SCADA Trace Mode жүйесі негізінде ҮКЖО 1700 илемдеу моталкасының технологиялық процестерін автоматтандыру және басқару

ҚАЗАҚСТАН РЕСПУБЛИКАСЫ БІЛІМ ЖӘНЕ ҒЫЛЫМ МИНИСТРЛІГІ
«ҚАРАҒАНДЫ ИНДУСТРИЯЛЫҚ УНИВЕРСИТЕТІ» КеАҚ
Рахымбек Сұлтан Қалиұлы
SCADA Trace Mode жүйесі негізінде 1700 илемдеу моталкасының технологиялық процестерін басқару
ДИпломдық жоба
5В070200 - «Автоматтандыру және басқару» мамандығы
Теміртау, 2022
ҚАЗАҚСТАН РЕСПУБЛИКАСЫ БІЛІМ ЖӘНЕ ҒЫЛЫМ МИНИСТРЛІГІ
«ҚАРАҒАНДЫ ИНДУСТРИЯЛЫҚ УНИВЕРСИТЕТІ» КеАҚ
«Жасанды интеллект технологиясы» кафедрасы
«Қорғауға жіберілді»
«ЖИТ» каф. меңгерушісі
PhD Кунаев В. А.
«» 2021 ж.
SCADA Trace Mode жүйесі негізінде 1700 илемдеу моталкасының технологиялық процестерін басқару
ДИпломдық жоба
5В070200 - «Автоматтандыру және басқару» мамандығы
Ғылыми жетекшісі
т. ғ. к, доцент
Теміртау, 2022
АҢДАТПА
Өлш.
Бет
Құжат №.
Қолы
Күні
Бет
3
ДЖ. 5В070200. 11-18. 10. ТЖ
АжБ-18к тобының студенті Рахымбек С. Қ. «Әдістемелік пештердегі температуралық жағдайларды оңтайландыру мақсатында «АрселорМиттал Теміртау» АҚ 1700 БЖЦ-1 ыстықтай илектеу орнағының әдістемелік пештеріндегі қыздыруды оңтайландыратын автоматтандырылған жүйені жаңғырту» тақырыбындағы дипломдық жобасы т. ғ. к, доцент Жабалова Г. Г. басшылығымен орындалды. Диплом жобасын қорғау жылы 2022.
Түсіндірме жазба құрылғымен басылған мәтіннің 85 бетінде орындалған және оған 12 кесте, 35 сурет кіреді.
Түсіндірме жазба сегіз бөліктен тұрады. Біріншісі - өндірістің сипаттамасы, мұнда цех қызметі, цех процесі және цех өндіретін өнім сипатталған.
Екінші бөлім - үздіксіз кең жолақты 1700 орнағының сипаттамасы, құрамдас бөліктері, ондағы автоматты басқару құрылғылары жайлы сипаттама берілді. Әдістемелік пештің технологиялық процесінің сипаттамасы, құрамы мен қолданылу саласы, құрылымы мен жұмысы сипатталды. Әдістемелік пештеріндегі қыздыруды оңтайландыратын автоматтандырылған жүйені жаңғырту үшін автоматты басқарудың болашақ жүйесінің қажетті сипаттамалары сипатталды, модернизациялауға міндеттер қойылды.
Үшінші бөлімде қойылған міндеттерге сәйкес контроллерлерге, термо түрлендіргіштерге және шығын өлшегіштерге аналитикалық талдау жасалды.
Төртінші бөлімде реттеу заңын таңдау және реттеуіштің баптауларын есептеу жүргізілді.
Бесінші бөлімде техникалық құралдарды, механизмдерді таңдау жүргізілді.
Алтыншы бөлімде технологиялық процесті басқару жүйесін таңдау мен таңдалған контроллердің сипаттамасы жасалды.
Экономикалық бөлімде күрделі салымдарды есептеу жүргізілген және жаңғыртудан жылдық экономикалық тиімділігі есептелді.
«Қауіпсіздік және экологиялылық» бөлімінде қауіпсіздік техникасы, зиянды және қауіпті факторлардың адамға және қоршаған ортаға әсері қарастырылған. Осы факторлардың әсерін төмендету бойынша шаралар қарастырылды.
Функционалдық сұлбалар, алгоритмнің блок-сұлбалары және экономикалық көрсеткіштер.
АННОТАЦИЯ
Өлш.
Бет
Құжат №.
Қолы
Күні
Бет
4
ДЖ. 5В070200. 11-18. 10. ТЖ
ABSTRACT
Өлш.
Бет
Құжат №.
Қолы
Күні
Бет
5
ДЖ. 5В070200. 11-18. 10. ТЖ
МАЗМҰНЫ
2. 1 ҮКЖО 1700 негізгі және қосалқы жабдықтарының қысқаша техникалық сипаттамасы
2. 2 1700 СТАНЫНДАҒЫ МОТАЛКАНЫҢ АВТОМАТТЫ БАСҚАРУ ЖҮЙЕСІ
2. 3 ПРОКАТТАУ ОРНАҒЫНЫҢ ВИНТІНДЕ ЖОЛАҚТЫ ОРАУ ПРОЦЕСІН ИМИТАЦИЯЛАУ
Өлш.
Бет
Құжат №.
Қолы
Күні
Бет
6
ДЖ. 5В070200. 11-18. 10. ТЖ
Өлш.
Бет
Құжат №.
Қолы
Күні
Бет
7
ДЖ. 5В070200. 11-18. 10. ТЖ
АНЫҚТАМАЛАР, БЕЛГІЛЕР ЖӘНЕ ҚЫСҚАРТУЛАР
Өлш.
Бет
Құжат №.
Қолы
Күні
Бет
8
ДЖ. 5В070200. 11-18. 10. ТЖ
БЖЦ - беттерді жаймалау цехы;
ҮКЖО 1700 - үздіксіз кең жолақты орнақ;
ҚДБ - қаңылтақтарды дайындау бөлімі;
МЕМСТ - мемлекеттік стандарт;
САСТ - салааралық стандарт;
ҚНжЕ - құрылыстық нормалар мен ережелер;
ТЖС - тез жанғыш сұйықтық;
ЖС - жанғыш сұйықтық;
ДДЖ - деректерді дайындау жүйесі;
КІРІСПЕ
Өлш.
Бет
Құжат №.
Қолы
Күні
Бет
9
ДЖ. 5В070200. 11-18. 10. ТЖ
ӨНДІРІСТІҢ СИПАТТАМАСЫ
Өлш.
Бет
Құжат №
Қолы
Күні
Бет
10
ПЕ. 5B070200. 11-18. 10. ТЖ
Орындаған
Рахымбек С. Қ.
Тексерген
ӨНДІРІС СИПАТТАМАСЫ
Әдеб.
Беттер
35
ҚарИУ, АжБ-18к
1. 1 «АрселорМиттал Теміртау» АҚ өндірісі
«АрселорМиттал Теміртау» - бұл Қазақстандағы тігінен интеграцияланған металлургия және тау-кен компаниясы, Қарағандыдағы металлургия зауытына (Теміртау, Қарағанды облысы) иелік етеді, бұл Қазақстандағы ең ірі металлургия кәсіпорны. АрселорМиттал трансұлттық металлургиялық тобының құрамына кіреді, ол 2008 жылдың аяғында әлемдік өнеркәсіптік нарықтың 10% бақылайды. «Эксперт РА Қазақстан» рейтингтік агенттігінің мәліметтері бойынша «АрселорМиттал Теміртау» АҚ Қазақстандағы ең ірі компаниялар тізімінде (2015 жылға) 8 орын алады. Ол үш департаментке бөлінеді: болат, көмір және темір кені [1] .
Компания құрылған сәттен бастап 10 жыл ішінде 1, 5 млрд. доллардан астам қаражат инвестициялаған. Өндірісті жаңғырту жүргізілді, жылына 320 мың тонна өнім шығаратын қорғасын-мырыш цехы салынды. Болат өндірісі 1996 ж. 3, 1 млн тоннадан 5, 1 млн. тоннаға өсті (2004 ж. ), дайын болат - 3, 9 млн. тоннаға (1996 ж. - 2, 2), кеңес жылдарында қол жеткізілген нәтижеге жетпеді: болат - 5, 7 миллион тонна, прокат - 80-ші жылдары 4, 3 миллион тонна. 2006 жылы сортты прокат зауытының құрылысы жүргізілді.
Соңғы бірнеше жылда компанияның өнімдері Қытайда, Еуропада, Америкада және Иранда сатылады, дегенмен «АрселорМиттал Теміртау» АҚ өнімдерді сатуда проблемалар тудырады, бұл қызметкерлердің қысқаруына әкеледі. Осылайша, соңғы бес жыл ішінде компания 8 мың адамды қысқартты, бұл барлық қызметкерлердің 20% құрайды.
«АрселорМиттал» металлургиялық қызметін төрт континентте, соның ішінде дамыған және дамушы нарықтарда жүргізеді. Біздің болаттың шамамен 35% -ы Америкада, шамамен 47% -ы Еуропада және 18% -ы басқа аймақтарда, соның ішінде Қазақстанда, Оңтүстік Африка мен Украинада өндіріледі. «АрселорМиттал» Солтүстік және Оңтүстік Американың, Шығыс және Батыс Еуропаның, ТМД елдерінің және Африканың металл нарықтарын басқарады.
«АрселорМиттал Теміртау» АҚ металлургиялық зауытының құрамына мыналар кіреді:
1) аглодомен өндірісі;
2) кокс-химия өндірісі;
3) болат балқыту өндірісі;
4) прокаттау өндірісі;
5) бірыңғай жөндеу-монтаждау басқармасы;

Өлш.
Бет
Құжат №.
Қолы
Күні
Бет
11
ДЖ. 5В070200. 11-18. 10. ТЖ
1. 1 сурет - «АрселорМиттал Теміртау» АҚ
«АрселорМиттал Теміртау» АҚ өндірісінің жалпы көрінісі 1. 1 суретте келтірілген. «АрселорМиттал» компаниясы туралы негізгі мәліметтер:
1) «АрселорМиттал» металлургия және тау-кен өнеркәсібінің әлемдік көшбасшысы болып табылады;
2) 2015 жылы EBITDA көрсеткіші 5, 2 млрд. АҚШ долларын құрады, бұл 2014 жылмен салыстырғанда 27, 7% - ға аз; EBITDA көрсеткіші 4 тоқсанда 1, 1 млрд. АҚШ долларын құрады;
3) 2015 жылғы 31 желтоқсандағы жағдай бойынша таза қарыз 15, 7 млрд. АҚШ доллларын құрады;
4) 2015 жылы Болат тиеу 84, 6 млн тоннаны құрады;
5) 2015 жылы темір рудасын тиеу 62, 4 млн тоннаны құрады;
6) «АрселорМиттал» компаниясының 222 мыңнан астам қызметкері жұмыс істейді.
Сапалы өнім жасау және жаңа технологияларды қамтамасыз ету үшін «АрселорМиттал» компаниясында бүкіл әлем бойынша 1400-ден астам зерттеуші және 11 зертхана жұмыс істейді [2] .
Бүгінгі таңда «АрселорМиттал Теміртау» АҚ :
- Өндірістік қуаты жылына 3, 7 млн. тонна кокс алты кокс батареясы құрамындағы Кокс химиясы өндірісі. Қарағанды көмір бассейнінің кокстелетін көмірі Кокс химиясы өндірісінің шикізаты болып табылады;
- Аглодоменалық өндіріс. Агломерат, шекемтас, кокс домна балқытуға арналған шикізат болып табылады. Қосымша отын ретінде мазутты үрлеу қолданылады. Балқытылатын шойын айналмалы цехта өңдеуге арналған. Домна цехының өндірістік қуаты жылына 5, 7 млн. тонна шойынды құрайды;
- Болат балқыту өндірісі. Құрамында: миксер бөлімшесі (2 мик-күкірт), болат балқыту учаскесі (3 Конвертер), металды жетілдіру учаскесі, пеш - шөміштің екі қондырғысы, дайындамаларды үздіксіз құю 2 машинасы, әк күйдірудің екі цехы, смоломагнезит цехы, Копр цехы. Қайнаған, жартылай тыныш, тыныш және төмен қоспаланған болат маркаларын балқыту;
- Прокат өндірісі цехтардан тұрады;
- №1 қаңылтыр жаймалау цехы қалыңдығы 2, 0-ден 12, 0 мм-ге дейінгі орамдар мен табақтарда ыстықтай илемделген илек, сондай-ақ электрмен дәнекерленген құбырлар үшін штрипс өндіреді. Цех қуаттылығы жылына 4600 мың тонна;
- №2 қаңылтыр жаймалау цехы қалыңдығы 0, 5 мм-ден 2, 0 мм-ге дейін суықтай илемделген прокат, электрмен дәнекерленген құбырларға арналған штрипс, сондай-ақ шатыр прокатын прокат шығарады. Цех қуаттылығы жылына 1300 мың тонна;
- №3 қаңылтыр жаймалау цехы қалыңдығы 0, 18-ден 0, 36 мм-ге дейін консервілеу үшін қара және ақ қаңылтыр шығарады, сондай-ақ шатыр илегін шығарады. Цех қуаттылығы жылына 750 мың тонна;
- Ыстықтай мырыштау және алюминдеу цехы мырыш және алюмоцин жабындысымен илек және сырланған илек өндіреді;
- Сортпрокат цехы кең сұрыптаманы ұсақ және орташа сұрыпты прокатқа шығарады. Цех қуаттылығы жылына 400 мың тонна.
1. 2 БЖЦ-1 «АрселорМиттал Теміртау» АҚ
№ 1 Беттерді жаймалау цехының салыну күнін 1968 жылғы 6 қаңтарда, «1700» жайма орнағын пайдалануға қабылдау актісіне қол қойылған кезде санауға болады.
№ 1 Беттерді жаймалау цехы «Сталь проект» мемлекеттік одақтық институтымен салынды.
№ 1 Беттерді жаймалау цехы - ыстықтай илемделген рулонды және табақты болат, суықтай илемдеу цехы мен қаңылтыр цехына арналған қалыңдығы 2, 0-12 мм, ені 900-1500 мм болатын подкат өндіреді.
Цех құрамына: өнімділігі жылына 4600 мың тонна жоғары автоматтандырылған «1700» кең жолақты орнақ; төрт әдістемелік қыздыру пеші; екі көлденең кесу агрегаты, бойлық кесу агрегаты және лонжерон жолақтарын өндіру агрегаты бар әрлеу бөлімшесі кіреді.
Өлш.
Бет
Құжат №.
Қолы
Күні
Бет
12
ДЖ. 5В070200. 11-18. 10. ТЖ
№ 1 Беттерді жаймалау цехында үш бөлімше бар: термиялық, «1700» орнағы және адьюстаж.
Төрт әдістемелік пештегі жылу бөлімінде қаңылтыр илектеу температурасына дейін қызады. Орнақтағы бастапқы топтың клеттерінде қаңылтақтар соңғы топтың клеттерінде дайын табақты алу үшін қажетті төсемнің қалыңдығына дейін қысылады. Жаю жиектерін жолақ енінің қажетті өлшемдеріне дейін қысу №2-5 әмбебап көтермелердің тік білікшелерінде және тік білікшелерінде жүргізіледі [2] .
Тазалау тобында илектелген жолақтар қажетті механикалық қасиеттерді қамтамасыз ету үшін орамдарға орау алдында орағыштар мен илектеудің тазалау тобы арасында орналасқан арнайы себезгілеу қондырғысының көмегімен, сумен салқындатылады.
Орнақта илектелген барлық жолақтар үш орамға оралған. Оралған орамдар ағында таразымен өлшенеді.
Өлш.
Бет
Құжат №
Қолы
Күні
Бет
13
ПЕ. 5B070200. 11-18. 10. ТЖ
Цехтың адьюстажы жолақтарды көлденең кесетін екі агрегаттан, қалыңдығы 1, 8-4, 0 мм және 4, 0-16 мм, ұзындығы 2000 мм-ден 8000 мм-ге дейін, қалыңдығы 1, 8-16 мм, ені 120 мм-ден 1500 мм-ге дейін жолақтарды бойлай кесу агрегатынан, роликті нормалаушы пеші бар лонжеронды жолақтарды өндіру агрегатынан және металл бетін қабыршақтан тазартуға арналған ұсақтайтын қондырғыдан тұрады.
Адьюстажда орнақта илектелген металл орамдарын жинау, оларды тұтынушыға жөнелту, орамдарды № 1 және № 2 көлденең кесу агрегаттарында оларды параққа бөлу үшін одан әрі өңдеу жүргізіледі.
Қаңылтыр жаймаларды көлденең кесу агрегаттарынан қаптамамен қаптауға арналған дайын өнім қоймасына, сондай-ақ жаймаларды термоөңдеуге арналған қалыпқа келтіру агрегатына түседі.
Дайын өнім темір жол көлігіне тапсырыс берушілерге жөнелту үшін жаймалар мен орамдардың бумаларында тиеледі.
Ыстықтай тапталған орамдардың басқа бөлігі әрі қарай қайта бөлу үшін суық илектеу цехындағы қоймаға (№2 БЖЦ және №3 БЖЦ) түседі.
Ыстықтай илемделген жаймаларды илектеуден басқа №1 беттерді жаймалау цехы тауарлық қаңылтырларды жөнелтумен де айналысады.
2 АВТОМАТТАНДЫРУ НЫСАНЫНЫҢ СИПАТТАМАСЫ
Өлш.
Бет
Құжат №
Қолы
Күні
Бет
14
ПЕ. 5B070200. 11-18. 10. ТЖ
Орындаған
Рахымбек С. Қ.
Тексерген
АВТОМАТТАНДЫРУ НЫСАНЫНЫҢ СИПАТТАМАСЫ
Әдеб.
Беттер
35
ҚарИУ, АжБ-18к
2. 1 ҮКЖО 1700 негізгі және қосалқы жабдықтарының қысқаша техникалық сипаттамасы
1700 үздіксіз кең жолақты орнағының ыстық илектеу станциясының құрамына: қаңылтақтарды дайындау бөлімі (ҚДБ), жүктеу бөлімі, қыздыру пештерінің бөлімі, клеттердің өрескел және әрлеу тобы, сондай-ақ диірменнің тазарту желісі кіреді [3] .
СДБ учаскесі әртүрлі лабиринтті қаңылтақтарды жинауға, өңдеуге, қарауға, тазалауға, кесуге және БЖЦ-1 әдістемелік пештеріне берілетін қаңылтақтардың және тұтынушыға жөнелтілетін тауарлық қаңылтақтардың сапасын бақылауға арналған.
Тиеу учаскесі: тиеу рольгангасы, көтергіш үстелдерден және беру арбаларынан тұрады.
Қыздыру пештерінің учаскесі қабылдау рольгангасы, тиеу рольгангасы (әрбір пештің алдында), қосарланған итергіш және төрт әдістемелік пештен тұрады.
Клеттердің бастапқы тобы жүйелі түрде орналастырылған тік және көлденең масштабты өлшегіштерден, алғашқы «кварто» жұмыс клетінен және № 2-5 «кварто» әмбебап төрт жұмыс клетінен, сондай-ақ масштабты су тазарту жүйесінен тұрады.
Аралық рольгангасы жылу жинақтағыш экрандар жүйесімен, бөлгіш рольгангасы үшін астауларды парақтарға кесу үшін от кескіштері бар астарларды жинау құрылғысымен жабдықталған.
Клеттердің таза тобы ұшпалы қайшылардан, «дуо» таза қабыршақты бұзғыштан, №№ 6-12 «кварто» жеті клетінен және қажетті геометриялық өлшемдерді, көлденең профильді және планшеттілікті қамтамасыз ету үшін илектеудің жылдамдық режимдерін реттеуге, тетіктерді баптауды (қайта құруды) басқаруға мүмкіндік беретін автоматты жүйелерден тұрады.
Орнақтың жинау желісі мыналардан тұрады: жолақтарды ламинарлық салқындату жүйесі бар №1 бұрғыш рольгангасынан, тартатын роликтерден, қалыңдығы 4, 0 мм дейін және одан аз жолақтарды орауға арналған орауыштардың бірінші тобы (№№ 1-3), «Signode» фирмасының М 400 N-114-CH3-A үлгісіндегі 3 байлау машинасы, № 2 бұрғыш рольгангасы, тартатын роликтер, қалыңдығы 4. 0 мм және одан көп жолақтарды орауға арналған орауыштардың екінші тобы (№№ 4-5), көтергіш-бұрғыш үстелдері бар рулондардың түсіргіштері, жиектегіштері, қабылдағыштары мен конвейерлері.
ҮКЖО 1700 негізгі жабдықтарының орналасу сұлбасы 2. 1 суретте көрсетілген. Ал орнақтың автоматты бақылау жүйесінің негізгі параметрлері 2. 2 суретте көрсетілген.
Өлш.
Бет
Құжат №
Қолы
Күні
Бет
15
ПЕ. 5B070200. 11-18. 10. ТЖ
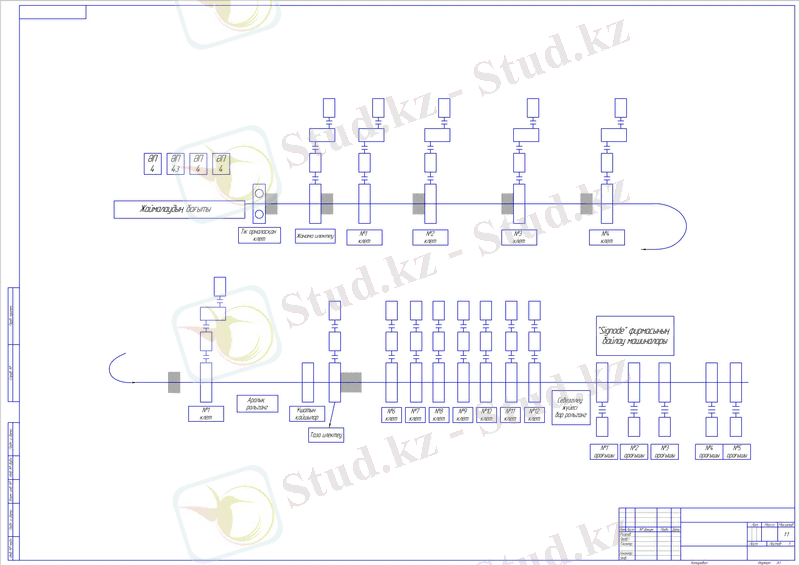
2. 1 сурет - 1700 ҮКЖО желісіндегі негізгі жабдықтардың орналасу сұлбасы
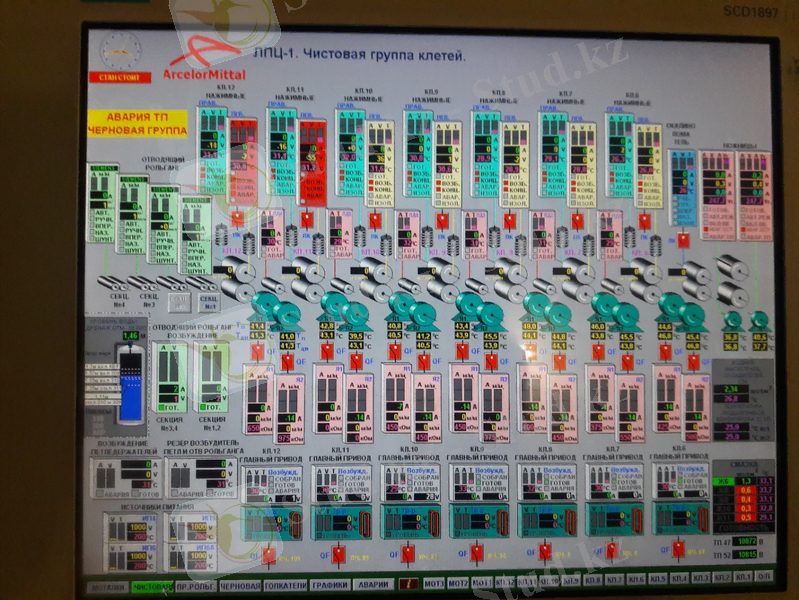
2. 2 сурет - Орнақтың автоматты бақылау жүйесінің негізгі параметрлері
Өлш.
Бет
Құжат №
Қолы
Күні
Бет
16
ПЕ. 5B070200. 11-18. 10. ТЖ
2. 2 1700 СТАНЫНДАҒЫ МОТАЛКАНЫҢ АВТОМАТТЫ БАСҚАРУ ЖҮЙЕСІ
1700 станы тазартудан өткен көміртекті және электротехникалық болаттан жасалған ыстықтай прокатталған жолақтарды шексіз салқындату үшін арналған.
Стан бір өтпе үшін жалпы сығымдалудың 90% алуға мүмкіндік береді, ол қалыңдығы 0, 18 мм-ге дейін жаймалау болат өндірісі үшін қолданылады.
Стан жабдығын өз мақсаты бойынша келесі негізгі бөліктерге бөлуге болады:
- рулондарды беру, дайындау және тарқату, түзету, дәнекерлеу және керумен жолақтарды тасымалдау механизмдері кіретін бас бөлік;
2) жолақтарды дәнекерлеуге арналған бас бөліктің тоқтауы кезінде орнақтың үздіксіз жұмысын қамтамасыз ету үшін жолақтың созылуын, ұстап тұруын және орталықтандырылуын құру механизмдерін қамтитын ілмекті құрылғы;
Өлш.
Бет
Құжат №
Қолы
Күні
Бет
17
ПЕ. 5B070200. 11-18. 10. ТЖ
3) белдік құрылғыдан бірінші клетке жолақтарды беруді қамтамасыз ететін және жолақтың керілуін және орталықтандырылуын құру тетіктерін қамтитын кіру бөлігі;
4) қосалқы тетіктері бар бес клетті топтан тұратын прокаттау станы;
5) жолақтарды тарту, кесу және орау, дайын орамдарды алу және жинау механизмдерін қамтитын шығу бөлігі.
Ыстықтай прокатталған орамдар мен қаңылтырлар.
Үздіксіз кеңжолақты стан 12 клеттен (5 қара және 7 таза) тұрады. Прокаттау орнағының артынан орамдарды өңдеу желісі, көлденең кесу агрегаты, күйдіру пеші және бойлық кесу агрегаты жүреді. Стан заманауи автоматты бақылау жабдығымен жабдықталған.
Электростық кранмен ыстықтай иленген орамдарды №1 немесе №2 қадамдық конвейерінің стеллажына кезекпен орнатады. Қолмен байлау лентасын алып тастайды, содан кейін механизмдерді одан әрі жұмысқа қосуға рұқсат беріледі [3] .
Соңғы позицияда қадамдық конвейер рулонды станның осі бойынша орталықтандырады және рулонды №1 немесе №2 қабылдау үстеліне береді.
№1 немесе №2 қабылдау үстелімен және орталықтау құрылғысымен орама осін тарқату барабанының осімен автоматты орталықтандыру жүргізіледі.
Орамның ортасын оператор көзбен бақылайды және қажет болған жағдайда қолмен басқарады.
№1 (№2) қабылдау үстелімен орталанған рулон №1 (№2) тарқатқыштың жинақталған барабанына киіледі, содан кейін қайырмалы тірек жабылады, тарқатқыш қозғалу механизмдерінің тірегіне қозғалады, рулонға қысу ролигі түсіріледі. Қабылдау үстелі төменгі жағдайға түсіріледі және тарқатқыш барабаны тарқатылады. Рулонды стан осі бойынша орнату жылжымалы тіректің көмегімен жүргізіледі. Жолақтарды майыстыруға ыңғайлы жағдайда рулон автоматты түрде орнатылады.
Өлш.
Бет
Құжат №
Қолы
Күні
Бет
18
ПЕ. 5B070200. 11-18. 10. ТЖ
Содан кейін тарқату барабанының айналу жетегі жолақ жағына қосылады. Жолақтың алдыңғы ұшы бүгіліп және дұрыс-тартқыш машинада (ДТМ) жолақтың алдыңғы және артқы ұштары түзетіледі. ДТМ-мен жүргізілетін жолақтың алдыңғы ұшы мен ақаулы шетін кесу үшін ұшатын қайшыларға беріледі (ұзындығы 1 метрден аспайтын жолақтар кесіледі) . Жолақтарды № 1 жинау арбасының қорабына береді. Дайындалған жолақ жолақтың ұштарын ені бойынша тегістеу үшін қайшыларға тасымалданады, онда алдыңғы рулонның артқы ұшы немесе кейінгі рулонның алдыңғы ұшы түйіскеннен үлкен ені бар кіші жолақтың еніне дейін кесіледі.
Бірдей ені бар жолақтардың ұштары дөңгелек дәнекерлеу машинасына (ДДМ) орталық роликтер арқылы беріледі, онда дәнекерлеу жүзеге асырылады.
Гратты дәнекерлегеннен және тазалағаннан кейін станның бас бөлігі жұмыс жылдамдығына дейін айдалады және жолақ ілмекті құрылғыға (ІҚ) тасымалданады.
Жолақтарды дәнекерлеу кезінде станның үздіксіз жұмысы ІҚ-да жолақтар қорымен қамтамасыз етіледі. Қор бір электржетектен екі ілмекті арбамен құралады. ІҚ жолағын толтырғаннан кейін станның бастары мен кіріс бөліктерінің жылдамдығы синхрондалады. . Рулонды тарқату соңында бас бөліктегі жолақтың қозғалыс жылдамдығы төмендейді, содан кейін жолақтарды дәнекерлеу үшін бас бөлік тоқтайды, ал стан үздіксіз жұмыс істеуін жалғастырады.
ІҚ арқылы жолақ №1 және №2 тарту құрылғыларымен тасымалданады, бұл ретте жолақ №1-4 орталандыру құрылғыларының көмегімен орталықтандырылады. ІҚ-да жолақтың сегіз тармағын қолдау арнайы бұрылыс қолдау роликтерімен жүзеге асырылады.
№2 созу құрылғысы берілген қысу бағдарламасына сәйкес жолақ қысылған станның клеткалары алдында қажетті созу жасайды.
Қажетті қалыңдыққа дейін қысылғаннан кейін жолақ орнақтың барлық бес клетінен өтіп, №1 және №2 беретін роликтерге, содан кейін екі ораманың біріне түседі. Берілген диаметрлі рулонды немесе берілген теориялық салмақты орағаннан кейін стан орамаларының біріне май құю жылдамдығына ауыстырылады (2, 5 м/с), беретін роликтермен қысу күш-жігері артады және технологиялық процесті бұзбай ұшатын қайшымен жолақтың кесуі жүргізіледі.
Магнитті транспортер және айналма ролик арқылы беретін роликтермен жолақтың алдыңғы ұшы келесі орамаға беріледі, онда ременді жапқыш көмегімен жолақ ораманың барабанына оралады.
3-5 орамды орағаннан кейін жапқыш бастапқы жағдайға түседі және стан жұмыс жылдамдығына дейін айдалады. Жолақтың алдыңғы шетін шешушінің шанышқы орамаларының біріне шешкеннен кейін рулонды алу үшін дайынға жоғары көтеріледі. Содан кейін қайырмалы тіреулердің орау барабанынан бұрылу жетегі қосылады. Орау барабанынан рулонды алу үшін түсіргіш арбасының қозғалысының басына команда беріледі. Орамды алғаннан кейін барлық механизмдер бастапқы жағдайға қайтарылады.
Өлш.
Бет
Құжат №
Қолы
Күні
Бет
19
ПЕ. 5B070200. 11-18. 10. ТЖ
Прокаттаудың технологиялық процесін бақылау үшін бірінші клеттің алдында, клеткааралық аралықтарда және бесінші клеттің артында изотоптық толщиномерлер орналасқан, клеткааралық аралықтарда тартылу өлшеуіштері орнатылған, бесінші клеттің артында жолақтың аймақтық тартылу өлшеуіші және жұмыс біліктерінің температурасының датчиктері орнатылған; әрбір клетте прокаттау күшін түрлендіргіштер орнатылған.
Орауыш аймақ бір жаңа орауыш құрылғымен, орауыш құрылғыны енгізуге арналған жабдықпен, № 1 және № 2 орауыш құрылғы мен екі ортаңғы бүйірлік бағыттағыштар арасындағы айқас роликті үстелмен жабдықталған. Моталканың құрылымдық сұлбасы 2. 1-суретте көрсетілген.
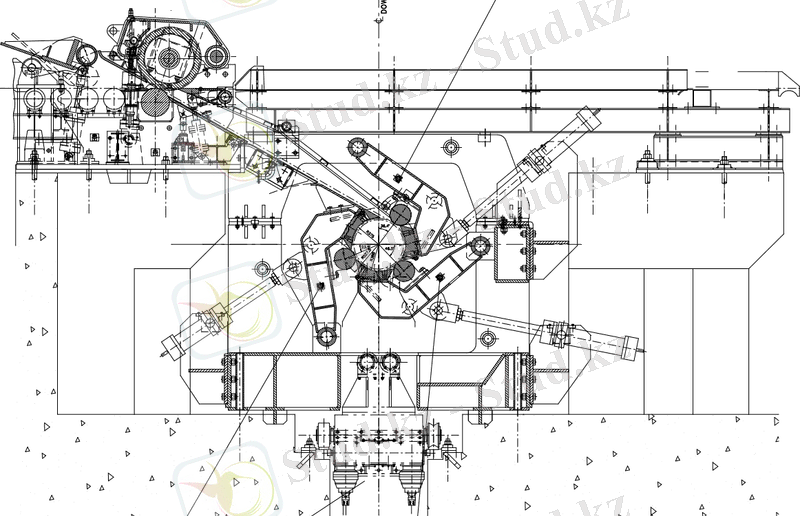
2. 2 сурет - №1 орауыш жабдығының құрылмдық сұлбасы
Үздіксіз илемдеу стандары - берілген параметрлерге технологиялық режимдердің дәл сәйкестігін талап ететін күрделі көп қосынды қондырғылар [6-14] . Нақты объектілердегі процестерді зерттеу мүмкіндіктері шектеулі, сондықтан модельдеу әдістері кеңінен қолданылады [15-17] .
630 үздіксіз бес жасушалы диірмен төмен және орташа көміртекті болаттан, сондай - ақ терең соруға арналған болаттан жасалған ыстық илектелген таспаны салқындатуға арналған. Станның технологиялық режимдері металды төменгі жылдамдықта станға және орауға құюды, жолақтың қажетті керілуін орнатуды, станды жолақты илектеу жылдамдығына дейін жылдамдатуды, дәнекерлеу жіктерінің өтуі кезінде жолақ жылдамдығын төмендетуді, жолақты шығару алдында жылдамдықты төмендетуді және илектеуден кейін жолақты шығаруды көздейді. Суықтай илектеу орнақтарының моталкаларындағы негізгі талаптардың бірі орау кезінде жолақтың керілуін өзгеріссіз сақтау болып табылады, бұл ретте станның соңғы клетінің жолақ арқылы моталкамен өзара байланысын ескеру қажет [8, 14, 15] .
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz