Үлкен диаметрлі жіксіз құбырларды қалыптауды автоматтандыру және өндірістік технологияны жетілдіру

КІРІСПЕ
Құбыр өндірісі ұлттық экономиканың маңызды салаларының бірі болып табылады, оның дамуы көбінесе мұнай мен газ өндіру мен тасымалдаудың, геологиялық барлаудың, энергетиканың, машина жасаудың, құрылыстың, химияның және т. б. отандық және шетелдік ғылымның жетістіктеріне және т. б. технология.
Еліміздің құбыр өнеркәсібінің, жалпы қара металлургияның алдында сапаны түбегейлі жақсарту және шығарылатын өнім көлемін ұлғайту, кәсіпорындарды кеңінен қайта жарақтандыру міндеті тұр. Бұл міндеттерді шешуде технология мен технологиялық жабдықты жетілдірумен қатар өндірісті кешенді автоматтандыру маңызды орын алады. Әртүрлі деңгейдегі бақылау және басқару жүйелерін әзірлеу және енгізу құбырлардың сапасын және тұтастай алғанда электр құбырларын дәнекерлеу қондырғыларының техникалық-экономикалық көрсеткіштерін айтарлықтай жақсартуға мүмкіндік береді.
Автоматтандырудың өзектілігі қазіргі уақытта геологиялық-климаттық жағдайлары қиын аудандарда жұмыс қысымын арттыру үшін айтарлықтай ұзындықтағы магистральдық газ құбырларын салу үшін жоғары сапалы үлкен диаметрлі құбырларға сұраныстың артуына байланысты әсіресе жоғары.
Негізгі қондырғы ретінде үлкен диаметрлі жіксіз құбырларды өндіру нарығында соңғы жылдары өзін танытқан иілу пресі пайдаланылады. Икемділіктің жоғары дәрежесі, ең жоғары сапа және төмен инвестициялық шығындар есебінен UOE технологиясымен (U- және O-тәрізді прес-тежегіштерде қалыптау) және 3-орамды иілу технологиясымен бәсекелес.
Дайындаманы қалыптаудың негізгі операциялары жиегін бүгу, құбырлы дайындаманың негізгі бөлігін қалыптау, құбырлы дайындаманы құрастыру және дәнекерлеу, кеңейту болып табылады.
Жұмыстың мақсаты - автоматты қондырғылар мен техникалық құрылғыларды енгізу арқылы құбырлы дайындаманы орналастыру және қалыптау операцияларын жетілдіру. Осыған байланысты келесі міндеттер қойылды:
- қалыптау секциясының техникалық желісінің қызмет ету ерекшеліктерін талдау;
- қалыптау аймағының проблемалары мен «тарылшықтарын» анықтау;
- жиекті фрезерлік қондырғының жұмыс процесін талдау;
- сатылы қалыптау пресінің жұмыс істеу процесін талдау (12-18 метр) ;
- үлкен диаметрлі құбырларды өндіруде автоматтандыру деңгейін арттыру бойынша шаралар мен техникалық шешімдерді ұсыну; - ұсынылған техникалық шешімдердің тиімділігі мен тиімділігін талдау.
Зерттеу және модернизациялау объектісі:
- жылжымалы арбаны орташа қысқышпен ұстау;
- сатылы қалыптау пресі (12-18 метр) .
1. ҚҰБЫРЛАР ӨНДІРІСІ
1. 1 Құбырлардың Жіктелуі
Жіксіз құбырлар ыстық және суық күйде илектеу, суық және жылы күйде суық қалыпта, престеу және құйма күйінде шығарылады. жіксіз құбырларды өндіру схемасы.
Профиль бойынша құбырлар бөлінеді: дөңгелек және пішінді, сопақ, төртбұрышты, шаршы, үш, алты және сегіз қырлы, қырлы, сегменттелген, тамшы тәрізді және т. б. Құбырлардың сыртқы диаметрі 0, 3-2520 мм және қабырғасының қалыңдығы 0, 05-75 мм.
Тағайындалуына қарай құбырлардың мынадай негізгі түрлері бөлінеді: 1) мұнай-газ өнеркәсібі үшін: олар көміртекті және легирленген болаттан тігіссіз жасалады;
2) құбырлар үшін: мұнайды, бензинді, газды, буды, суды, майларды, қышқылдарды, көмірді тасымалдау үшін пайдаланылады;
3) олар өнеркәсіпте және азаматтық құрылыста қолданылады, олар негізінен дәнекерлеу арқылы жасалады;
4) машина жасау үшін: олар тігіссіз, көміртекті, легирленген және жоғары легирленген (коррозияға төзімді және ыстыққа төзімді) болаттардан жасалған; 5) кемелер үшін: олар кеме жасауда, авиацияда, атом, медицина өнеркәсібінде және халық шаруашылығының басқа салаларында қолданылады, олар көміртекті легирленген болаттан жасалады. Тот баспайтын болаттан жасалған цилиндрлер техникалық сипаттамаларға сәйкес жеткізіледі.
Құбырларды өндіру үшін қолданылатын болаттар өте әртүрлі. Құбырлар 350-ден астам болат маркаларынан жасалған: барлық көміртекті сорттар, бірқатар легирленген және жоғары легирленген болаттар, әртүрлі қорытпалардан. Шойын розеткалары су жүйелеріне қолданылады, орталықтан тепкіш және жартылай үздіксіз құю әдістерімен жасалады.
1. 2 ЫСТЫҚТАЙ ДЕФОРМАЦИЯЛАНҒАН ЖІКСІЗ ҚҰБЫРЛАРДЫ ӨНДІРУ ТЕХНОЛОГИЯСЫ
Бастапқы материалдың физика-химиялық қасиеттеріне, құбырлардың әртүрлілігіне және олардың сапасына қойылатын талаптарға байланысты ыстық деформация әртүрлі жолдармен жүзеге асырылады, олардың әрқайсысының өзіндік ерекшеліктері, артықшылықтары мен кемшіліктері бар. Ыстықтай деформацияланған құбырларды өндіру тәсіліне қарамастан, технологиялық схема мынадай жалпы элементтерді қамтиды: металды қыздыру, қуыс дайындаманы (гильзаны) алу, өрескел құбырды алу (гильзаны домалату), құбырдың қабырғасы мен диаметрін түпкілікті қалыптастыру (редукциялау немесе калибрлеу) . Бұл ретте әрбір технологиялық операция алдында қажет болған жағдайда құбырды жылыту жүзеге асырылуы мүмкін.
Ыстықтай деформацияланған құбырларды өндірудің технологиялық процестерін төрт негізгі сипаттама бойынша жіктеуге болады :
- гильзаны алу тәсілі бойынша. Қолданылатын бастапқы дайындаманың (илектелген, соғылған, үздіксіз құйылған, құйма) түрі мен химиялық құрамына байланысты гильзаны алу процесі бұрандалы илектеу орнақтарында, престерде немесе екі процестің үйлесімінде жүзеге асырылады: қалың қабырғалы шыныны престеу немесе пресс-білікшелі микробағдарлама арқылы алу, содан кейін түбін тігу және гильзаның қабырғасын бұрандалы илектеу орнағында (илектеу орнағында) илектеу. элонгаторе) ;
- дөрекі құбырды алу тәсілі бойынша (гильзаны жаю тәсілі) . Қара құбырлар Автоматты станокта бойлық илектеу, үздіксіз, мерзімді илектеу әдістерімен алынады; бұрандалы илектеу негізінен Ассельдің үш білікшелі станогында, сирек - Дишер немесе Акку-Ролл түріндегі екі білікшелі станогында; диаметрі кішірейтілген калибрлер арқылы көзілдіріктерді тіреуіш станогында роликті клиптермен итеру; металлды құбыр профиліндегі сақиналы саңылауға сығу;
- құбырдың геометриялық өлшемдерін түпкілікті қалыптастыру әдісіне сәйкес. Құбырдың соңғы мөлшері, әдетте, бойлық Илемдеудің калибрлеу немесе азайту қондырғыларында, сирек-бұрандалы илемдеу қондырғыларында алынады. Автоматты станы (тандем станы) бар құбыр илектеу агрегаттарында және көрсетілген тірек операциясының алдында құбырды домалату (бұрандалы илектеу орнағында риллинг) жүргізіледі. Үлкен диаметрлі жіксіз құбырларды өндіруге мамандандырылған жеке Құбыр илемдеу қондырғыларында әрлеу операцияларында кеңейткіштерді қолдануға болады.
Жеңдер (микробағдарлама) және әрлеу құбырларын (калибрлеу немесе азайту) алу операциялары ыстықтай деформацияланған құбырларды өндірудің барлық дерлік әдістеріне тән, яғни оларды өрескел құбырды алудың кез-келген әдісімен біріктіруге болады (жеңді құбырға орау) . Сондықтан, бұл операциялар көбінесе құбыр илектеу қондырғысының технологиялық ерекшеліктері мен мүмкіндіктерін сипаттайды.
Ыстықтай деформацияланған құбырларды өндірудің ең толық процесі өрескел өткізгіш құбырды алу әдісімен сипатталады (жеңді құбырға айналдыру әдісі) . Көрсетілген әдіс бойынша агрегаттар тиісті атау алады. Іс жүзінде Автоматты (тандем диірмендері), үздіксіз, Пилигрим, бұрандалы илектеу станоктары, тірек, планетарлық диірмендер және құбыр профильдері бар құбырларды илектеу қондырғылары қолданылады.
1. 3 ӨНДІРІСТІ АВТОМАТТАНДЫРУДЫҢ КӨП ДЕҢГЕЙЛІ ЖҮЙЕСІ
Компьютерлік технологиялар негізінде өндірістік процестерді автоматтандырылған басқару небары 50 жыл болды, бірақ осы салада жұмыс істейтіндер үшін мақтан тұтатын нәрсе бар. Негізгі нәтиже-әдемі ойыншықтан өндірісті автоматтандырылған басқару, өндірістің өзіне белгілі бір қосымша, оның ажырамас бөлігіне айналды, онсыз қазіргі заманғы кәсіпорынның қалыпты жұмыс істеуі мүмкін емес. Егер өндірісті адам денесімен салыстыратын болсақ, онда автоматтандырылған басқару жүйесі ми сияқты жауапты органның рөлін атқаруы керек. Мидың басында белгілі болғандықтан, басқару жүйесі бас, яғни басты рөлді ойнауға арналған. Алайда, қазіргі заманғы АБЖ әрқашан өзінің жоғары мамандығына сәйкес келмейтінін және әлі де салыстырмалы түрде пайдалы рөл атқаратындығын мойындау керек.
Қазіргі заманғы ірі кәсіпорындарды қамтитын күрделі жүйелерді тиімді басқару үшін иерархия деңгейлері арасындағы басқару мақсаттарын міндетті түрде үйлестіре отырып, иерархиялық басқару жүйелеріне көшу қажет екені белгілі. Көрсетілген келісімді кәсіпорынның немесе холдингтің өндірістік, қаржылық және ұйымдастырушылық қызметі туралы тұтас идеяға сүйене отырып, бірыңғай жүйе шеңберінде жекелеген ішкі жүйелерді ақпараттық, математикалық, ұйымдастырушылық және техникалық қамтамасыз етуді интеграциялау арқылы жүзеге асырған жөн. Мұндай жүйелер әдетте біріктірілген автоматтандырылған басқару жүйелері (АТЖ) деп аталады. АТЖҚ жұмысының мақсаты - белгіленген өндірістік бағдарламаны орындауға және тұтастай алғанда ең жақсы техникалық-экономикалық көрсеткіштерге қол жеткізуге бағытталған кәсіпорынның немесе бірлестіктің өндірістік және ұйымдастырушылық-экономикалық процестерін келісілген басқару.
Қазіргі уақытта ақпараттық интеграция саласында айтарлықтай жетістіктерге қол жеткізілді, яғни қажетті ақпаратты жылдам алмасуға және оны жоспарлау мен операциялық басқарудың ұтымды шешімдерін қабылдауға ыңғайлы түрде әр түрлі қызметтерге ұсынуға кең мүмкіндіктер беретін компьютерлік жүйелерді дамыту. Алдағы уақытта есептеу техникасының осындай шешімдерді әзірлеу мен іске асыруға қатысу үлесі ұдайы артатын болады. Қазіргі заманғы ірі өндірістің типтік құрылымы пирамида түрінде ұсынылуы мүмкін (сурет. 1. 1) .
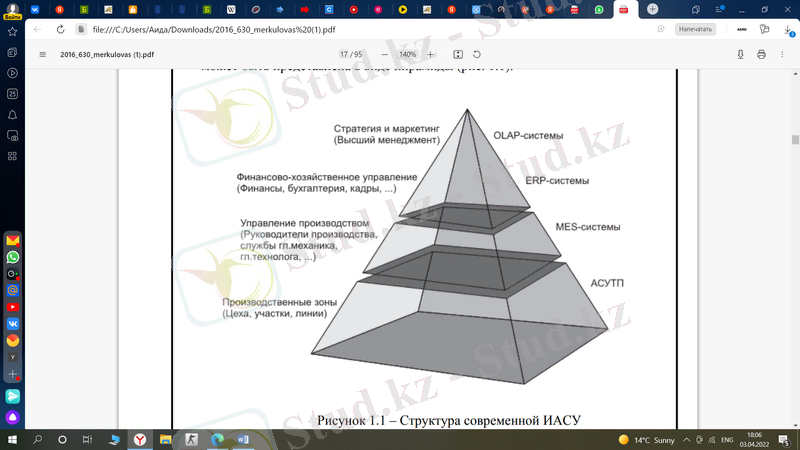
Сурет 1. 1 - қазіргі ИАСУ құрылымы
Ақпараттандыру өндіріске бір мезгілде екі жағынан - "жоғарыдан" және "төменнен"енеді. "Жоғарыдан" (холдингтің штаб-пәтерінде және зауыт басқармасында) кәсіпорынның және жалпы бірлестіктің жұмысына жауап беретін ақпараттық құрылымдар құрылады. Бұл бухгалтерлік есепті автоматтандыру, қаржы және материалдық-техникалық жабдықтауды басқару, қойма логистикасы, құжат айналымын ұйымдастыру. Бұл деңгейдің ішкі жүйелері кәсіпорынды басқарудың автоматтандырылған жүйесін құрайды (ASUP немесе ERP - Enterprise Resource Planning system) .
ДК-мен жабдықталған автоматтандырылған жұмыс орындары (АЖО) желіге қосылады, осылайша зауытты басқарудың әртүрлі бөлімдерінің ішінде және арасында, сондай-ақ жекелеген кәсіпорындар мен кәсіпорындарды біріктіруші қызметтер арасында ұжымдық пайдалану және ақпарат алмасу қамтамасыз етіледі. Басқару пирамидасының жоғарғы жағында жоғары дәрежелі басқарушыларға арналған жүйелер орналасқан (OLAP - on-line Analytical Processing) . Олар төменгі деңгейдегі жүйелер бойынша аналитикалық есептерді қалыптастырудың әртүрлі мүмкіндіктерін ұсынады. "Төменнен" (шеберханаларда) датчиктерден алынған ақпарат объектілермен, контроллерлермен және өнеркәсіптік компьютерлермен әртүрлі байланыс құрылғыларының көмегімен өндірістік процесті тікелей басқару үшін қолданылады. Бұл басқарудың төменгі деңгейі, онда өндірісті басқарудың ең "қысқа" тізбектері жабылады. Датчиктерден ақпарат ағыны ТП (SCADA-жүйелер) операторларының АЖО кірісіне де түседі. Бұл деңгейде олардың режимін оңтайландыруға және технологиялық көрсеткіштердің тұрақтылығын сақтауға бағытталған ТП басқару бойынша тактикалық шешімдер қабылданады.
Цехтардағы бастапқы ақпарат жоғарғы деңгейге, стратегиялық шешімдер қабылдау деңгейіне "жеткізілуі" керек екені анық. Сондай-ақ, орташа көрсеткіштермен аналитикалық жиынтық түрінде ТК барысы туралы ақпаратты біріктіруден тұратын "шикі" деректер ағынын дұрыс өңдеу қажет екені анық. Өндірісті басқару құралдарының салыстырмалы түрде жаңа және тез дамып келе жатқан класы - MES (Manufacturing Execution Systems) немесе отандық терминологияда - жедел басқару жүйелері Ass және ASUP міндеттерінің қажетті байланыстырушы буыны болып табылады. Осы деңгейде реттелген және өндірістік процестердің барысы туралы өңделген ақпарат, сондай-ақ оның негізінде құрылған Экономикалық ақпарат RV-де және оған таныс нысанда кәсіпорын мен холдингті басқарудың жоғарғы эшелонына қол жетімді болады.
Әдетте, заманауи өндірістің ASUTP шеберханалық құрылымға ие, яғни әрқайсысы тиісті ТП-ға қызмет ететін ішкі жүйелер жиынтығы. Жалпы жағдайда АСУТП өндірістің жекелеген учаскелерімен 1. 2-суретте көрсетілген құрылымға ие. Берілген схемаға сәйкес цех деңгейінің ішкі жүйелері типтік функцияларды орындайды:
• бақылау деректерін оператор-технологтарға экрандық мнемосхемалар немесе кестелер түрінде ұсына отырып, датчиктердің көрсеткіштері бойынша ТК сәйкес келетін негізгі параметрлерді бақылау;
• штаттан тыс жағдайларды диагностикалау, оларды мұрағатта тіркеу және технолог-операторларға тиісті хабарламалар түрінде жедел шығару;
• ТП режимін оңтайландыру және берілген режимнің төңірегіндегі ТП тұрақтандыру;
• номиналды режимнен айтарлықтай ауытқу кезіндегі ситуациялық басқару;
• тиісті технологиялық учаскелердің негізгі агрегаттарын тікелей цифрлық және қашықтықтан (технолог-операторлардың күшімен) басқару;
• барлық бақыланатын параметрлер бойынша мұрағаттар жүргізу, оларды Графиктер мен жиынтықтар түрінде визуализациялау, сол және одан да жоғары деңгейдегі басқа ішкі жүйелермен мәліметтер алмасу мүмкіндігі.
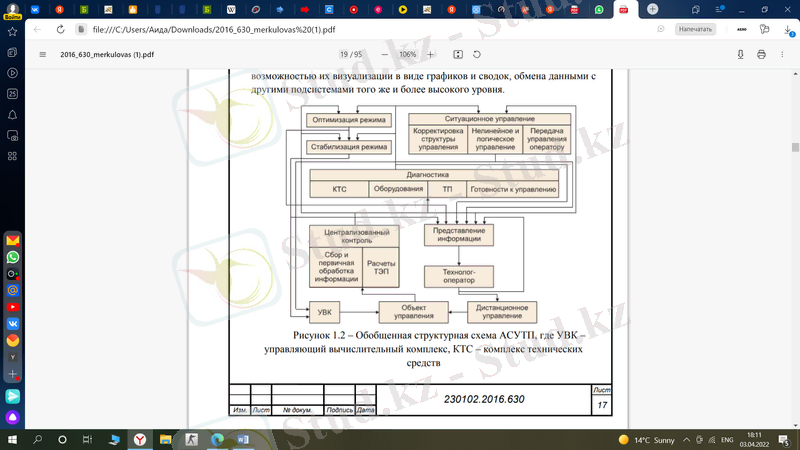
1. 2-сурет-АСУТП жалпыланған құрылымдық схемасы, мұнда УВК-басқарушы есептеу кешені, КТС-техникалық құралдар кешені
Өндірісті жедел басқару жүйелерінің (MES) құрамы мен функциялары
Шын мәнінде, MES класының жүйелері кәсіпорынның басқарушы техникалық персоналының ақпараттық байланысты жұмыс станцияларының жиынтығы болып табылады. Оларды іске асырудың техникалық негізі, әдетте, ДК және кәсіпорынның жергілікті компьютерлік желісі болып табылады. Өндірістің негізгі учаскелерінің АБЖ-не аумақтық және функциялары бойынша тиісті цехтар бастықтарының АЖО-сы қосылады. Олардың функцияларына техникалық-экономикалық көрсеткіштер (ТЭП) туралы ауысымдық, тәуліктік, айлық есептерді қалыптастыру жатады. ТЭП мәліметтерінде өндіру, орташа сағаттық өнімділік, пайдалану коэффициенті, іске қосу/ тоқтату саны, электр энергиясының, жылудың және сығылған ауаның үлестік шығысы, әрбір агрегат және тұтастай бөлімше бойынша ТП орташа көрсеткіштері туралы мәліметтер қамтылады. ТЭП статистикасы пайдалану персоналы мен цехтардың әкімшілігіне бригадаларды, агрегаттарды, ТК режимдерін салыстырмалы бағалау, жөндеу жұмыстарының кестелерін жасау және түзету үшін ақпарат береді. Техникалық директор мен оның орынбасарларын, зауыт диспетчерін, зертхананы (көбінесе ОҮК-мен біріктірілген), сондай-ақ бас технолог, бас механик, бас энергетик қызметтерін қамтитын жалпы зауыттық техникалық басқару құрылымдарының функциялары неғұрлым нақты және әртүрлі. Сонымен бірге, мұнда да шешілетін мәселелердің семантикалық айырмашылығына қарамастан, функцияларды да, бағдарламалық-алгоритмдік шешімдерді де теруге болады, өйткені ақпараттық тұрғыдан олардың барлығы негізінен мәліметтер базасын басқаруға және оларды белгілі бір өңдеуге дейін азаяды. Үшін жалпы АЖО әр түрлі болып табылады және мынадай функцияларды:
• нақты пайдаланушыға бағытталған ДБ құру және жүргізу, соның ішінде пайдаланушы белгілеген шарттар бойынша ақпарат фрагменттерін іздеу және таңдау мүмкіндігі;
• айнымалылардың жиынтық, орташа, максималды, минималды мәндерін, айнымалылардың орташа квадраттық мәндерін есептеуді, гистограммаларды, диаграммаларды және статистикалық деректердің басқа графикалық көріністерін құруды қамтитын ақпаратты статистикалық өңдеу;
• барлық қажетті есептеулерді орындау, соның ішінде әр түрлі уақыт аралығын қорытындылау және нормативтердің шекарасынан тыс айнымалылардың шығу санын анықтау; • мәліметтерді, есептерді және басқа құжаттаманы автоматтандырылған түрде қалыптастыру; • басқа АЖО-мен, сондай-ақ АБЖЖ және АЖЖЖ-мен деректер алмасу.
Берілген тізімге сәйкес функционалды мазмұны бар жұмыс станцияларын дамыту әртүрлі техникалық міндеттерді қамтуға мүмкіндік береді. Мысалы, цемент өндірісі үшін-бұл көп компонентті шикізат қоспаларының көп вариантты есептері, клинкер мен цемент белсенділігінің болжамы (зертхана), пештердің материалдық және жылу теңгерімін есептеу және диірмендердің толық жүктемелері мен артық жүктемелерінің кестесін жасау (бас технолог қызметі), кен орнының математикалық моделін құру, өндіру көлемін есептеу және карьерлерді карталау (геолог-маркшейдерлік қызмет) және т. б. Айта кету керек, ASUTP-пен салыстырғанда MES класты жүйелердің әртүрлі кәсіпорындардың нақты технологиялық ерекшеліктерінен "алыстығына" байланысты олар көбінесе типтеуге және біріктіруге жатады. Сонымен, кез-келген кәсіпорынның сапа менеджменті жүйесі өндірістің барлық кезеңдерінде, әдетте, өндірістік зертхана жүзеге асыратын әртүрлі материалдардың сипаттамаларын жедел бақылауға негізделген. Осыған байланысты, орта деңгейдегі жүйелерді дамытудың негізгі бағыттарының бірі-өндірістік зертханалар қызметкерлерінің жұмыс станциясының кешені немесе басқаша айтқанда шикізат, жартылай өнімдер мен дайын өнімнің сапасын жедел бақылау, есепке алу және талдау жүйелері. Өндірістің қазіргі жағдайын толық түсіну үшін бастапқы материалдардың, жартылай өнімдердің және дайын өнімдердің сапа көрсеткіштерін білу жеткіліксіз. Сондай-ақ, материалдық ағындардың сандық көрсеткіштері мен бағыттары туралы жедел ақпарат болуы керек. Ақпараттық компьютерлік жүйелер болмаған кезде материалдарды жеткізу, өнімді өндіру және процестердің режимдік параметрлері туралы деректер өндірістің тиісті учаскелері шеберлерінің ауыспалы журналдарына енгізіледі және кешенді талдауға нашар беріледі. Қызметтің екінші маңызды бағыты бойынша жоғарыда аталған тізімге сәйкес функционалды мазмұны бар жұмыс станцияларын дамыту әртүрлі техникалық міндеттерді қамтуға мүмкіндік береді. Мысалы, цемент өндірісі үшін-бұл көп компонентті шикізат қоспаларының көп вариантты есептері, клинкер мен цемент белсенділігінің болжамы (зертхана), пештердің материалдық және жылу теңгерімін есептеу және диірмендердің толық жүктемелері мен артық жүктемелерінің кестесін жасау (бас технолог қызметі), кен орнының математикалық моделін құру, өндіру көлемін есептеу және карьерлерді карталау (геолог-маркшейдерлік қызмет) және т. б. Айта кету керек, ASUTP-пен салыстырғанда MES класты жүйелердің әртүрлі кәсіпорындардың нақты технологиялық ерекшеліктерінен "алыстығына" байланысты олар көбінесе типтеуге және біріктіруге жатады. Сонымен, кез-келген кәсіпорынның сапа менеджменті жүйесі өндірістің барлық кезеңдерінде, әдетте, өндірістік зертхана жүзеге асыратын әртүрлі материалдардың сипаттамаларын жедел бақылауға негізделген. Осыған байланысты, орта деңгейдегі жүйелерді дамытудың негізгі бағыттарының бірі-өндірістік зертханалар қызметкерлерінің жұмыс станциясының кешені немесе басқаша айтқанда шикізат, жартылай өнімдер мен дайын өнімнің сапасын жедел бақылау, есепке алу және талдау жүйелері. Өндірістің қазіргі жағдайын толық түсіну үшін бастапқы материалдардың, жартылай өнімдердің және дайын өнімдердің сапа көрсеткіштерін білу жеткіліксіз. Сондай-ақ, материалдық ағындардың сандық көрсеткіштері мен бағыттары туралы жедел ақпарат болуы керек. Ақпараттық компьютерлік жүйелер болмаған кезде материалдарды жеткізу, өнімді өндіру және процестердің режимдік параметрлері туралы деректер өндірістің тиісті учаскелері шеберлерінің ауыспалы журналдарына енгізіледі және кешенді талдауға нашар беріледі. Қызметтің екінші маңызды бағыты бойынша айтылғанға байланысты.
Осылайша, MES деңгейінің дамуы әдетте үш негізгі бағытқа сәйкес жүзеге асырылады:
• Шикізат, жартылай өнім және дайын өнім сапасын жедел бақылау, есепке алу және талдау;
• өндіріс процесінде материалдық ағындардың қозғалысы туралы деректерді жинау және сақтау;
• кәсіпорын жабдықтарын паспорттау, жөндеу қызметін есепке алу және жоспарлау.
2. ӨНДІРІС ТЕХНОЛОГИЯСЫНЫҢ СИПАТТАМАСЫ
2. 1 КӘСІПОРЫННЫҢ СИПАТТАМАСЫ
" KSP Steel " ЖШС - мұнай-газ саласы үшін жіксіз болат құбырлар шығаратын алғашқы Қазақстандық кәсіпорын. 2007 жылдың басында құрылған. Компанияның өндірістік орталығы Павлодарда орналасқан, онда 2007 жылғы желтоқсанда KSP Steel зауытының ресми ашылуы өтті.
KSP Steel негізгі қызметі әртүрлі диаметрлі және мақсаттағы жіксіз болат құбырларды өндірумен байланысты. Өнім құбыр желілерін салу кезінде, мұнай өндіруші және геологиялық барлау компанияларының, Қазақстанның машина жасау және өнеркәсіптік кәсіпорындарының объектілерінде пайдаланылады, сондай-ақ ТМД елдеріне (Ресей, Әзірбайжан, Түркіменстан) және алыс шетел мемлекеттеріне, оның ішінде АҚШ-қа экспортталады.
2. 2 АВТОМАТТАНДЫРУ ДЕҢГЕЙІН ЗЕРТТЕУ
Заманауи жабдықтар, инновациялық отандық және батыстық әзірлемелер, толық автоматтандырылған өндіріс. Адам қателігінің мүмкіндігі іс жүзінде алынып тасталады. Бұл шеберханадағы адамдар бақылау функциясын орындайды. Әлемнің кез-келген зауытында жоқ бірегей жабдықтар өте көп. Мысалы, дробеметная орнату тазартады парағы қақтарды, вакуумды соратын болдырмауға мүмкіндік береді өзгеретінін құбырлар (намагниченность қатты қиындатады дәнекерлеу құбырлар далалық жағдайда) . Мұнда әлемдік тәжірибеде алғаш рет геометрияны автоматтандырылған бақылау енгізілді. Сондай-ақ, автоматтандырудың жоғары деңгейімен қамтамасыз етілген цехтың өндірістік желісінің техникалық модульдері арқылы дайындаманың жоғары өткізгіштігін атап өткен жөн. Орташа алғанда, әр техникалық түрлендіру құбыр дайындаманың сорты мен қалыңдығына байланысты 1-3 минутты алады.
Жинау, өңдеу, автоматты басқару және басқару жүйелерінің құрылымдық компоненттері дискретті ақпаратты енгізу-шығару элементтерінің қажетті құрамы бар "Simatic S7" типті бағдарламаланатын контроллер негізінде жүзеге асырылады. Жоғары деңгейде дербес компьютер базасында орындалған автоматтандырылған жұмыс орны (бұдан әрі-АЖО) пайдаланылады. Контроллер мен жұмыс станциясы жүйенің компоненттері арасында ақпарат алмасуды қамтамасыз ететін жергілікті желі арқылы байланысады. Модульдік принципі бар Simatic техникалық құралдар кешенін қолдану жүйенің функцияларын одан әрі кеңейту, сондай-ақ АБЖ-ны кезең-кезеңімен іске қосу мүмкіндігін қамтамасыз етеді. Кешеннің функционалды толықтығы оның негізінде ақпаратты жинау, өңдеу, сақтау, беру, қолмен енгізу және көрсету, жүйеде басқару әрекеттерін қалыптастыру және беру функцияларын тиімді жүзеге асыру мүмкіндігін білдіреді. ТП АБЖ элементтерінің өзара әрекеттесуінің жалпы схемасы 2. 2-суретте көрсетілген.
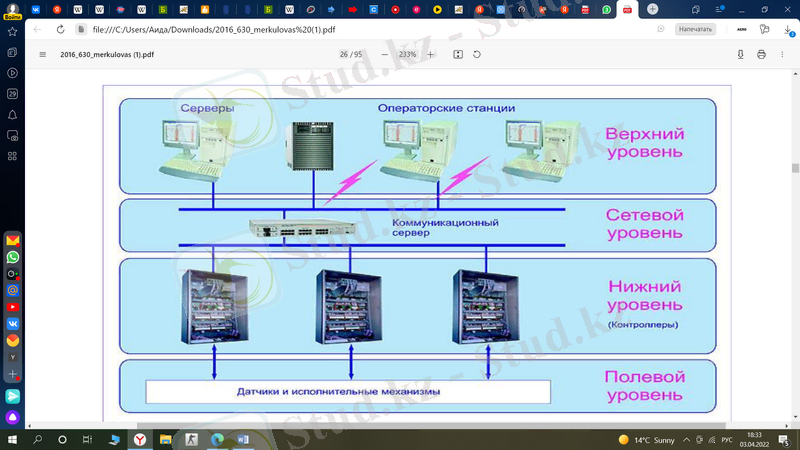
2. 2-сурет-өзара іс-қимылдың функционалдық схемасы
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz