Қорап бөлшегінің динамикалық сипаттамаларын зерттеу

ҚАЗАҚСТАН РЕСПУБЛИКАСЫНЫҢ БІЛІМ НЕМЕСЕ ҒЫЛЫМ
МИНИСТРЛІГІ
ЕУРАЗИЯ ТЕХНОЛОГИЯЛЫҚ УНИВЕРСИТЕТІ
ОРЫНБАСАРОВ АБЗАЛ ТЕМІРЛАНҰЛЫ
МАГИСТРЛІК ДИССЕРТАЦИЯ
Тақырыбы: «Қорап» бөлшегінің динамикалық сипаттамаларын зерттеу
7М07101 - «Машина жасау» білім беру бағдарламасы
(ғылыми-педагогикалық бағыт)
Алматы 2022
ҚАЗАҚСТАН РЕСПУБЛИКАСЫНЫҢ БІЛІМ НЕМЕСЕ ҒЫЛЫМ МИНИСТРЛІГІ
ЕУРАЗИЯ ТЕХНОЛОГИЯЛЫҚ УНИВЕРСИТЕТІ
«Қорғауға жіберілді»
«Инжиниринг» кафедрасының
меңгерушісі т. ғ. м.,
Исабеков Ж. Н.
«___»2022 ж.
МАГИСТРЛІК ДИССЕРТАЦИЯ
Тақырыбы: «Қорап» бөлшегінің динамикалық сипаттамаларын зерттеу
7М07101 - «Машина жасау» білім беру бағдарламасы
(ғылыми-педагогикалық бағыт)
Орындаған: Орынбасаров А. Т.
(қолы)
Ғылыми жетекші:
т. ғ. к, қауым. профессор Курмангалиева
(қолы)
Алматы 2022
ҚАЗАҚСТАН РЕСПУБЛИКАСЫНЫҢ БІЛІМ НЕМЕСЕ ҒЫЛЫМ МИНИСТРЛІГІ
ЕУРАЗИЯ ТЕХНОЛОГИЯЛЫҚ УНИВЕРСИТЕТІ
«Инжиниринг» кафедрасы
«Қорғауға жіберілді»
«Инжиниринг» кафедрасының
меңгерушісі т. ғ. м.,
Исабеков Ж. Н.
«___»2022 ж .
Магистрлік диссертацияны орындауға
ТАПСЫРМА
Магистрант: Орынбасаров Абзал Темірланұлы
Диссертациялық жұмыстың тақырыбы: «Қорап» бөлшегінің динамикалық сипаттамаларын зерттеу.
ЕТУ № 16-20/38 «25» қыркүйек 2022 жылғы бұйрығымен бекітілген
Магистрлік диссертацияны тексерту уақыты 28. 05. 2021 ж.
Жұмыстың бастапқы деректері:
- Таңдалған тақырыпты ашу
- Негізгі бөлім
3. Зерттеу бөліміне негіздеу
4. Зерттеу бөлімі
Диссертациялық жұмыстың мазмұны мен көлемі яғни зерттелуі тиіс мәселелердің тізімі
1) кең ауқымда тақырып бойынша әдеби шолу жасау;
2) «қорап» бөлшегінің динамикалық сипаттамаларының әдістерін оқу және оны зерттеуге теориялық негіздеу;
3) «қорап» бөлшегін жасаудың ұтымды тәсілін машина жасау саласында кең көлемде қолдануға ұсыну.
Диссертациялық жұмыс бойынша консультациялар көрсете отырып, оларға қатысты жұмыс бөлімдерін орындау
10. 03. 2022
30. 03. 2022
30. 03. 2022
14. 04. 2022
14. 04. 2022
25. 04. 2022
17. 05. 2022
28. 05. 2022
02. 11. 2020
02. 05. 2022
01. 05. 2021
10. 05. 2021
1. 05. 2022
8. 05. 2022
Тапсырманы орындау мерзімі 28. 05. 2022 ж.
Инжиниринг каф. меңгерушісіИсабеков Ж. Н.
Ғылыми жетекшісі Курмагналиева
Тапсырманы орындауға
Қабылдаған магистрантОрынбасаров А. Т.
АҢДАТПА
Магистрлік диссертацияда абразивті ортада қызмет ететін бөлшектердің жұмыс беттерін тербелмелі өңдеуді зерттеу қарастырылған. Атап айтқанда, бұл қалпына келтіру процесі параметрлерінің ұтымды мәндерін бағалауға қатысты: өңдеу құралының тербелістерінің амплитудасы мен жиілігі және бөліктің материалын өңдеу уақыты.
Машина бөлшектерін қалпына келтіру жоғары сапалы материалды, отынды, энергетикалық және еңбек ресурстарын үнемдеуді, сондай-ақ табиғи ресурстарды ұтымды пайдалануды және қоршаған ортаны қорғауды қамтамасыз етеді. Тозған бөлшектердің жұмысын қалпына келтіру үшін жаңа бөлшектерді шығарумен салыстырғанда технологиялық операциялардан 5-8 есе аз қажет.
Кілттік сөздер: тозу, сапа, қалпына келтіру әдістері, машина бөлшектері, тозуға төзімділік.
АННОТАЦИЯ
В магистерской диссертации рассмотрено исследование вибрационной обработки рабочих поверхностей деталей, служащих в абразивной среде. В частности, это касается оценки рациональных значений параметров процесса восстановления: амплитуды и частоты колебаний обрабатывающего инструмента и времени обработки материала детали.
Восстановление деталей машин обеспечивает экономию высококачественного материала, топлива, энергетических и трудовых ресурсов, а также рациональное использование природных ресурсов и охрану окружающей среды. Для восстановления работы изношенных деталей требуется в 5-8 раз меньше технологических операций по сравнению с выпуском новых деталей.
Ключевые слова: износ, качество, методы восстановления, детали машин, износостойкость.
ANNOTATION
In the master's thesis, the study of the vibration treatment of the working surfaces of parts serving in an abrasive environment is considered. In particular, this applies to the evaluation of rational values of the parameters of the recovery process: the amplitude and frequency of vibrations of the machining tool and the processing time of the part material.
The restoration of machine parts saves high-quality material, fuel, energy and labor resources, as well as the rational use of natural resources and environmental protection. To restore the operation of worn parts, 5-8 times less technological operations are required compared to the production of new parts.
Keywords: wear, quality, recovery methods, machine parts, wear resistance.
1. 2.
1. 3.
1. 4.
1. 5.
Тозған бөліктің ақауларының комбинациясының қайталану коэффициенттерін анықтау
Бөлшекті қалпына келтіру жолдары мен бағыттарын әзірлеу
Бөлшектердің тозған беттерін қалпына келтірудің ұтымды әдісін таңдау
Тозуға төзімділік коэффициентін анықтау
11
12
13
15
4. 2
4. 3
4. 4
4. 5
Технологиялық критерий бойынша әдісті таңдау
Техникалық критерий бойынша әдісті таңдау
Қосылыстардағы тозу қарқындылығын азайту жолдары
Кесу элементтерінің тозу динамикасын модельдеу
40
48
59
60
КІРІСПЕ
Тақырыптың өзектілігі. Магистрлік диссертацияның өзектілігі жалпы машина жасау саласындағы тозған машина бөлшектерін қалпына келтіру әдістері мен тәсілдерін зерттеу. Атап айтқанда, бұл қалпына келтіру процесі параметрлерінің ұтымды мәндерін бағалауға қатысты: өңдеу құралының тербелістерінің амплитудасы мен жиілігі және бөліктің материалын өңдеу уақыты.
Машина бөлшектерін қалпына келтіру жоғары сапалы материалды, отынды, энергетикалық және еңбек ресурстарын үнемдеуді, сондай-ақ табиғи ресурстарды ұтымды пайдалануды және қоршаған ортаны қорғауды қамтамасыз етеді. Тозған бөлшектердің жұмысын қалпына келтіру үшін жаңа бөлшектерді шығарумен салыстырғанда технологиялық операциялардан 5-8 есе аз қажет.
Жаңа бөлшектерді дайындау кезінде де, тозғандарды қалпына келтіру кезінде де тиімді технологиялық процестерді қолдану олардың жанасатын беттерінің беріктігін арттыруға ықпал етеді. Қазіргі заманғы машиналардың технологиялық процестерінің сапалық сипаттамаларының өзгеруі ресурстарды арттырудан тұратын жөндеу қызметіне міндеттер қояды. Машиналарды пайдалануға байланысты барлық шығындардың едәуір бөлігі (30% дейін) жөндеу және техникалық қызмет көрсету шығындарына жатады .
Бөлшектердің беріктігін арттыру проблемалар кешені болып табылады: қажетті физика-механикалық қасиеттері бар материалдарды пайдалану; бөлшектерді дайындау мен қалпына келтіруде тиімді технологияларды пайдалану; пайдаланудың оңтайлы режимдері және т. б.
[2, 3, 4] деректері бойынша бөлшектердің 85% - ы 0, 3 мм-ден аспайтын тозу кезінде қалпына келтіріледі, яғни олардың жұмыс қабілеттілігі болмашы қалыңдықтағы жабынды жағу кезінде қалпына келтіріледі. Алайда, жаңа бөлшектермен салыстырғанда қалпына келтірілген бөлшектердің ресурсы көптеген жағдайларда төмен болып қала береді. Сонымен қатар, прогрессивті әдістермен қалпына келтірілген бөлшектердің ресурсы жаңа бөліктердің ресурсынан бірнеше есе жоғары болған кезде мысалдар бар.
Жұмыстың мақсаты: Жалпы машина жасау саласындағы тозған машина бөлшектерін қалпына келтіру әдістері мен тәсілдерін зерттеу.
Орындау үшін сол мақсатқа мынадай міндеттер қойылды:
- Кең ауқымда тақырып бойынша әдеби шолу жасау;
- Тозған машина бөлшектерін қалпына келтіру әдістерін оқу және оны зерттеуге теориялық негіздеу;
- тозған машина бөлшектерін қалпына келтіру әдісі тәсілін машина жасау саласында кең көлемде қолдануға ұсыну.
Ғылыми жаңалығы: Тозған машина бөлшектерін қалпына келтіру әдістері мен тәсілдерін зерттеп, қолайлысын ұсыну.
Жұмыстың практикалық құндылығы: Машина жасау өндірісінде тозған машина бөлшектерін қалпына келтіру әдістері мен тәсілдерін тиімді пайдалануына үлес қосу.
Жұмыстың апробациясы: Магистрлік диссертацияның негізінде орындалған негізгі нәтижелері ғылыми-практикалық конференцияда жарияланған.
1 ҚОРАП БӨЛШЕГІНІҢ ДИНАМИКАЛЫҚ СИПАТТАМАЛАРЫН ЗЕРТТЕУ
- Қорап бөлшегі және оның машина жасау саласында атқаратын қызметі.
Қорап - механизмнің немесе машинаның жылжымалы бөлшектерін орналастыруға және бекітуге, оларды қоршаған ортаның қолайсыз факторларының әсерінен қорғауға, сондай-ақ машиналар мен агрегаттардың құрамындағы механизмдерді бекітуге арналған бөлік немесе біріктірілген бөліктер тобы.
"Қорап" бөлігі онда орналасқан бөлшектерді ұстап тұруға және қорап механизмінде оларға әсер ететін күштерді қабылдауға арналған. Бұдан басқа, корпустық бөлшектер майлау материалдарының пайдалану қорын сақтауға арналған сыйымдылық рөлін жиі атқарады.
Қорап машиналардың негізгі бөлшегі болып табылады және оларда әртүрлі механизмдерді орналастыру үшін қызмет атқарады. Оны жобалау кезінде беріктілік, қаттылық және герметикалық талаптарын қанағаттандыру қажет. Конструкция технологиялықты қанағаттандыруы тиіс. Қораптық бөлшектер үшін өзара және негізгі жазықтыққа қатысты үйлестірілген нақты өңделген ойықтар жүйесінің болуы тән.
Қораптық бөлшектердің конструкциясы тым әр түрлі. Олардың әртүрінен шартты түрде негізгі екі түрін көрсетуге болады: призматикалық ернемектік типті корпустық бөлшектер. Біріншісі үшін дамыған сыртқы жазықтықтардың және бірнеше осьтерде негізгі ойықтардың болуы тән. Жазықтықтың екінші типті бөлшегінде әдетте олардың өңделуін жанумен анықтайтын центрленген қырнаулы немесе үйінділі негізгі ойықтардың дөңбек төселген беті болып табылады.
Қораптық бөлшектер құрастыру шарты бойынша негізгі ойықтардың диаметрлік жазықтығында ажыраған күйде (мысалы бәсендеткіш қорабы) немесе алмалы-салмалы қақпақпен орындайды, мұнда біліктің тіреуіштерін бекітеді. Корпустық бөлшектер көптеген бұрандалы бекітпелі тесіктерге ие. Қораптық бөлшекті дайындаудың техникалық жағдайы ондағы бекітілетін механизмдерді тура анықтайды.
Қазіргі заманғы машина жасауда өндірісті кешенді автоматтандыруға арналған заманауи, сенімді және тиімді машиналардың жаңа жүйелері құрылды және игерілді, бұл ең аз еңбек шығындарымен жоғары сапалы өнімдер шығаруға мүмкіндік береді. Заманауи талаптарға жауап беретін автоматты желілерді, машиналар мен аппараттардың жаңа түрлерін шығару ұлғайды.
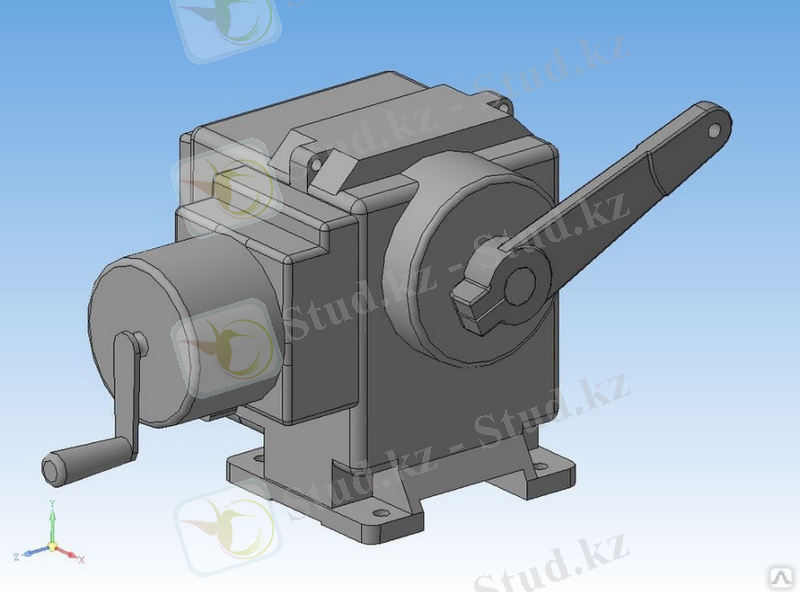
Қорап бөліктері құрастыру бөлшектерін орналастыруға арналған негізгі бөлшектердің бірі. Шағын корпус бөліктерінің мысалдары 1. 1-суретте көрсетілген. Олар статикалық күйде де, машинаны пайдалану кезінде де бөлшектер мен механизмдердің салыстырмалы жағдайының дәлдігінің тұрақтылығын қамтамасыз етуі керек, сондықтан олар жеткілікті қаттылыққа ие.
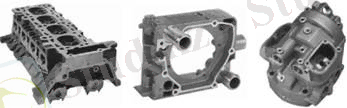
1. 1-сурет. Типтік қорап бөлшектерінің жалпы көрінісі
Корпустық бөлшектер көбінесе машиналардың жұмыс қабілеттілігі мен сенімділігін дірілге төзімділік, жүктеме кезіндегі жұмыс дәлдігі, беріктік (бағыттағыштар немесе басқа тозатын беттер болған кезде) критерийлері бойынша анықтайды. Стационарлық машиналарда корпус бөлшектері машина массасының 70-85% құрайды. Сондықтан материалдарды үнемдеу шаралары корпус бөліктерінің массасын азайтуға қатысты қолданылады. Корпустық бөлшектерге қосымша мынадай талаптар қойылады:
- тозуға төзімділік;
- өзгермелі температурада минималды деформациялар;
- тығыздық;
- бөлшектерді минималды орынға орнату;
- бөлшектерді монтаждауға ыңғайлылығы;
Қораптың бөліктері - бұл машиналардың, құрылғылар мен құрылғылардың қалған бөліктері, түйіндері мен механизмдері бекітілген негізгі жүк көтергіш бөліктер, олар герметизация (майлау материалын, сұйық, газ тәрізді және қатты жұмыс денелерін сақтау және т. б. ) және құрылымдарды сыртқы әсерлерден (механикалық, коррозиялық, жылу және т. б. ) қорғау үшін қолданылады.
Корпустық бөлшектер көбінесе машиналардың жұмыс қабілеттілігі мен сенімділігін дірілге төзімділік, жүктеме кезіндегі жұмыс дәлдігі, беріктік (бағыттағыштар немесе басқа тозатын беттер болған кезде) критерийлері бойынша анықтайды.
1. 2 "Қорап" бөлшегінің жіктелуі
Қорап бөлшегі күрделі біртұтас деталь болғанымен, оны бірнеше бөлшек ретінде қарастырады. Бұл жұмысты жеңілдетіп, бөлшектің тиімділігін арттырады. Барлық корпус бөліктерін 2-суретте көрсетілгендей мақсаты бойынша мынадай топтарға бөлуге болады: 1) тұғыр, рамалар; 2) негізгі плиталар; 3) тораптардың корпустық бөлшектері.
Тұғыр - машиналардың негізгі бөлшектерін дұрыс өзара орналасуын қамтамасыз етеді және механизмде жұмыс істейтін негізгі күштерді қабылдайды.
Плита - жеке агрегаттардан тұратын механизмдер мен машиналардың жетектерін, сондай-ақ тік механизмдерді ұстап тұратын бөлшек.
Қорап - машиналардың механизмдерін қоршап механизмді сыртқы күштерден қорғайды.
Осы топтың барлық бөлшектерін "Қорап" бөліктерінің жалпы атауымен біріктіруге болады.
Қорап бөлшектерін 2-суретте көрсетілгендей мынадай етіп жіктеуге болады: а) қораптар, цилиндрлер; б) тіреулер, кронштейндер және басқа да қозғалмайтын тірек бөлшектері; в) үстелдер, суппорттар, сырғымалар және басқа да жылжымалы корпустық бөлшектер; г) қаптамалар мен қақпақтар. Корпус бөліктері қолданылады: екі өлшемді габаритті өлшеммен, басқа бөлшекке қарағанда әлдеқайда ұзын тұғырлар, сырғымалар; бір өлшемді өлшеммен, қалған екеуіне қарағанда әлдеқайда қысқа плиталар, жалпақ үстелдер; бір ретті өлшемдер мен қораптар.
Қорап бөлшегінің жұмыс қабілеттілігі мен сенімділігінің критерилері:
- беріктік
- қаттылық
- ұзақ мерзімге жарамдылығы (долговечность)
Беріктік - бұл үлкен жүктемелерге, негізінен соққы мен айнымалыға бейім корпус бөліктері үшін негізгі критерий.
Қаттылық көптеген корпус бөліктерінің жұмыс қабілеттілігінің негізгі өлшемі болып табылады. Дене бөліктеріндегі серпімді қозғалыстардың жоғарылауы, әдетте, механизмдердің дұрыс жұмыс істемеуіне, машиналардың дәлдігін төмендетуге және тербелістердің пайда болуына ықпал етеді. Қаттылық критериі осы функцияларға жауап береді.
Тозуға төзімділік бағыттаушы немесе цилиндрлері бар корпус бөліктері үшін үлкен мәнге ие, олар бір-біріне сәйкес келеді және төсенішсіз немесе гильзасыз болып келеді. Корпустың қалған бөліктерінің ресурсы, әдетте, тозуына (құрылымның тозуына) сәйкес машиналардың қызмет ету мерзімінен ұзағырақ.
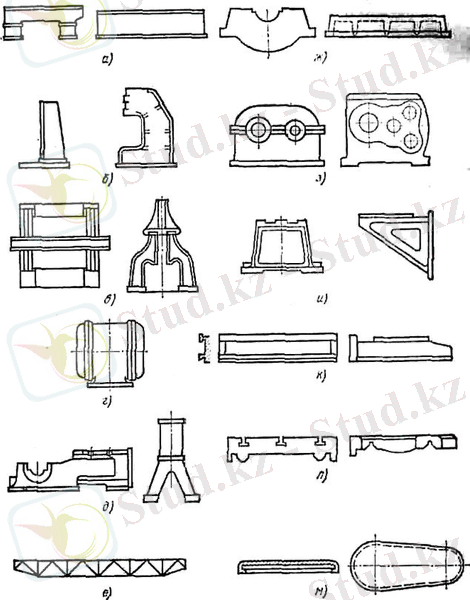
2-сурет. Қорап бөлшегінің негізгі бөлшектері
Қорап бөлшектерін жіктеу:
- Құрылымдық күрделілік дәрежесі бойынша:
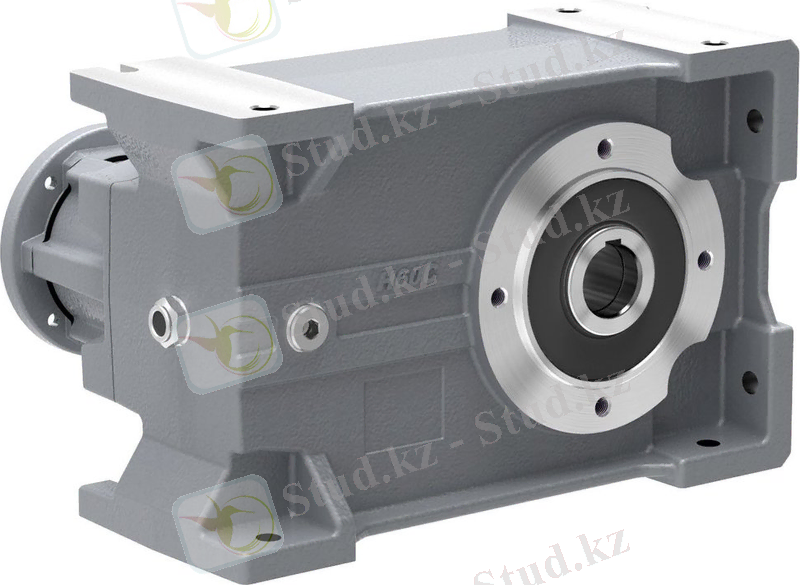
- қарапайым, ішкі бөлімдері мен бөлу қабырғалары жоқ (3-сурет) ;
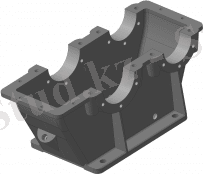
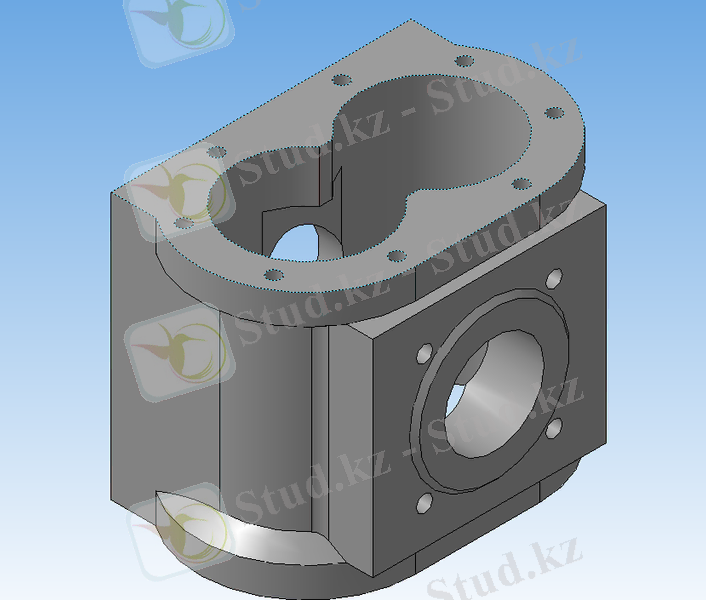
- күрделі (4-сурет) ;
3-сурет. Қарапайым қорап
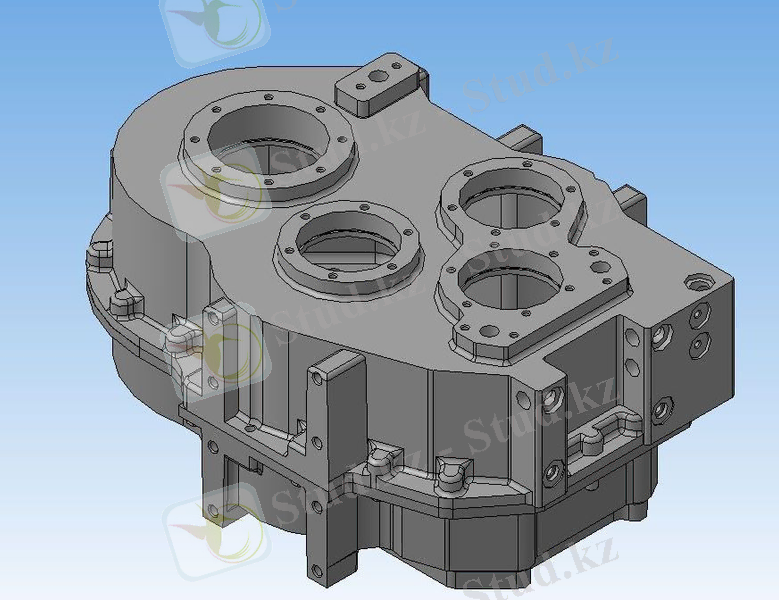
4-сурет. Күрделі қорап
- Ішкі кеңістіктің сыртқы ортамен қатынасы бойынша:
- жабық- ішкі қуысы жұмыс кезінде де, жұмыс істемейтін күйде де сыртқы ортадан толығымен оқшауланған (5-сурет) ;
- жартылай жабық- ішкі қуысы сыртқы ортамен машина (механизм) жұмысының жекелеген сәттерінде (уақыттың бір бөлігінде) немесе жұмыс істемейтін күйде байланысуы мүмкінм (6-сурет) ;
- ашық- ішкі қуысы сыртқы ортамен үнемі байланысады;
5-сурет. Жабық қорап
6-сурет. Ашық қорап
- Майлау материалдарының пайдалану қорын сақтау үшін:
- майлау бөлшектерінің пайдалану қорын сақтауға арналмаған құрғақ корпустар (7-сурет) ;
- сыйымдылығы майлау материалдарының пайдалану қорын сақтау үшін жеткілікті май толтырылған (8-сурет) ;
7-сурет. Құрғақ қорап

8-сурет. Майлауға арналған қорап
Материал және дайындамалар корпустар мен қораптар шойын, болат немесе алюминий құймалары түрінде, сондай-ақ дәнекерленген конструкциялар түрінде орындалады. Шойын құймалары МЕСТ 1412-54 талаптарын қанағаттандыруы керек. Бұл ретте анағұрлым жауапты корпустық де тальдер үшін (Қозғалтқыш цилиндрлерінің блоктары, аса дәл және жылдам жүретін станоктар мен автоматтардың жылдамдық қораптарының корпустары және т. б. ) шойын СШ 28-48, СШ 24-44, СШ 21-40 станоктардың корпустық бөлшектері, редукторлардың корпустары, стационарлық қозғалтқыштардың картерлері және т. б. пайдаланылады, СШ 18-36 шойыннан жасалған, СШ 15-32 аз жауапты құймалар үшін СШ 12-28 шойыны қолданылады.
Негізгі көріністі сызу үшін бөлікті қалай орналастыру туралы мәселені шешкен кезде, кейбір бөліктер үшін бөліктің жұмыс орны ескеріледі (ол машинада немесе басқа өнімде орналасқан) корпус бөлшектері мойынтіректер, кронштейндер, машиналардың алдыңғы және артқы бастары, крандар мен клапандар, құбырлар, сорғылар, редукторлар және т. б. - сызбаларда жұмыс жағдайында бейнеленген.
Алынбалы корпус бөліктерінде әр мойынтірек үшін бір бөліктен тұратын құйылған қақпақ немесе бөлек қақпақтар бар. Коннектордың болуы қақпақтарды өңдеуді және корпусты өңдеу кезінде қосымша операцияларды қажет етеді, содан кейін корпус қақпақтармен құрастырылады және одан әрі жиналған түрінде өңделеді. Корпустық бөлшектер-мойынтіректер, кронштейндер, крандардың, сорғылардың, редукторлардың корпустары, қақпақтар, фланецтер және құю немесе штамптау арқылы жасалатын басқа да бөлшектерде фрезерлеу, сүргілеу, ұңғылау, тескіш немесе бұрғылау арқылы алынатын жеке өңделген беттер ғана болады.
Сығымдалған корпустар мен корпус бөліктері көбіне фенопласт, аминопласт және т. б. пластмассадан жасалады. Пластикалық корпустар құрылғының әдемі көрінісін қамтамасыз етеді, салмағы аз, коррозияға төзімді, жоғары электрлік оқшаулау қасиеттеріне ие, үнемді.
Негізгі бейнедегі (пішіндегі немесе қимадағы) корпустық бөлшектер (кронштейндер, алдыңғы және артқы бабкалар, крандар мен вентильдердің корпустары, құбырлар, сорғылар, редукторлар) жұмыс жағдайында, яғни пайдалану кезінде қандай бөлшекті алатынын сипаттайды.
Басқару құрылғысының корпусы оның негізгі бөлігі болып табылады. Стационарлық құрылғылардың корпустары негізгі және қосалқы бөлшектер мен құрылғылар орналасқан массивті және қатты тақтайша немесе корпус бөлігі түрінде жасалады. Корпустар СШ 12 немесе СШ 15 сұр шойыннан жасалады. Дәл өлшеуге арналған құрылғылардың корпустары эрозияға ұшырауға немесе шойынға төзімді шойыннан құйылуға тиіс (СШ 25 немесе СШ 30) .
Айналмалы қабықшалар түрінде жасалған корпус бөлшектері зымыран саласында, химиялық машина жасауда және т. б. кеңінен қолданылады (зымыран корпустары, әртүрлі резервуарлар, сұйықтар мен газ резервуарлары және т. б. )
Корпустық бөлікке төлкені отырғызу. Бұл процесті бөлшектеу қиын болып табылады. Бөлшектеуді қабырғасының биіктігін арттыру, сақиналық саңылауды енгізу немесе бөлшектеу құралы үшін қабырға пен корпус арасында іріктеу арқылы жеңілдетуге болады. Бөлшектің бұрмаланбауын қамтамасыз ету үшін бұрандалы тесіктер кемінде үшеу болуы керек (120° бұрышта) .
Корпус механизмнің барлық қозғалмалы және бекітілген бөліктерін алып жүреді және олардың қажетті өзара орналасуын қамтамасыз етеді. Корпус механизмнің бөлшектерін зиянды сыртқы әсерлерден қорғайды, механизмнің ыңғайлылығы мен қауіпсіздігін жасайды, оған заманауи көрініс береді және басқа да функцияларды орындайды. Корпустың салмағы механизмнің 60-80%-ын құрайды. Осыған байланысты механизмнің сенімділігі, дәлдігі мен беріктігі, оның мөлшері мен массасы корпустың дизайнына байланысты.
Әдістің мәні - алдын-ала өңделген бөліктің тозған бетіне арнайы жасалған қосымша бөлік (саптамалар) орнатылады. Қосымша бөлшектер-саптамалар әртүрлі төлкелер, сақиналар, бұрандалы бұрандалар, редукторлар және т. б түрінде жасалады. Осылайша, цилиндрлер блогы, клапан розеткалары, беріліс қораптарындағы мойынтіректер, артқы көпірлер, май және су сорғыларының корпустары, корпус бөліктеріндегі тозған жіптері бар тесіктер және т. б. жөнделеді.
Қарастырылып отырған аппараттардың сыртқы корпустық бөлшектерін өңдеу тұтастай алғанда бірдей шешіледі. Күңгірт және жылтыр хромның қара эмаль бояумен және терімен сәтті үйлесуі екі модельге де әдемі көрініс береді. Бұл, ең алдымен, экспозицияны орнатуды автоматтандыруға байланысты корпус формасының жаңа құрылымдық шешіміне байланысты. Бірақ корпустың жаңа формасы мен оны құрайтын бөлшектер ғана емес, екінші модельді сыртқы жағынан жетілдірілген ретінде қабылдауға ықпал етеді. Бұл модельдерді техникалық эстетика тұрғысынан салыстыру және бағалау кезінде объективтің металл бөліктері үшін материал мен жабынды таңдау өте маңызды.
Базалық бөлшектер мен машиналар - корпустық бөлшектер болып табылады, жекелеген түрлерін құрастыру бірліктері де монтаждалады. Қызметтік мақсаты мен құрылымдық нысандары бойынша топтарға бөлінеді:
а) редукторлар корпусының параллелепипеді, жылдамдық қораптары, шпиндель бастары және т. б. түріндегі қорап тәрізді бөлшектер;
ә) ұзындығы цилиндрлер, қозғалтқыштар, компрессорлар, артқы бабкалар корпустарының көлденең өлшемдерінен асатын саңылаулары мен қуыстары бар корпустық бөлшектер;
б) бу және газ турбиналары, орталықтан тепкіш сорғылар, коллекторлар, вентильдер және т. б;
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz