Металл кесетін станоктардың тарихы мен жіктелуі

Металл кескіш білдегтердің тарихы жане жіктелуі
Металл кесетін станоктар-бұл кез келген күрделіктегі және тығыздықтағы металды тез және сапалы өңдеуге мүмкіндік беретін өндірісте қажетті құрылғылар тобы.
Металл кесетін станоктар біртіндеп топтарға біріктіріліп, тек өндіруші елде ғана емес, бүкіл әлемде белгілі болды, бұл станок жасау тәжірибесімен алмасуға және станоктардың үлгілерін жетілдіруге мүмкіндік берді.
Металл кесетін станоктар пайда болғанға дейін ағаш беттерді, тас және сүйек қабаттарын өңдеуге арналған механизмдер немесе арнайы құралдар болған.
Бұған дейін адамдар қарапайым айналмалы қимылдармен тас, ағаш және сүйектерді қолмен өңдеді.
Кескіш құрал ретінде кез келген өткір зат пайдаланылды, ол беті туралы үйкеліс арқылы қазір пайдаланылатын сол сияқты тесік жасауға мүмкіндік берді.
Өңдеу процесі адам ұзақ уақыт бойы ұшқын шығару үшін тас беті туралы тер таяқшаның айналмалы қозғалысы арқылы ежелгі уақытта от жағу процесін еске салды. Оттың пайда болуымен қыш және Ұста шеберханалары, содан кейін еңбек өнімділігін арттыруға мүмкіндік беретін арнайы жабдықтар құрылды. Бұл токарлық, тегістеу, қайрау, фрезерлік және басқа да станоктар. Қазіргі заманғы технологиялар станоктарды автоматты басқару жүйесімен жабдықтауға көмектесті, ол оператордың еңбегін жеңілдетуге және ақаудың немесе өндірістік қателердің пайда болу мүмкіндігін барынша азайту есебінен еңбектің жоғары нәтижелеріне қол жеткізуге мүмкіндік береді.
Әр түрлі тығыздықтағы материалды өңдеуге мүмкіндік беретін бірінші құрылғы токарлық машина болды. Одан әрі материалды кесуге, сондай-ақ тегістеуге және т. б. мүмкіндік беретін бірнеше немесе бір функциямен жабдықталған барлық басқа станоктар пайда болды.
Осы уақытқа дейін токарь станогы Металл кескіш станоктар тобында негіз қалаушы болып табылады және кез келген металлургиялық өндірісте бар.
Станок жасау дамуының қарқынды өсуі өнеркәсіптік төңкеруден кейін болды. XVIII ғасырдың соңында және XIX ғасырдың ағымында адамдар машиналық еңбекке ауысуды білдіретін белсенді өзгерістер болды. Адамдар түрлі-түсті және қара металл тауып, қажетті тұрмыстық заттар, Көлік, металл құрылымдарын жасау үшін оларды әртүрлі өңдеуден өткізе бастады.
XVIII ғасырда токарлық-бұрандалы кескіш станоктардың болуына қарамастан, тапсырыстардың аз санына байланысты олар сирек пайдаланылды, ал бу машиналары мен қозғалтқыштарға арналған барлық қажетті бөлшектер қолмен жасалынды. Өнеркәсіптік революциядан кейін токарлық жұмыстарға сұраныс өсті және тиісінше токарлық станоктың құрылымы мен механизмін жетілдіру қажеттілігі, сондай-ақ жаңа машиналарды әзірлеу қажеттілігі пайда болды.
Одан әрі металл өңдеу жабдығын дамыту процесі станоктарды топтарға бөлумен, өнеркәсіптің әртүрлі салаларын бөлумен және әрбір сала үшін арнайы станоктарды құрумен байланысты болды.
Бұрғылау-расточный (қыру) станоктары XV ғасырдан бері белгілі болды. Дәл осы уақытта қару белсенді дайындалды және ол үшін оқпан шығару және әр түрлі бөлшектерді сүйреу қажет болды. Осы топтың станоктарының көмегімен шеберлер тек қару ғана емес, сорғыларды да өңдеп, ауа үрлегіштері мен бу машиналарының бөлшектерін жасады.
Абразивті станоктар жеткілікті ұзақ уақыт бойы болды және қандай да бір материалды тегістеу, құралды қайрау немесе бөлшектерді ұнтақтау қажет болған кезде қолданылды. Ол адамның немесе жануарлардың дене күші негізінде бастапқыда әрекет етті, содан кейін су дөңгелегінің пайда болуы осы станокты басқару процесін оңайлатты, оны физикалық күшпен әрекетке келтіретін қозғалтқышпен жабдықтады. Абразивті станоктар қазір де бар, бірақ олардың жұмыс істеу принципі бұрынғы болып қалды.
XVII ғасырда сағаттық өндіріс қарқынды дами бастады, ол кез келген сағаттық механизмнің негізі болып табылатын Тісті дөңгелектерді дайындау қажеттілігінің артуына әкелді. Соның салдарынан тіс фрезерлік станоктар түрленіп, машиналар үшін Тісті дөңгелектерді, яғни ірі бөлшектерді шығара бастаған деңгейге жетті. Фрезерлеу Металл өңдеудің басқа түрлері сияқты өнеркәсіпте XIX ғасырдың екінші жартысынан бастап ғана белгілі болды, яғни өнеркәсіптік Металл кесетін станоктар-бұл кез келген күрделіктегі және тығыздықтағы металды тез және сапалы өңдеуге мүмкіндік беретін өндірісте қажетті құрылғылар тобы.
Токарь тобының станоктары сүргілеу станоктарынан алынған кескіштің қайтарымды-үдемелі қозғалысы бар. Сүргілеу станоктары XVII ғасырдан бастап белгілі, ағылшындар пышақтың сабының бетіне сурет сала бастады. Станоктың құрылымы әдебиетте сипатталған және осылайша көптеген елдерге танымал болды. XVIII ғасырдың бірінші жартысында Нартов кейіннен француз және ағылшын конструкторларымен толықтырылған бойлық және көлденең жұмыс істейтін машиналарды әзірледі.
Арнаулы және арнайы білдектері негізінен көп сериялы және жаппай жасау өндірісінде қолданылады.
Өңдеу дәлдігінің дәрежесіне қарай білдектер бес топқа бөлінеді:
- қалыпты дәлдікті(Н) ; бұл топқа әмбебап білдектерінің көптеген түрлері жатады;
- жоғарлатылған дәлдікті(П) ; бұл топтағы білдектерді, қалыпты дәлдікті білдектер негізінде құрады, алайда олардың жауапты бөлшектердің өңдеу дәлдігіне, жинау сапасына және білдектің реттеуіне жоғарлатылған талап қойылады;
- жоғары дәлдікті(В), білдектің бөлек тораптарының арнайы құрылымдарының арқасында жоғары дәлдікке қол жеткізіледі және бөлшектің жасалу дәлдігіне, жинау сапасына, білдектің реттеуіне жоғарлатылған талап қойылады;
- аса жоғары дәлдікті(А), білдектерді жасау барысы В топтағы білдектерді жасауға қарағанда қатаң талаптар қойылады;
- ерекше дәлдікті(С) білдектер немесе шебер-білдектер.
В, А және С топтағы білдектердің жұмысын қамтамасыз ету үшін, өндірістік ғимараттарда ауа температурасы және ылғалдылық тұрақты және автоматты түрде реттеліп бір қалыпты деңгейде болу керек.
Білдек - әр түрлі материалдарды өңдеуге арналған машина.
Кейде өндірісте қолданылатын сүйемелдеуші құрылғыны да білдек деп атайды. Металл кесу, ағаш кесу, тас, тас өңдеу білдектеры болады. Тоқыма өндірісінде тоқу білдегі қолданылады. Білдектің сондай-ақ ажарлау, теңгеру, сүргілеу, жону станогы сияқты түрлері болады.
Білдектің қаңқасы жақтауы) - станоктың тетіктері мен механизмдері үшін тірек болып табылатын қаңқа.
Металл кескіш станоктар массивін негізгі бөлу өңдеудің технологиялық тәсілі, механизмдердің орнын ауыстыру тәсілі және қолданылатын құрал-сайманның түрі бойынша жүргізіледі.
10 топ станоктары бар:
- Бірінші топ-токарлық агрегаттар. Олар станок паркінің шамамен 30% құрайды. Айналу бөлшектерінің нүктесімен өңдеу үшін қолданылады. Топ үшін кесу қозғалысы-дайындаманың айналуы.
- Екіншісі-бұрғылау және өсімдік агрегаттары. Олардың үлесі 20% - ды құрайды, түрлі тәсілдермен тесіктерді өңдеу үшін қолданылады. Құралдың айналуы және оның қозғалмайтын бөлшегі арқылы берілуі кесудің басты қозғалысы болып табылады. Өсімдік аппараттарында бөлшекті үстел жүрісі қосылады.
- Үшіншісі-тегістеу, жылтырату, қайрау және жетілдіру аппараттары. Осындай жабдықтардың жалпы санының 20% құрайды. Абразивті құралмен жұмыс істейді. Жылтырату және жетілдіру агрегаттарында абразивті паста мен ұнтақ, тегістейтін таспалар мен бөренелер қолданылады.
- Төртінші - физико-химиялық өңдеуге арналған және аралас аппараттар. Бұл топқа, мысалы, электр эрозиялық өңдеуге арналған агрегат жатады.
- Бесінші топ - тіс өңдеу және бұранда өңдеу аппараттары. Барлық парктің 6% құрайды. Тісті доңғалақтар мен бұранданың әр түрлі түрлерін кесу үшін қолданылады. Олар қара және финиш операцияларын орындайды.
- Алтыншы-фрезерлік аппараттар. Жабдықтың жалпы санының 15% құрайды. Жұмыс құралы әр түрлі құрылымдағы көп пайдасыз фрезалар болып табылады.
- Жетінші топ-сүргілеу, созу, қашау станоктары. Олардың үлесіне станоктардың 4% келеді. Үстелдің тік сызықты жұмыс қозғалысы бар. Қашау станоктарында басты қозғалыс - кескіштің қайтарымды-үдемелі орнын ауыстыру. Созу станоктары тесіктер мен паздарды көп пайдасыз құрал - созу арқылы өңдеу үшін қолданылады.
- Сегізінші-кесу станоктары. Шеңбер, бұрыштар, шыбықтар түріндегі дайындамаларды кесу үшін қызмет етеді.
- Тоғызыншы топ - әртүрлі станоктар. Бұл топқа теңгеруге, түзетуге және басқа операцияларға арналған станоктар кіреді.
- Оныншы-резервтік. CNC жабдықтары мен өңдеу орталықтары сияқты көп мақсатты станоктар механикалық өңдеудің бірқатар тәсілдерін іске асыруға мүмкіндік береді. Орындалатын операцияның түріне сәйкес станокты топтардың біріне енгізіледі.
Металл кескіш білтегтердің түрлері.

Сурет 1. 1. Бұрғылау станок
Бұрғылау станоктары тесіктерді бұрғылауға, оларға бұранданы белгілегішпен кесуге, тесіктерді сүрту0 және сүрту, дискілерді табақ материалынан және т. б. кесуге арналған.
Әмбебап бұрғылау станоктарының келесі түрлері бар:
- Шағын диаметрлі тесіктерді өңдеуге арналған бір шпиндельді үстел-бұрғылау станоктары. Станоктар аспап жасауда кеңінен қолданылады. Бұл станоктардың шпиндельдері үлкен жиілікпен айналады.
- Тік бұрғылау станоктары (негізгі және ең көп таралған түрі) салыстырмалы шағын өлшемді бөлшектердегі тесіктерді өңдеу үшін қолданылады. Өңделетін тесік осьтерін және құрал-сайманды біріктіру үшін осы станоктарда дайындаманы құрал-саймандарға қатысты ауыстыру қарастырылған.
- Радиалды бұрғылау станоктары үлкен көлемдегі бөлшектерде тесіктерді бұрғылау үшін қолданылады. Бұл станоктарда тесіктер мен құрал-саймандардың осьтерін біріктіруге станок шпиндельінің қозғалмайтын бөлшектерге қатысты орын ауыстыруымен қол жеткізіледі.
- Көп шпиндельді бұрғылау станоктары бір шпиндельді станоктармен салыстырғанда еңбек өнімділігін едәуір арттыруды қамтамасыз етеді.
- Терең бұрғылау үшін көлденең бұрғылау станоктары.
- Бұрғылау станоктарының тобына сондай-ақ Орталық станоктарды жатқызуға болады, олар дайындамалардың шетінен орталық тесіктерді алу үшін қызмет етеді.
Бұрғылау станоктарының негізгі өлшемдері бұрғылаудың ең үлкен шартты диаметрі, шпиндель конусының өлшемі, шпиндельдің ұшып шығуы, шпиндельдің ең үлкен жүрісі, шпиндельдің шетінен үстелге дейін және іргетас плитаға дейін және т. б. болып табылады.

Сурет 1. 2. Расточный станок
Қашау (Расточный) станоктары
Қашау станоктарында жонуға, тесуге, арнайы құрылғылармен резьба салуға және тағыда басқа заттар жасалынады.
Расточный станоктар осындай түрлерге бөлінеді:
- Горизантально-расточный
- Координатно-расточный
- Алмазно-расточный (әрлеу-қашау) .
Алмазно-расточный станоктары жұқа (Алмаз) өңдеу үшін қолданылады, оларда бетінің цилиндриялықтан 3-5 мкм шегінде ауытқуы бар тесіктерді жыртуға болады.
Координатно-расточный станоктары дәл ортааралық қашықтықты немесе базалық беттен саңылаулар осьтерінің қашықтығын алу қажет болған жағдайларда дәл саңылауларды өңдеуге арналған (0, 005-0, 001 мм шегінде) .
Горизантально расточный станоктары үлкен көлемдегі және массадағы бөлшектерді өңдеуге арналған. Олар тесіктерді тесуге, бұрғылауға, зенкерлеуге және ашуға, сыртқы және ішкі бұрандаларды кесуге, беттерді сызуға және фрезерлеуге болады.

Сурет 1. 3. Тегістеу және қайрау станоктары
Тегістеу және қайрау станоктары
Тегістеу станоктары бөлшектерді тегістеу дөңгелектерімен өңдеуге арналған. Олар сыртқы және ішкі цилиндрлік, конустық және фасонды беттерді және жазықтықтарды өңдеуге, дайындамаларды кесуге, бұранданы және тісті дөңгелектердің тістерін тегістеуге, кесетін құрал мен т. б. қайрауға болады.
Тегістелетін беттің нысанына және тегістеудің түріне байланысты жалпы мақсаттағы тегістейтін станоктар дөңгелек тегістейтін, орталықсыз тегістейтін, тегістейтін, тегістейтін, тегістейтін, тегістейтін және арнайы болып бөлінеді.
Барлық ажарлау станоктарында ажарлау және қайрау станоктарының қозғалысы ажарлау шеңберінің айналуы болып табылады, оның айналмалы жылдамдығы м/с өлшенеді.
Түрлері бу. Дөңгелек тегістеу станоктары үшін беру қозғалысы - бөлшектерді айналдыру; өңделетін бөлшекті үстелдің қайтарымды-үдемелі қозғалысы және бөлшектерге қатысты ажарлау шеңберінің көлденең периодтық ауысуы. Ішкі тегістеу станоктары үшін беру қозғалысы - бөлшектерді айналдыру; бөлшектердің немесе ажарлау шеңберінің қайтарымды-үдемелі қозғалысы және ажарлау шеңбері бабкасының мерзімді қозғалысы.
Планетарлық тегістеу станоктарының айналмалы берулері, кезеңдік көлденең берулері, сондай-ақ бойлық берулері болады. Шеңбердің перифериясымен жұмыс істейтін тік бұрышты үстелі бар плос ажарлау станоктары үшін беру қозғалысы - үстелдің кері-үдемелі қозғалысы, үстелдің бір жүрісіне ажарлау бабкасының кезеңдік көлденең ауысуы және ажарлау шеңберінің кесілетін қабаттың қалыңдығына кезеңдік тік жылжуы.
Дөңгелек үстелі бар жалпақ тегістеу станоктарында тегістеу шеңберін немесе үстелді беру және үстелді дөңгелек беру қозғалысы болады. Тігінен орын ауыстыру үстел немесе тегістеу бабкасы тік беру болып табылады. Шеңбердің бүйірімен жұмыс істейтін тік бұрышты үстелі бар жазық тегістеу станоктары үшін беру қозғалысы - үстелдің ұзына бойы жылжуы және шеңбердің кесілетін қабаттың қалыңдығына периодикалық тік жылжуы. Дөңгелек үстелі бар ұқсас жалпақ тегістеу станоктарында үстелдің айналмалы қозғалысы және шеңбердің кезеңдік берілуі болады.

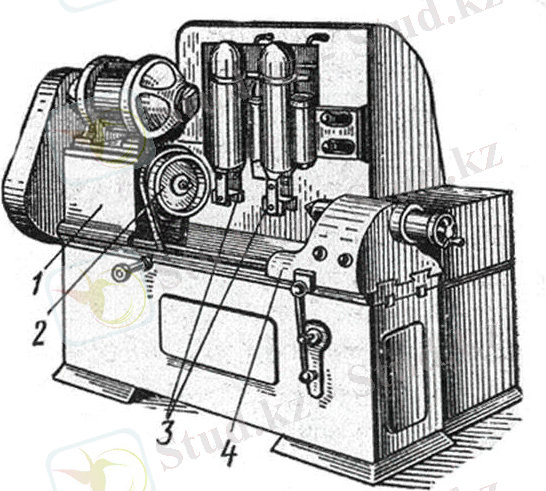
Сурет 1. 4 Ысқылау станогы
Ысқылау станоктары
Ысқылау жағатын материалмен немесе пастамен араласқан ұсақ түйіршікті абразивті ұнтақ жағылатын притирмен жүзеге асырылады. Притирлер шойын, болат, қола, қорғасын ағаш және т. б. болуы мүмкін.
Абразивті ұнтақ ретінде зімпара, электрокорунд, алмас шаңы, кремний карбиді және т. б. қолданылады, ал паста ретінде - хром тотығы, алюминий тотығы, крокус, веналық әк және т. б. қолданылады.

Сурет 1. 5 Хонинг станоктары
Хонинг станоктары
Хонингование арнайы құрал - хонингті бастиекпен (Хон), ұсақ түйіршікті абразивті бөренелермен жабдықталған. Басы қозғалмайтын тесікте айналмалы және қайтарымды-үдемелі қозғалыстарды бір мезгілде жасайды. Honing арқылы жоғары сапалы бетті алуға, сондай-ақ тесіктердің кейбір ақауларын (конус, сопақ және т. б. ) түзетуге болады. Хонингтеу кезінде майлау-салқындату сұйықтығы ретінде эмульсия немесе керосин қолданылады.
Сурет 1. 6. Суперфиништеуге арналған станоктар
Суперфиништеуге арналған станоктар
Суперфиништау сыртқы және ішкі цилиндрлік беттерді өңдеу үшін қолданылады. Суперфиниширлеу айналмалы дайындаманың үстіңгі бетінің үлкен жиілікпен және аз жүріспен тербелмелі қайтарымды-үдемелі қозғалыстарды жасайтын абразивті бөренелермен жүргізіледі.

Сурет 1. 7. Бұрандалы өндеу станогы
Бұрандалы өңдеу станоктары
Бұранда өңдеу тобы станоктарының мақсаты.
Резьб жасаудың негізгі әдістері:
- токарлық станоктарда бұрандалы кескішпен және тарақпен бұранданы кесу;
- бұранданы белгілегіштермен, дөңгелек плашкалармен және бұрандалы кескіш бастиектермен кесу;
- бұранданы фрезерлеу;
- Бір тізбекті және көп жіпті тегістеу дөңгелектерімен бұранданы тегістеу;
- тегіс плашкалармен және дөңгелек роликтермен бұранданы суық домалату;
- бұранданы дөңгелек роликтермен ыстық домалату.
Дұрыс кесу өңдеу станоктары әр жекелеген жағдайда бұранданы алу тәсілін таңдау бұранданың өлшеміне, оның дәлдігіне және бетінің кедір-бұдырлығы параметрлеріне, ойма кесілетін дайындаманың пішіні мен мөлшеріне, дайындаманың материалына, өндіріс түріне және басқа да жағдайларға байланысты.
Станоктардың бұранда өңдеу тобының негізгі өкілдері: бұранда тегістеу станоктары, бұранда кесу станоктары, бұранда орау станоктары және гайка кесу станоктары болып табылады.
Болтты кесу станоктары
Болтты кесу станоктары бұрандамаларда және басқа да бөлшектерде кесу үшін арналған.
Бұрандалы станоктар
Бұрандалы орау станоктарын жалпақ және дөңгелек плашкалары бар станоктарға бөледі. Тегіс плашкалары бар станоктар өндіреді және дәл бұранданы алуға мүмкіндік береді. Дөңгелек плашкалары бар станоктарда дайындамаларды жылжымайтын және жылжымалы дөңгелек плашкалардың (роликтердің) арасындағы тіректе орналастырады. Плашка дайындамаға тез жеткізіледі және оны роликке қысады; дайындаманың бірнеше айналымынан кейін аяқталатын бұранданы домалату болады.
Гайка кесетін станоктар
Ірі сериялы және жаппай өндіріс кезінде гайкаларда бұранданы кесу гайка кесетін жартылай автоматтарда және тікелей немесе иілген құйрықтары бар машиналық лақтырғыштармен автоматтарда жүзеге асырылады.

Сурет 1. 8. Фрезерлі станок
Фрезерлік станоктар
Фрезерлік станоктарда әр түрлі конфигурациялы сыртқы және ішкі беттерді өңдеуге, тік және бұрандалы жыраларды кесуге, сыртқы және ішкі бұрандаларды кесуге, тісті доңғалақтар мен т. б. өңдеуге болады.
Фрезерлі станоктардың түрлері:
- консольды-фрезерлік (көлденең, тік, әмбебап және кең универсалды)
- тік-фрезерлік консольсіз,
- бойлық-фрезерлік (бір және екі жақты),
- үздіксіз жұмыс істейтін фрезерлік (Карусельді және барабанды) ),
- көшіру-фрезерлік (контурлық және көлемді фрезерлеу үшін),
- гравильно-фрезерлік,
- арнайы (бұранда фрезерлік, шпонды-фрезерлік, шлицефрезерлік және т. б. ) .
Қазіргі заманғы фрезерлік станоктарда фрезерлік станоктар басты қозғалыс пен берудің бөлек жетектерін, үстелдің жылдам қозғалу механизмдерін (барлық бағыттарда), беру жылдамдығының өзгеруін бір бұрамалы басқаруды қолданады. Түйін станоктарында және бөлшектер кеңінен біріздендірілген. Станоктар консоль деп аталады, өйткені станок үстелі бағыттаушы станина бойынша жоғары жылжитын консольға орнатылған.
Консольды-фрезерлі станоктарға көлденең-фрезерлі, тік-фрезерлі, әмбебап және кең универсалды жатады. Жалпы мақсаттағы фрезерлік станоктардың негізгі өлшемі үстелдің жұмыс бетінің өлшемі болып табылады. Көлденең консольды-фрезерлік станоктарда шпиндельдің осі көлденең орналасқан және үстел Үш өзара перпендикуляр бағытта қозғалады.
Әмбебап консольды-фрезерлік станоктар сыртынан көлденең станоктардан айырмашылығы жоқ, бірақ үш өзара перпендикуляр бағытта жылжу мүмкіндігінен басқа өзінің тік осінің айналасында ±45º-ге бұрылуы мүмкін бұрылатын үстелі бар. Бұл станокта бұранда жыраларды өңдеуге және бұрама дөңгелектерді кесуге мүмкіндік береді.
Тік консольды-фрезерлік станоктар сыртқы түрі бойынша көлденең тігінен шпиндель осінің орналасуымен және хобот болмауымен ерекшеленеді. Көлденең станоктардағы Хобот фрезерлік оправаның ұшын қолдайтын кронштейнді бекіту үшін қызмет етеді.
Кең универсалды консольды-фрезерлік станоктарда әмбебап станоктардан айырмашылығы тік және көлденең осьтердің айналасында бұрылатын қосымша шпиндель бар. Сондай-ақ, екі шпинделі (көлденең және тік) және өз осінің айналасында бұрылатын үстелі бар кең универсалды станоктар бар. Кең универсалды фрезерлік станоктарда шпиндель өңделетін дайындамаға кез келген бұрышпен орнатылуы мүмкін.
Радиалды бұрғылау станогы жайлы жалпы түсінік.
2н55 радиалды-бұрғылау станогының өндірушісі 1884 жылы құрылған Одесса радиалды-бұрғылау станоктарының зауыты болып табылады.
1928 жылдан бастап мемлекеттік Машина жасау зауыты. В. И. Ленин Металл кескіш станоктарды шығаруға мамандана бастады. Бұрғылау диаметрі 75 мм дейін Тік бұрғылау станоктарын шығару игерілді.
1946 жылдың қарашасында зауытпен бұрғылау диаметрі 50 мм бірінші радиалды-бұрғылау станогын шығарды. Осы станоктардан кейін станок жасау зауыты бұрғылау диаметрі 75 және 100 мм радиалды-бұрғылау станогын, бұрғылау диаметрі 75 мм дейін бұрылыс басы бар жылжымалы бұрғылау станогын, диаметрі 600 мм дейін хонингтеу станогын, диаметрі 50 мм дейін терең бұрғылау станогын шығара бастады.
2н55 модельді радиалды бұрғылау станогы осы 2а55 сериялы станоктың ескірген моделін алмастырды.
Станок Болатта диаметрі 50 мм дейінгі тесіктерді орташа қаттылық бұрғымен бұрғылауға есептелген (керілу кезіндегі беріктік шегі σ = 55. . 65 кг/мм2) .
2н55 радиалды бұрғылау станогы бұрғылауға, бұрғылауға, зенкерлеуге, тесіктерді жаюға, тесіктерді лақтырғыштармен кесуге, кесіктерді кескішпен кесуге, сондай-ақ жекелеген, ұсақ сериялы және сериялық өндірістің механикалық цехтарында түрлі корпустық бөлшектерді өңдеу кезінде, сондай-ақ ауыр көліктік машина жасау зауыттарының құрастыру цехтарында басқа да ұқсас операцияларды орындауға арналған. Станокты айлабұйымдармен және арнайы құралмен жарақтандырғанда оны ірі сериялы өндірісте ірі габаритті бөлшектерді жоғары өнімді өңдеу үшін пайдалануға болады.
2н55 радиалды-бұрғылау станогында станок бөлігінің екі доңғалақты құрастырылуы бар, бұл бағананы қысу кезінде шпиндель осінің ығысуына жол бермейтін түйіннің қатты конструкциясын жасауға мүмкіндік береді. Орталық типті бағананың арнайы қысқышы жоғары өнімді бұрғылауға кепілдік беретін тежегіш сәт жасайды.
Колоннаның бұрылуы үшін бұрғылаудың ең кіші радиусында елеусіз күш талап етіледі, бұл да жұмыстың жоғары өнімділігін қамтамасыз етеді және оператордың шаршауын төмендетеді. Айналым сандарының кең ауқымы және шпиндельді беру өңделетін материалдардың, өлшем құралдарының және т. б. кез келген үйлесімдерінде жоғары өнімді жұмысты қамтамасыз етеді.
Шпиндельді теңдестіру құрал салмағы өзгерген жағдайда жұмыс орнынан ыңғайлы реттеуге жол беретін арнайы қарсы салмақпен қамтамасыз етіледі.
Станокта рұқсат етілетін кесу режимдері станоктың динамикалық параметрлерімен анықталады:
- Шпинделдегі тиімді қуат, кВт-4, 0
- Шпинделдегі ең үлкен крутящий моменті кг*см-7100
- Ең көп күш, кгс-2000
Сіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz