Сырғанау ұштіректері үшін стандартты саңылаулы, керілісті және ауыспалы қондыруларды есептеу, таңдау және калибрлердің атқарушы өлшемдерін анықтау

МАЗМҰНЫ
- Кіріспе
*XX ғасырдың 20-шы жылдары өндіріс дами бастаған кезде жұмысшылар жабдықтардың әртүрлілігіне байланысты қиындықтарға тап болды. Себебі, шығарылатын бұйымдардың пішіні мен Өлшемдері сол мекемедегі конструкторлардың қойған шамалары бойынша шығарылды. Шығарылған бұйымдардың тетік Өлшектері басқа мекемеде шығарылған дәл сондай бұйымның тетік Өлшектеріне сәйкес келмеді. Сондықтан бұйымдарды бір жүйеге келтіріп, стандарттау мәселесі өте өзекті болды.
1924 жылы КСРО Үкіметінің шешімімен Өндірістік стандарттау бюросы құрылып, ал 1925ж. 15 қыркүйегінде ол Стандарттау Комитетіне айналды. Осыдан бастап барлық мекемеге міндетті Жалпы Одақтық стандарттар шығарыла бастады.
1926ж. бастап Кеңестер Одағы стандарттаумен айналысатын Халықаралық ассамблея жұмыстарына қатыса бастады.
1940 жылдан бастап жалпы одақтық стандарт ОСТ - Мемлекеттік стандарт ГОСТ болып Өзгерді.
1954ж. Стандарттар, шамалар және өлшеу құралдары Комитеті ұйымдастырылды, ал 1970ж. 10 қарашада Мемлекеттік стандарттар Комитеті болып Өзгертілді.
Бұйымның, соның ішінде машиналардың сапасын жүйелі түрде жақсартуға өте жоғары мән беріледі, себебі бұйымның сапасын арттыру материалдық ресурстарды үнемдейді, өндірістің тиімділігін арттырады.
Бұйымның сапасы - қолданылуына байланысты белгілі бір қажеттілікті қанағаттыратын бұйымның біріккен қасиеті.
Стандарттау мен бұйымның сапасын басқаруда қоланылатын сапаның сандық мәнін бағалайтын әдістерді біріктіретін шешімдерді дәлелдеу үшін қоланылатын ғылыми саланы квалиметрия деп атайды.
Қазіргі кезде өзара ауыстырымдылық тек қана бір бұйымды жасауда ғана емес, ол бүкіл машинаны конструкциялау, өндіру, жөндеу, бақылау және қолдану принциптерімен байланысты.
Арнаулы мекемелерде шығарылатын бірдей бұйымдар мен тетікбөлшектердің сапасын арттыру үшін бұйымның жасалу дәлдігіне, бетінің сапасына және басқа да параметрлеріне қойылатын талаптарды заңдастыру үшін стандарттау пәні дамыды.
Тетікбөлшектердің өзара ауыстырымдылығын қамтамасыз ету үшін олардың өңдеу дәлдігін арттыру керек. Ал өңдеу дәлдігін арттыру үшін оларды өңдейтін жабдықтар мен бейімді құралдардың дәлдігіне, технологиялық үрдістер дәлдігіне қойылатын талаптарды арттыру қажет. Сонымен бірге оларды бақылайтын аспаптар мен құралдардың дәлдігін арттыру қажет. Сөйтіп, метрология ғылымы дамыды.
Машиналарды және олардың бөлшектерiн белгiлi бiр дәлдiктi сақтап жасайды. Дәлдiк деп дайын тетiк өлшек өлшемдерiнiң оның сызбаларында көрсетiлген Өлшемдерiне жақындығын айтады. Аталған өлшемдер бiр-бiрiне жақын болған сайын дәлдiк жоғары болады. *
*1 Сырғанау ұштіректеріне арналған стандартты саңылаулы қондырудыесептеу және таңдау
Есептеуге арналған шамалар:
 мм;
мм;
 мм;
мм;
 кН;
кН;
 ;
;
 айн/мин;
айн/мин;
 С;
С;
 мкм;
мкм;
 мкм.
мкм.
1. Бұрыштық жылдамдық, рад/с
 (1. 1)
(1. 1)
2.
Ұштіректегі орташақысым,
 (1. 2)
(1. 2)
3. Оптимал саңлаудыанықтау, мкм
 , (1. 3)
, (1. 3)
Мұнда
 жағармайдың динамикалық тұтқырлығы,
жағармайдың динамикалық тұтқырлығы,
 , (
1. 99-кесте
, (
1. 99-кесте
[1, т. 1] ) .
 (1. 4)
(1. 4)
Осыдан,


4. Есептік саңылауды анықтау, мкм
1. 5)
5. Стандартты қоңдыру 1. 47-кестеден [1, т. 1] төмендегі шарт бойынша таңдалып алынады
 .
.
 .
.
Осыдан,
∅
 стандартты қоңдыруды таңдаймыз, өйткені
стандартты қоңдыруды таңдаймыз, өйткені
 ,
,
6. Қосылыстағы білік пен тесіктің шектік ауытқуларын 1. 27 және 1. 28- кестелер бойынша анықтаймыз [1, т. 1]
тесік үшін
∅ 240 H 11: ES = 290 мкм = 0, 290 мм ; EI = 0.
білік үшін
∅ 240 b12: es =-420мкм=-0, 42мм; ei = - 880 мкм = - 0, 88 мм .
7. Білік ∅ 240 b11пен тесіктің ∅ 240 H 11сипаттамалары, мкм
 ;
;
 .
.
Тесіктің сипаттамалары
 ;
;
 ;
;
 ;
;
 .
.
Біліктің сипаттамалары
 ;
;
 ;
;
 ;
;
 .
.
8.
Қондырудың
∅
 сипаттамалары
сипаттамалары
 ,
,
 ;
;
 ;
;
 .
.
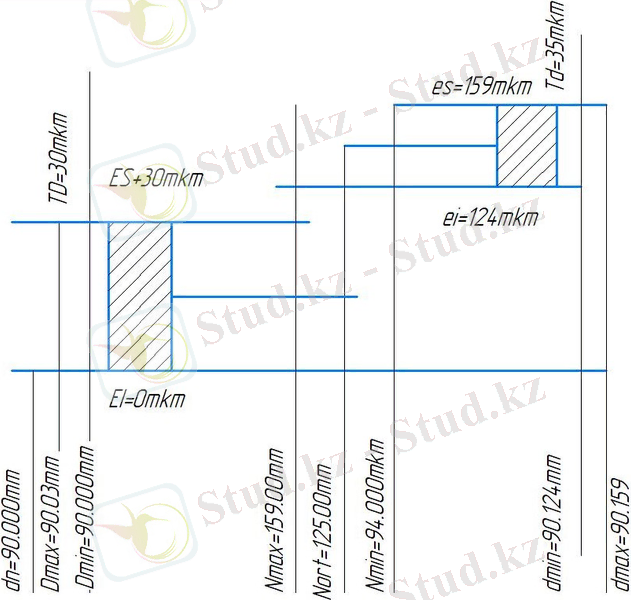
9. Дәлдік шегі алаңдарының орналасу схемасы 1. 1-суретте көрсетілген.
10. ∅
 қосылыстың эскиздерін орындаймыз (1. 2-сурет) .
қосылыстың эскиздерін орындаймыз (1. 2-сурет) .
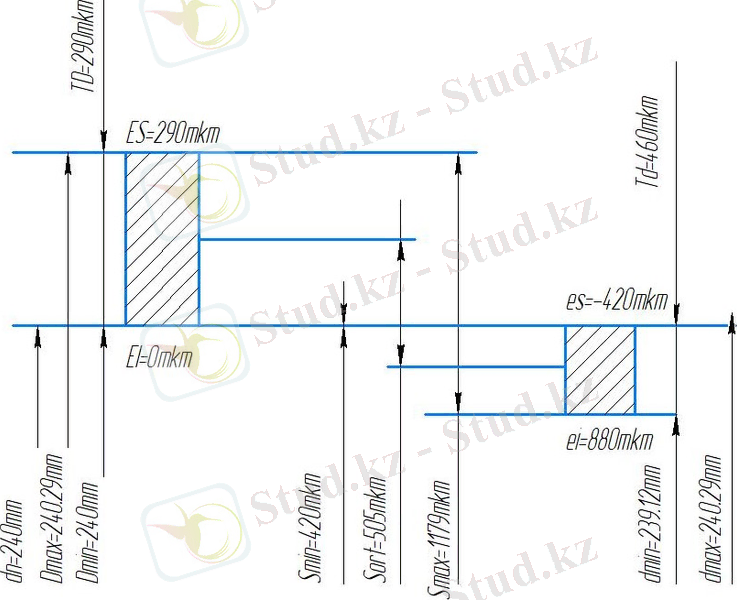
Сурет 1. 1 - ∅240 H11/b11 қондырудың дәлдік шегі алаңдарының орналасу схемасы
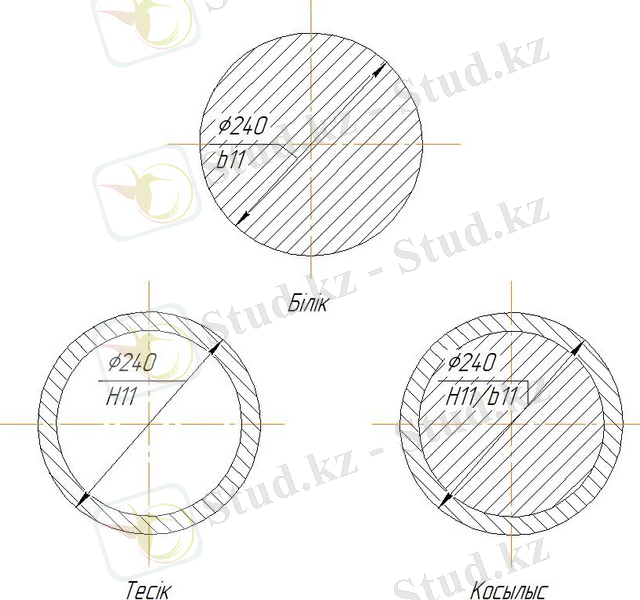
Сурет 1. 2 - ∅240 H911/ b11 қосылыстың эскиздері
2 Стандартты керілісті қондыруды есептеу және таңдау
Есептеуге арналған шамалар:
d н = 90 мм =9 м
d 1 = 20 мм = м
d 2 = 130 мм=130 м
E = 2 10 11 H/м 2
l 2 = 100 мм=10 м
µ = 0, 3
М к = 600 H м
P = 90 kH
F=0. 06 Hм
ж
Тесіктің материалы: Болат 40
Біліктің материалы: Болат 45
Механикалық жолмен майлау арқылы
- Сыртқы жүктемелердің (Mk) M_{k}) белгілі мәндеріне және қосылу өлшемдеріне (dн, l) d_{н}, \ l) \сәйкес байланыс беттеріндегі қажетті минималды нақты қысым анықталады:
анықтаймыз ( , 1. 107 формула, 333-бет)
- ′N_{\min}'анықталады ([3] \lbrack 3\rbrack, 1. 110 формула, 334-бет), мұндағыЕ1Е_{1\ }жәнеE2E_{2}-тиісінше қамтылатын (білік) және қамтылатын материалдар серпімділігінің модульдері (тесіктер) H/м2H/м^{2}; с1с_{1}жәнес2с_{2}-:
C 1 және C 2 коэффиценттерінің мәндері анықталады( , 1. 111формула, 334-бет) :
- Минималды қысымды жасау үшін қажетті ең кіші керілісті анықтайды([3] \lbrack 3\rbrack, 1. 110 формула, 334-бет) :
- БізPmaxP_{\max}шамасын анықтаймыз, ол үшінP1P_{1}жәнеP2P_{2}есептейміз ([3] \lbrack 3\rbrack, 1. 115 және 1, 116 формула, 336-бет) :
- Nmaxанықтаймыз ([3] \lbrack 3\rbrack, 1. 117формула, 336-бет) :
- [Nmax] \left\lbrack N_{\max} \right\rbrackрұқсат етілген максималды кернеуді анықтаймыз([3] \lbrack 3\rbrack, 1. 118формула, 336-бет)
- [Nmax] =193мкмNmax<[Nmax] \left\lbrack N_{\max} \right\rbrack = 193мкмN_{\max} < \left\lbrack N_{\max} \right\rbrack
- 1, 27 - 1, 28 кестелері бойынша біліктің және тесіктің қондыруының шектік ауытқуларын анықтаймыз.
(тесік үшін) 90 H7: ES = 0. 03мкм = 0, 035мм
EI = 0
(білік үшін) 80 u7: es = 0. 159мкм =0. 124мм
ei = 124мкм = 0, 124мм
7. Біліктің 80 u7 және тесіктің 80 H7 параметрлерді анықтау.
Тесіктің параметрлері:
D max = D H + ES = 80 + 0, 035 = 80, 035мм
D min = D H + EI = 80 + 0 = 80, 000мм
D орт. = D H + E c = 80 + 0, 0175 = 80, 0175мм
TD = ES - EI = 35 - 0 = 35мкм
Біліктің параметрлері:
d max = d H + es = 80 + 0, 178 = 80, 178мм
d min = d H + ei = 80 + 0, 124 = 80, 124мм
d орт. = d H + e c = 80 + 0, 151 = 80, 151мм
Td = es - ei = 178 - 124 = 54мкм
8. 1 Қосылыстағы ең үлкен керіліс
N max = es - EI = 178 - 0 = 178
N max = d max - D min = 80. 178 - 80. 000 = 0, 178мм = 178
8. 2 Қосылыстағы ең кіші керіліс
N min = ei - ES = 124 - 35 = 89
N min = d min - D max = 80. 124 - 80, 035 = 0, 089мм = 89
8. 3 Қосылыстағы орташа керіліс
N c = (N max + N min ) / 2 = (159+ 129) / 2 = 144
8. 4 Қондырудың дәлдік шегі, мкм
T s = N max - N min = 159 - 124= 65
T s = (es - ei ) + (ES - EI) = (159 - 124) + (30 - 0) = 65
T s = TD + Td = 30 + 35 =65
9. Дәлдік шектерінің орналасу сызбанұсқасын сызу
3 Стандартты ауыспалы қондыруды есептеу және таңдау
Есептеуге арналған шамалар: Модуль -

Шестерняның тістер саны:
Дөңгелектің тістер саны:

Ось аралық қашықтық:
Тісті дөңгелектің ені:

Тісті берілістің жасалу дәлдігі:

Төмендеткіштің тағайындалуы: Станок
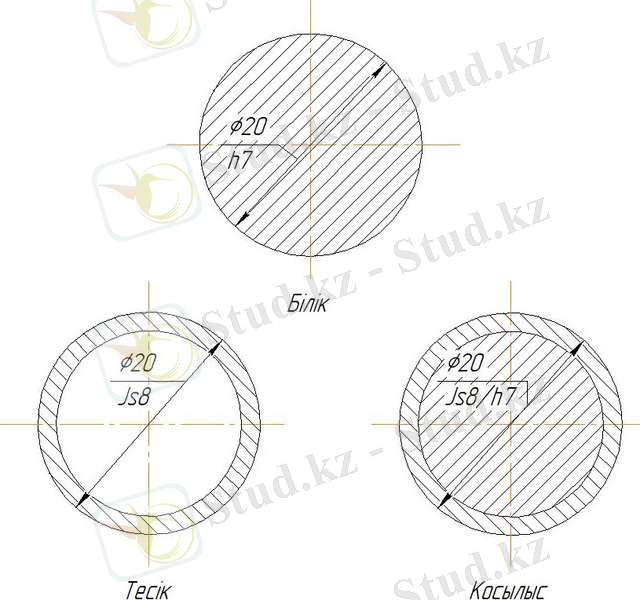
- Берілген шартқа мына қондыру сәйкес келеді: Ø20
- Бұл қондырудың шектік ауытқулары:
(тесік үшін) Ø 20
8:


(білік үшін) Ø 20h7:


- Біліктің Ø 20және тесіктің Ø 20параметрлерді анықтау:


Тесіктің сипаттамалары:
 ;
;

 ;
;
 ;
;

Біліктің сипаттамалары:
 ;
;

 ;
;
 ;
;
.
- Қондырудың Ø20параметрлері:

а)

б)
в)
г)
;
д)
;
% .
6. Дәлдік шектерінің орналасу сызбанұсқасын сызу
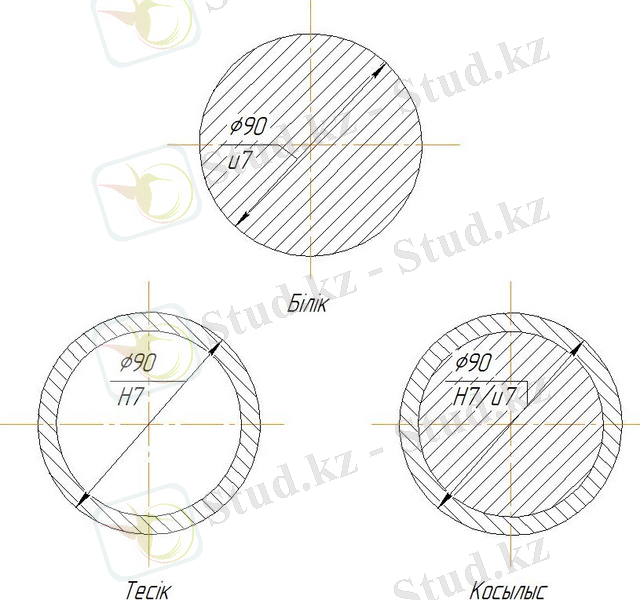
7. Ø20
 қосылыстың эскиздерін саламыз
қосылыстың эскиздерін саламыз
4 Калибр - тығынның атқарушы өлшемдерін анықтау
Берілгені: D = 240мм
Z; Z 1 = 40мм
Y; Y 1 = 0мм
α; α 1 = 10мм
H; H 1 = 20 мм
H s = 14мм
4. 1Диаметрі D=240 мм дәлдік шегі алаңы H11 тесікті бақылауға арналған калибр - тығынның өлшемдерін анықтаймыз. МЕСТ 25347 - 82 бойынша тесіктің шекті ауытқулары:
жоғары ауытқуы - ЕS=290 мкм,
төменгі ауытқуы - ЕІ=0 мкм.
Осыдан тесіктің шекті өлшемдері:
 ;
;
 ;
;
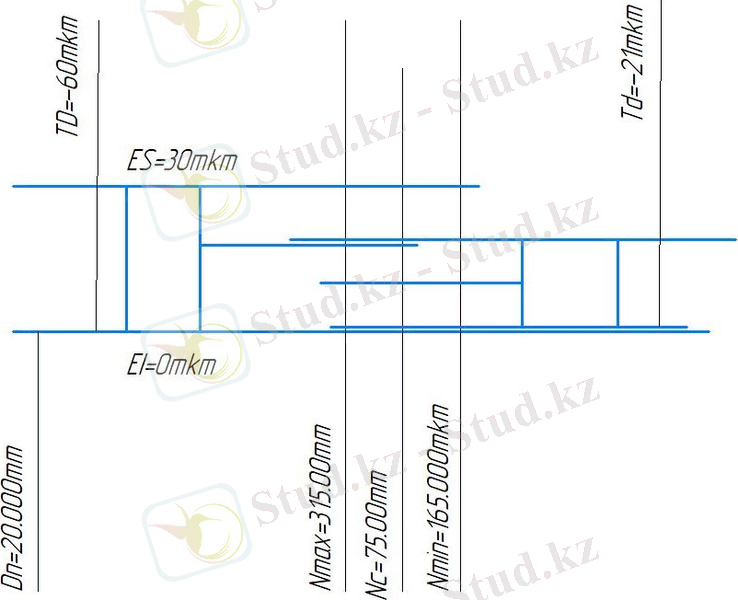
МЕСТ 24853-81 бойынша ІТ7 калибрлер үшін 80 . . . 120 мм интервалдан дәлдік шегі мен шекті ауытқуларды жазып аламыз: Н =20 мкм, z =40 мкм, У =0 мкм. Осы шамалар бойынша калибр-тығынның алаңының орналасу схемасын тұрғызамыз (4. 1-сурет) .
Жаңа өтетін калибр-тығынның «ПР» ең үлкен өлшемі мына формуламен анықталады, мм:
ПР max = D min + Z+ H /2=240, 000+0, 029+0, 02/2=240, 29мм; (4. 1)
мұндағы, D min - тесіктің ең кіші шекті өлшемі, мм;
Z - «ПР» калибр-тығынның жасалу дәлдік шегі алаңы ортасының тесіктің ең кіші шекті өлшеміне қатысты ауытқуы, мм;
Н - «ПР» калибр-тығынның жасалу дәлдік шегі, мм.
«ПР» калибр - тығынның сызбаға қойылатын өлшемі жасалу дәлдік шегі Н =6 мкм болғандықтан мынаған тең:
240, 29 -0, 02 мм
атқарушы өлшемдері:
ең үлкен атқарушы өлшемі - 240, 31 мм;
ең кіші атқарушы өлшемі - 240, 27 мм;
Жаңа өтпейтін калибр-тығынның «НЕ» ең үлкен шекті өлшемі, мм:
НЕ=D max +H/2=240, 29+0, 02/2= 240. 29 мм; (4. 2)
мұндағы, D max - тесіктің ең үлкен шекті өлшемі, мм:
Н - «НЕ» калибр-тығынның жасалу дәлдік шегі, мм
«НЕ» калибр-тығынның сызбаға қойылатын өлшемі:
240. 29 -0, 02 мм
атқарушы өлшемдері:
ең үлкен - 240. 31 мм;
ең кіші - 240. 27 мм.
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz