Жаңартылған материалдарда биік және терең гравюра: әдістер, құрал-жабдықтар және бастыру техникасы

Кіріспе
Бұл жұмыстың мақсаты - Бейнелеу өнері мамандығы студенттеріне және әуесқой суретшілерді жаңадан шығарылған материалдарға гравюра салу әдістерімен таныстыру.
Қазіргі гравюраның екі түрі - биік және терең -тақтада ойылу әдісімен және эстамп суреттеу әдісімен айыруға болады.
Биік гравюрада сызықтар, сызықшалар, нүктелер тақта бетінде анық көрсетідледі (релеьф) . Олардың үстіне бояу біртұтас болып жағылады да, одан қағазға бастырылады. Биік гравюраның ойылуы маманнан үлкен шеберлікті талап етеді.
Терең гравюра техникасы одан оңайлау. Терең гравюрада барлық сызықтар тақта бетінде ішіне қарай ойылады. Бояу ойылған жерлерге әр түрлі мөлшерде кесіктердің енділігіне және тереңдігіне қарай жағылады және қағаз бетіне әр түрлі болып сызықшалар, нүктелер түрінде түседі.
Терең гравюраның оңайлығын және көп бейнелеу мүмкіндігін ескере отырып, автор ең анық және жалпыға түсінікті әдістер ізденісінде осы техниканы жаңа материалдармен жұмыс істегенде пайдалануды жөн көрді.
Осы кезге дейін терең гравюра жасауға металл пайдаланып келді. Бірақ металл өңдеу зиянды қышқылдарды пайдалануды және арнайы кәсіби базаны талап етеді.
Соңғы жылдары гравюршы жұмысын жеңілдететін басқа материалдарды пайдалану мүмкіншілігі пайда болды. Гравюрлеумен кәдімгі суретшінің шеберханасында немесе үйдегі жұмыс үстелінде айналысуға болады.
Мысалы, сол материалдардың бірі - гравюршының инесіне оңай берілетін органикалық шыны (плексиглас-акрилат), мөлдір тас. Ол - гравюра жасауда өте маңызды рөл атқарады.
І. Гравюраны бастыруға арналған баспа станоктары.
Көшірме алу процесі. Көшірме қағаз бояу жағылған баспа формаларына қатты бастыру арқылы алынады.
Органикалық шыныда, целлулоидте және фотопленкада бастыру үшін дымқыл қағаз пайдаланады, ал қағаз формаларында - құрғақ қағаз пайдаланылады.
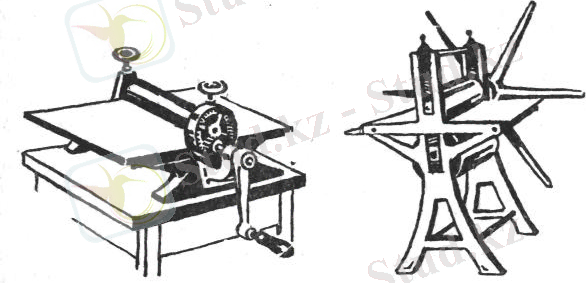
Қағазды бастыру үшін, оны вальцовый престен өткізеді (1, 2 сурет), параллель жазықтар арасында қыспаққа алады - золотарный престе (3 сурет), сүйекпен қолдан бастырады.
Баспа станоктары әртүрлі құрылысты және көлемді болады.
Ең көп таралған - офорт- вальцовый станок (пресс), ол баяғыда қалайы жапыратын құрал болған. Осындай прессті (ағаш валды және крестовинаны) ХVI ғ. Дюрер, XVII ғ. Рембранд қолданған. Одан кейін мәрмәр валды пресстерді, кейін қолмен жұмыс істейтін көп шестеhнялы, айналатын дөңгелекті темір валды прессті қолданған.
Қазіргі кезде электр қуатымен автоматтаyдырылған вальцевті станоктар қолданылады. Бірақ көшірменің сапасы, бұрыңғымен салыстырғанда тек станокқа емес, баспашы мен гравюршының шеберлігіне байланысты.
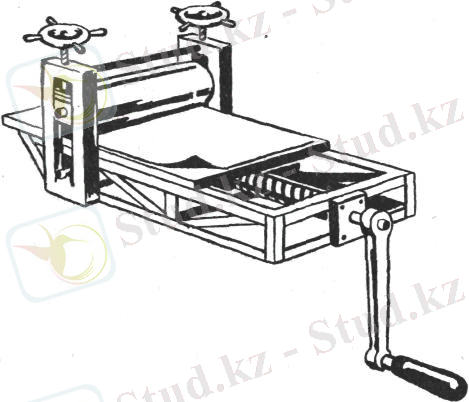
Вальцовый станок (жанышқыш үгітеnін станок) . 4 суретте осындай станоктың терең гравюраны бастыруға арналған ең қарапайым түрі көрсетілген - екі шестернялы және жұмысын реттейтін дөңгелек.
Шестерняның саны, көлемі, жүйесі, дөңгелектің диаметріндей әртүрлі болуы мүмкін, бірақ екі ғана шестерня болғанда олардың диаметрі 1:3 таймау керек; үлкен шестерня жоғары валдың осьінде, ал кішісі - дөңгелек осьінде тұру керек. Дөңгелектің диаметрі неғұрлым үлкен болса (1 м дейін), соғұрлым жақсы. Жұмысты реттейтін дөңгелекке тұтқа жасауға болады, бірақ үнемдеу мақсатында дөңгелекті штурвалға ұқсатып істеген жөн. Станоктың талеры (жылжымалы тақтайы) 25 мм, ағаштан (қайың, шамшат) 100-120 мм желімденген брусоктардан жасалған. Талерді цинктанған темірмен немесе тот баспайтын құрышпен қаптайды. Талерды кейде қалың фанерадан жасауға болады.
Органикалық шыныда гравюра бастыру үшін станоктың жоғарғы валының диаметрі 120 мм аз болмау керек (шынының қалындығы 4 мм-ге дейін болады) . Төменгі вал одан үлкенірек болады (200-250 мм) . Станоктың көлеміне қарап валдардың диаметрлері де үлкейтіледі.
Валдың қысымын реттеу. Валдың қысымын реттеу үшін баспа формасын кебу қағазбен және фетрмен жауып станоктың талеріне тұрған (қосылмаған) валдың астына әкеледі. Вал тақтаның ортасында тұру керек. Қысатын винттерін қысып, талерді бір жаққа домалатады. Одан соң қағазда фасканың қысымын тексереді. Егер фаскалардың формасы анық болып түссе, баспаны бастауға болады. Егер фаскалардың қысымы бірдей болмаса, онда бір винтті басту немесе қысу керек.
Валдың қысымын тексеру үшін басылымға арналған тақта сияқты ескі тақтаны пайдалану керек.
Валдың қысымын реттеген соң, бақылау көшірмесіндегі басылған барлық сызықтардың басылуын көріп шығу керк. Кейбір кезде тақта дұрыс қойылмаса, көшірме дұрыс болмауы мүмкін. Онда қатені жөндеу керек. Басылым формасының астына шұңқыр жерге екі-үш қабат қағаз желімденеді. Бірінші қабаты екінші қабатынан кіші болу керек, екіншісі - үшіншіден кіші диаметрлі болу керк. Сонымен валдың қысымы тақтаға бірыңғай болады.
Валдың қысымын реттеу. Валдың қысымын реттеу үшін баспа формасын кебу қағазбен және фетрмен жауып станоктың талеріне тұрған (қосылмаған) валдың астына әкеледі. Вал тақтаның ортасында тұру керек. Қысатын винттерін қысып, талерді бір жаққа домалатады. Одан соң қағазда фасканың қысымын тексереді. Егер фаскалардың формасы анық болып түссе, баспаны бастауға болады. Егер фаскалардың қысымы бірдей болмаса, онда бір винтті басту немесе қысу керек.
Валдың қысымын тексеру үшін басылымға арналған тақта сияқты ескі тақтаны пайдалану керек.
Валдың қысымын реттеген соң, бақылау көшірмесіндегі басылған барлық сызықтардың басылуын көріп шығу керк. Кейбір кезде тақта дұрыс қойылмаса, көшірме дұрыс болмауы мүмкін. Онда қатені жөндеу керек. Басылым формасының астына шұңқыр жерге екі-үш қабат қағаз желімденеді. Бірінші қабаты екінші қабатынан кіші болу керек, екіншісі - үшіншіден кіші диаметрлі болу керк. Сонымен валдың қысымы тақтаға бірыңғай болады.
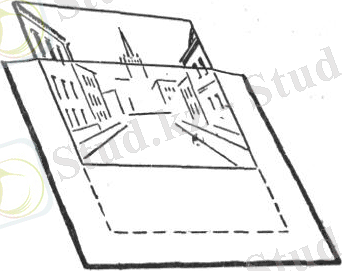
 Парақтың шектері белгіленеді; сызылған шектерінде тақтаны қоятын орын белгіленеді; тақтаның үстіне эстамп қағазы қойылады, қағаздың бетін, екі, үш қабат фетрмен жабады (5 сурет) .
Парақтың шектері белгіленеді; сызылған шектерінде тақтаны қоятын орын белгіленеді; тақтаның үстіне эстамп қағазы қойылады, қағаздың бетін, екі, үш қабат фетрмен жабады (5 сурет) .
Ферт (кирза) . Тақтайда ойылған оюлардың басарлығы қағазға түссін деп фетр пайдаланылады.
 Сызықша гравюрасына бір қабат фер жеткілікті - оның сызықшалары жіңішке, майда. Ал тонды гравюраға екі, үш қабат фетр керек, өйткені оның сызықшалары енді. Фетрді алып, немесе қойған кезде пресстің қысым винттерін бұрамай реттеуге болады.
Сызықша гравюрасына бір қабат фер жеткілікті - оның сызықшалары жіңішке, майда. Ал тонды гравюраға екі, үш қабат фетр керек, өйткені оның сызықшалары енді. Фетрді алып, немесе қойған кезде пресстің қысым винттерін бұрамай реттеуге болады.

Дымқыл қағазда көп көшірме бастырған кезде фетр ішіне суды тартады да қатты болып қалады. Оны кептіріп, басқасын салу керек. Кейде фетрді сабын суда жуып керек, одан соң ол жұмсақ болады. Әр басылымда пайдаланғанның алдында фетрді езу керек. Фетрдің орнына жұқа киіз, шинель матасын т. б. пайдаланады.
Золотарный - тегіс бастыратын пресс. Жоғарыда айтылғандай, терең гравюра көшірмені екі параллель қойылған жазықтардың қысымымен жасалатын тегіс прессте жасауға болады (3, 6 сурет) .
Тегіс пресс қолданған кезде тақтаны екі қатты картоннан немесе цинктен жасалған папкаға орналастырады. Тақтаға қағаз қояды, ал оның үстіне - фетрді қояды. Папканы жауып екі горизонталь жазықтардың арасына қояды.
Көлденең қойылған винтті станок (7 сурет) .
Станок домкрат сияқты жұмыс істейді. Оның кішкентай көлемі және аз салмағы - басқа станоктардың қасындағы ерекшілігі ондай станоктарды қарапайым шеберханада жасауға болады, өйткені оның төменгі валында ауыр рамасы жоқ, оның шойыннан құйып шығармау мүмкіншіліг бар.
Станоктың талерының қозғалысын жылдамдату үшін 25-30 мм диаметрлі винтте 3 трапеция түрлі жібі бар. Винтте ағаш талермен байланыстырылған втулка қозғалады. Винт айналған кезде втулканы үлкен күшпен талерді валдың астына итереді, ал оның қысымы қысқыш винттермен реттеледі.
Көлемі 40х60 см талерді винттің ұзындығына байланысты үлкейтуге болады.
Жоғарға валдың диаметрі 100-110 см. Станоктың жалпы салмағы 19 кг.
Станоксыз (қолдан) басу. Қолмен бастыру құралы екі бір-бірімен байланған фанера тақтайынан жасалынады (8 сурет) .
Жоғарғы тақтада көлемі 300х300 мм квадрат тесік ойылады, ал оған фанерадан немесе цинктен жасалған рамкалар қойылады. Әртүрлі тесіті бар бірнеше рамка болса, гравюра жасау үшін керекті көлемді тақталар дайындауға болады.
Көшірмені бастырған кезде форманы рамканың астына қойып, жұқа темекі қағазымен жабады. Қағаздың үстіне екі беті де жылтыр жұқа клеенканы басып қағазды басылым формасына қыстырады. Сүйектен клеенканы бастырғанда қағазда көшірме пайда болады. Сүйек кленкада жақсы жылжысын деп, майға батырады.
Клеленканың орнына темекі қағазының үстіне целлофан, қағаз пергаменті немесе калька қойылады. Оның барлығын рамкамен қыстырып, сүйекпен сүртіледі. Мөлдір материалдың арасынан көшірменің қандай болғаны көрінеді.
Темекі қағазын жұқа желіммен, балауызбен немесе стеаринмен сүртілген қағазбен ауыстыруға болады.
Көшірмені арнайы жасалған, өңделген балауыз жағылған қағазға жасауға болады. Жұқа, қатты, жылтыр емес қағаздың бетіне бояу жаққышпен ерітілген ақ балауыз жағылады. Қағаз дайын болған соң, тақтаға күйе шашылып, алақанмен сызықшаларға жағылады. Артық күйені тақта бетіне балауызданған қағазды қойып, рамкамен қысып, сүйекпен барлық жерін тегіс бастырып шығады. Сызықшаларда қалған күйе балауызға жабысып, қағазбен алынады да, осылайша бақылау көшірмесі алынады.
Егер сызықшалар терең болмаса, күйе оларда тұрмаса, онда күйені спиртте ерітіп құйса болады.
Кейде бастырған кезде қателер жіберіледі. Оларды мына төмендегі нұсқауларды орындап жоюға болады.
1. 1. Таза картонда гравюра жасау әдісі.
Баспа материалы ретінде пайдалану үшін картон тиімділігі аз, өйткені бірнеше көшірме жасаған соң ол жойылады, бірақ әскез жасау үшін суретшіге өте керекті нәрсе.
Картонның кемшіліктері: сызықтардың анық, таза түсуіге бөгет жасайтын және бастырған кезде түсін пәсейтетін жұмсақтығы; бояуды ішіне сіңіруі және үйкеліске қарсы әлсіздігі. Одан басқа, эстамп басылған кезде қағаздак картонның фактурасы басылады, ал ол суретшынің жоспарына кірмейді. Картонға суретті айна бейнесімен түсіру қажет болғанда да гравердың жұмысы күрделенеді.
Картон туралы жалпы мәлімет. Тұрмыста картон деп папка машиналарында құйылып жасалынған қлың қағазды айтады. Ондай қағаз түрі өнеркәсіпте папка деп атайды; ал картон деп жұқа бірнеше қабат қағазды бір - біріне жабыстыру арқылы жасалған тұтас қағазды атайды.
Картон папкадан иілімді.
Картонның гравюра үшін мына түрлерін пайдалану қолайлы.
1. Сұр ағаш картоны. Оның бір жағы жылтыр. Парақтарының көлемі 720 х 900 мм және 800 х 1100 мм.
2. Өте жоғары шыдамды сүр мата картон. Көлемі 1000 х 1000 мм
3. Прессшпан - қалыңдығы әр түрлі арнайы қатты картон беті жылтыр. Түсі де әр түрлі болады: қоңыр - сары, кейде көк, жасыл т. б. Беті теп - тегіс, дақсыз, кемшіліксіз. Стандарнтты көлемі 614 х 860 мм және 700 х 900 мм
4. Матрица папкасы - өте шыдамды және пластикалы папка, Матрица папкасында ойылған нәрсе өте жақсы сақталынады, папка жоғары иімділікті, түзу беті, бірыңғайлы структуралы және төзімді. Жұмсақ картон түрлеріде гравюра жасауға жарайды. Бұл материалда жасалынған көшірмелер ірі түйіршікті акватинтаға ұқсайды, бірақ оның тиражы шектелген.
Картонды бастыруға дайындау. Үлкен формат картон пышақпен ойылып алынады. Тақта болашақ гравюра суретінен үлкен болуы тиіс. Ол үшін тақтаны екі жағынан және жоғары жағынан 1 - 2 см енділікті рант, ал төменгі жағынан 3 - 4 см рант қалдырылады, гравюраның үлкендігімен және композициямен байланысты. Рант гравюра жасаған кезде суретті қорғайды. Көшірме жасаған кезде рант рамка сияқты болып көрінеді. Тақтаның бұрыштарын домалақ жасауға, немесе, егер картон 2 см қалың болса, тік қалдыруға болады. Бақылау көшірмелер алынған соң тақтаны қайтадан жаңартуға болады, ал рантты кесіп тастауға болады.
Егер гравюрадан алынған көшірме тікелей суреттеуді қажет етсе, оригиналдан калькаға көшіріледі де көшіргіш қағазбен картон бетіне айна бейнесімен түсіріледі.
Суретті керісінше түсіру үшін қаламмен калькаға көшірген жөн Суланған калька суретімен картонға қойылады, олда суланған. Осылай түрінде сурет станоктан вал қысылымынан өтеді.
Таза картонды гравюра жасау. Жұмыс ыңғайлы болу үшін картонды қиғаш қойылған үстелге немесе мольбертке бекітеді.
Картон бетінде сызықтарды барбылы немесе барбысыз кескіш немесе ойғыш затпен істеуге болады. Пышақпен жасалған жіңішке сызықтар көшірмеде із қалдырмайды, ал вал қысымына түскенде қысылып қалады. Ал қатты картонда жасалған сызықтар, көшірмеде көрінеді. Жұмсақ картонда жұмыс істеу үшін мұқал ұшты ине керек, өйткені онымен жұмыс жасаған кезде сызықшалар ашық болады да, осындай ине әр бағытта еркін қозғалады.
Жыртылған барбылы іздер жасау үшін, ине ұшын үшкір қылдыру керек. Инені картон парағына тік ұстау керек.
Сызықтардың тығыз немесе мөлдір болуына байланысты, жасалған іздер терең немесе таяз болады.
Бастырылған формадан әр түрлі тонды көшірме алу үшін картонның сыртқы жылтыр қабатын бұзып, пышақтың ұшымен жұмсарту керек. Ол баслым формасының бетінде бояу жақсы қалу үшін және бастырылған кезде қағазға көшірілу үшін жасалынады. Көшірмеде тон дақтары бірыңғай болмас үшін олардың бетіне әр түрлі енділікті және тереңдікті сызықшалар түсіріледі.
Егер гравюра ойылған жерлеріне көмір жақса, сурет көрінісі басылым формасында жақсы көрінеді. Суреттің ашық жерлері көшірмеде де ашық балуы үшін, бастырылар алдында жұқа желіммен немесе лакпен жабылады. Осылайша дайындалған бастырылу формасы 10 басылым жасауға дейін шыдайды. Ең қатты картон түрлері 30 көшірме жасауға дейін шдайды.
Гравюраны картонға өте құнтты жасау керек. Бастырылуға дайындалған бояу қою болмау керек.
Бояу жақсы жылжымалы болу үшін, жұмыс алдында оған еріткіш қосу керек ( тазартылған мұнай, керосин, № 2 еріткіш ) .
Бояу картонның тесіктеріне кіру үшін, басылым формасын олифпен сүртеді. Тақта бетінен артық бояуды алу үшін, оның үстіне орайттын қағазды қою керек немесе валикпен бастыру керек. Одан кейін бояу жақпастан, екі - үш көшірме жасау қажет. Бірінші қара көшірме кейде жақсы, кейде нашар шығады, ал екінші, үшінші, кейде төртінші көшірмелер жақсы болады. Кейінгі көшірмелер ашық, анық болады.
Көшірмен алу үшін желімделмеген қағаз түрлері қолданылады. Қағаз құрғақ болу керек, өйткені дымқыл қағаз карнтонға жабысады, ал картон беті ашық жерлерінде ағаш, немесе басқа желіммен жабылады.
Картонды желіммен бояу. Картон бетін желіммен алдын ала өңдеу оның бетін қатайтады. Ол үшін желім сұйқ, жылы болу керек.
Желімді картонға қатты үлдірекпен жағады. Ол картонға жақсы сіңу керек. Ыстық сұйық желім картонның тесіктеріне кіріп, онымен жақсы қосылып, бетін қатырады. Картонның сырт бетіне қағаз жабыстырылады. Сурет картонға химиялық тушьпен жағады (перомен немесе бояу жаққышпен) Қаламмен суретті желімге дейін саламыз.
Мөлдір желім суретті қатырып, анық қылады. Желім тез кебеді, одан кейін гравюраны бастаса болады. Терең - қара көлеңке алу үшін, желім қырылып, ашылған картон инемен немесе пышақпен өңделеді.
Ағаш желіммен өңделген картоннан бастыру үшін олифа қосылған бояу керек.
Алдын ала ағаш желіммен жағылып өңделген басылым формасы өңделмегеннен көп шыдайды. Тек құрғақ қағазға бастыруға болады, өйткені дымқыл қағаз валдан өткен кезде тақтаға жабысып қалады. Ағаш желіммен өңделген көшірменің сырты акватинтаға ұқсайды.
Лактар. Желімнің орнына қағаз формаларын бояу үшін эластикалық лактарды қолдануға болады.
Кепкен лактың үстінен жіңішке сызықтар, тығыз сызықшалар салуға болады.
Лакты планшеттің бетіне жалпақ бояу жаққышпен бірнеше рет қабаттап жағады. Біріншісі кепкен соң кейінгісін жаға береді. Суретті перомен лактың бетіне немесе қаламмен қағазға салады. Егер қаламмен салынса, сурет қатырылмаған болса, лактың бірінші қабаты пульверизатормен себіледі.
Лак бетіне гравюра салу үшін пышақ немесе ине қолданылады.
Бастырылу дымқыл қағазға жасалынады, өйткені қағаз лакқа жабыспайды.
Планшетті БФ - 2 желіммен де бояуға болады. Бұл лак - желімнің жақсы жабу сапасы мен мөлдірлігі бар.
Суретті планшетке салады. Желімді тақтаның бір шетінен бастап үстіне бірыңғайлы қылып сызғыштың қырымен жағып шығады.
Бұл желімдің ерекшелігі, ол жоғары температурада қатады.
Бұл БФ-2 жағылған тақтада күйдiру аппаратының ыстық инесiн пайдалануға мүмкiндiк бередi.
Ыстық инемен ойғанда әр түрлi сызықтармен сызықшалар жасауға болады, өйткенi ол лак қағаз, картон бөгеттерiн тез жояды. Ыстық лак сызықшалардың шетiне жиналып қатады, ал бастырылу формасы керектi төзiмдiлiкке ие болады. Көшiрме санын 50-ден астам жасауға болады.
Инемен қатар басқа да терең гравюрада пайдаланылатын аспаптарды қолданыуға болады.
Картон, қағаз лактардың қолданылуы көркемдiк практикада пайдалануға мүмкiндiк туғызады. Бiрақ бұл материалдарды қолдану суреттi бастырылу формасына айна бейнесiмен түсiргенде гравердiң жұмысын жеңiлдетпейдi.
1. 2. Гравюра жасауға пайдаланылатын аспап-құралдар.
 Инемен жұмыс істеу техникасы.
Инемен жұмыс істеу техникасы.
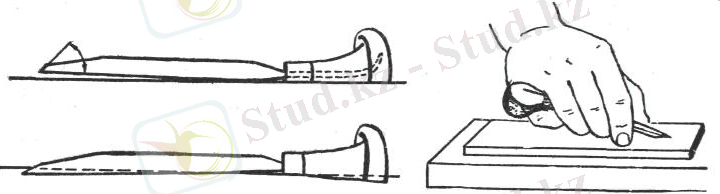
Ине . Органикалық шыныда гравюра жасау барысында пайдаланылатын ең негізгі құрал - ине. (9 сурет) . Әртүрлі түрде үшкірлеу мүмкіншілігіне ие ине ең қолайлы аспап болып табылады. Кәдімгі тігіс инесі, түзу бігіз гравюра жасауға өте қолайлы. Майыспайтын және сынбайтын инелер ең жақсы болып табылады. Ағаш тұтқыштың ішінде ине қозғалмай тұру үшін оның соңына обойма қойылады. Иненің бос ұшы 15-20 мм ұзын болмау керек, әйтпесе ине қимылдай бастайды. Ине домалақ надфильден де жасалынуы мүмкін - екі шетін үшкірлеу керек. Жұмысты тек үшкір инемен жасау керк, сондықтан гравердың қол астында қайрақ тұру керек. Гравюра сапасы көбінесе аспаптың жақсылығына байланысты.
Инеұстағыш болса, патефон инесін де пайдалануға болады. Оның инесін, өтпей қалса, жиі-жиі ауыстырып тұруға болады. Келте инелер үшін сағат жөндеушілер қолданатын қыстырғышты пайдалануға болады. Одан басқа цанга қалам салатын футлярды да қолдану қолайлы (10, 11 сурет) .

Құрыш иненің орнына алмаздан немесе лағылдан жасалған инені арнайы сапқа салып, пайдалануға болады.
Ағаш саптың ішіне салынып істелінген, ұшы үшкір, өзі үшбұрышты құрыштан жасалған аспапты шабер дейді. Онымен артық ойылған жерлерін және дұрыс жасалмаған сызықшаларын жоюға болады.
Үлкен тақталарды үстелдің үстіне бекітіп қойып, оның жан-жағында жүріп, сызықшаларды керекті бағыттарда сыза берсе болады.
ІІ. Инемен жұмыс істеу техникасы
Ақ сызықпен жасалған сурет. Суретті қаламмен шынының күңгірт жағына салған соң, тақтаны ыңғайлы болу үшін жантайған үстел үстіне орналастырады. (13, 14 сурет) .
Иненің ақ сызықшалары және суреттің қара сызықтары сұр фонда жақсы көріну үшін, шынының астына қоңыр-сұр қағаз немесе картон қойылады. Иненің іздері анық көріну үшін жарық сол жақтан кесілген жерге түсу керек, ал тақтаның беті көлеңкеленіп тұру керек. (16 сурет) .
Қара сызықпен сызылған сурет . Суретшілердің көбісі ақ фонға түскен қара сызықпен жұмыс істейді. Ол үшін шыны астына ақ қағаз қойылып, инемен жасалған сызықтар артынша қара бояумен немесе көмір ұнтағы қосылған маймен боялады. Артық бояу тақта бетінен сүріліп тасталады. Осы мақсатпен Қытай тушінің әлсіз ерітіндісін немесе қара акварель пайдаланып, гравюра сызықтарына бояу жаққышпен жағылады.
Айнамен жұмыс. Тақта бетінде керісінше сурет пайда болу үшін айнаны пайдалануға болады. Оригиналды шыны бетіне түсірілуі тұрғысынан көру үшін парақтың жоғарғы шетін өзіне қарай аударып, төменгі жағына айнаны қою керек. Айнаны пайдалану гравюралауды әлдеқайда жеңілдетті.
Тақта бетінде заттың өзіне қарап сурет салған кезде де айна қолданса болады. Ол үшін суретші түсіріліп жатқан затқа артқарап тұрып, оның айнадағы бейнесін тақтаға түсіреді.
Мысалға, француз суретшісі Мерион (1825-1865) Париж көрісітерін айна арқылы түсірген екен. Дж. А. Пиранези де (1720-1778) боялған тақталарға Рим көріністерін түсірген кезде айна қолданған.
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz