катондары тұңбаға шөгеді [12] .
Реттеу сапасы фильтрге тең мөлшерде өңделмеген бульондыді жіберумен анықталады.
Материальдық баланс
Gс. в. + Gкисл = Gоч. в. + Gо. с. (1)
мұнда : G е. в. - өңделмеген бульонды шығыны; Gкисл. -қышқыл шығыны; Gоч. в. -тазартылған бульонды шығыны; Gос. -тұңба шығыны.
Материальдық баланс бұзылса, технологиялық режимнің қалыпты күйін ұстауға мүмкіндік беретін таза бульонды сапасы нашарлайды. Бұл берілген сызбада реттеу құрылғысына түсетін өңделмеген бульонды мөлшеріне байланысты болады, 2. 1 сурет.
Мұндай жүйе объектіге қышқылдың енуі ауытқуы кезінде фильтрге қышқылдың келуін ескермейді, үрдіс сапасы да төмендейді. Сондықтан, сапалы үрдісті қалыптастыру үшін реттеудің аралас әдісін қолданады. Бұл сызбада өңделмеген бульонды мен қышқыл шығындары арасындағы материалды балансты сақтауға мүмкіндік береді, ал фильтрдегі концентрат қатынас көрсеткіштері болып табылады.
Енді тазартылған су концентрациясы бульонды мен қышқылды шығындауға байланысты. Демек, рН өзгеруіне байланысты реттеуші орган құрылғыға келіп түсетін өңделмеген бульондыдің мөлшерін өсіріп немесе кемітіп отырады.
Сурет 4 Фильтрлерді реттеудің бір контурлық сызбасы.
Фильтрге қоспасын енуін ескермейді, сондықтан объектіге түсуі ауытқығанда үрдіс сапасы нашарлайды. Сондықтан, сапалы үрдісті қамтамасыз ету үшін реттеудің аралас әдісі қолданылады [13, 14], 5 сурет.
Сурет 5 Фильтрге қоспасының түсу сызбасы.
Фильтрге өңделмеген бульонды мен тұз қоспасының келуін реттеу осылай жүргізіледі, тек қана Gкисл. GМаСl ауыстырады.
Реттеу сапасы фильтрге өңделмеген бульондыді тең өлшеммен жеткізуіне байланысты. Материальд баланс:
Gc. в. + GMaCl = Gоч. в. + G o. c. (2)
Мұнда: Gc. в. - өңделмеген бульонды шығыны; GNaCl -тұз қоспасының шығыны;
Gоч. в. - тазартылған бульонды шығыны; Gо. с. - тұңба шығыны.
Сондықтан рН өзгеруіне байланысты реттеуші орган құралдарға келіп түсетін өңделмеген судың мөлшерін ұлғайтып не кемітіп отырады.
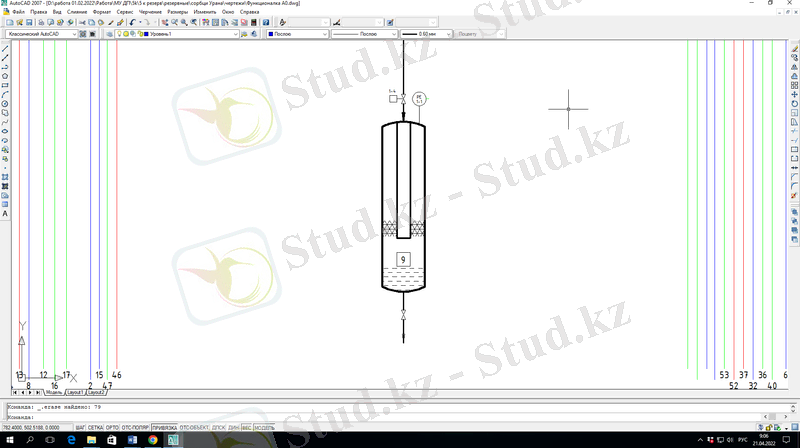
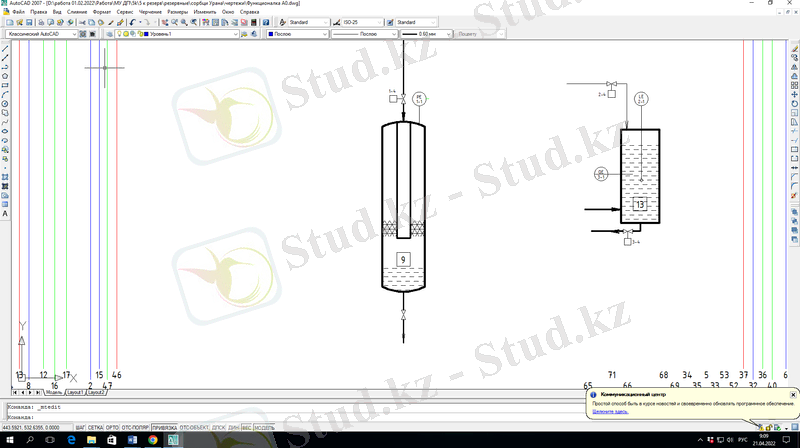
2. 3 Бактегі бульонды автоматты реттеу
Бактағы бульонды деңгейінің декарбониттелген суға дейін өзгеруі келесі теңдік бойынша суреттеледі:
 (3)
(3)
Сіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz