Насостық-компрессорлық құбырларды жөндеу және сынау технологиялары: техникалық сипаттамалар, бақылау әдістері және өндірістік қауіпсіздік

МАЗМҰНЫ:
КІРІСПЕ4
- НАСОСТЫҚ - КОМПРЕССОРЛЫҚ ҚҰБЫРЛАР5НКҚ-дың тағайындалуы мен техникалық сипаттамасы5НКҚ құрылғылары мен қолданылуы . . . 5
- НКҚ ЖӨНДЕУ (НКҚЖ) БАСҚАРМАСЫ. 7НКҚ жөндеу бойынша цехтың сипаттамасы . . . …. 7
2. 2. Жалпы техникалық сипаттама. 7
3. СЫНАУ ЖӘНЕ БАҚЫЛАУ. . 11
3. 1. Цехтағы сынау және бақылау. 11
- Сынау түрлері. . 12
4. ӨМІР ҚАУІПСІЗДІГІ. 18
- Өндірістік зиянды және қауіпті факторлар. . 18
4. 2 Зиянды және қауіпті факторлардан қорғану әдістері мен құралдары. . 19
ҚОРЫТЫНДЫ. . 21
Пайдаланылған әдебиеттер тізімі. . 22
КІРІСПЕ
Ерте ме, кеш пе насостық-компрессорлық құбырларды (НКҚ) пайдалану мүмкін емес болады, себебі оның ішкі диаметрі тартылады немесе бұрандасы (резьба) жартылай бүлінеді. НКҚ-дағы зиянды қалдықтармен және коррозиямен күресте көптеген серіктестіктер алдыңғы қатарда. Эксплуатациядағы құбырлардың қорғаушы сапаларына ықпал тигізе алмағандықтан, мұнай өндіруші мекемелер мұндай құбырларды сүйменге (в лом) немесе НКҚ-дан барлық зиянды қалдықтарды тазартып, жөндеу кешенінің арнайы құрылғысының көмегімен жанадан бұранда кеседі.
Мұнай өндіруші кәсіпорындардың жөндеу базаларында мұндай цехтарды әр түрлі вариантта жабдықтауды қазақстандық кәсіпорындардың бірі - «Techno Trading LTD» ЖШС (НКҚ жөндеу басқармасы) ұсынады.
- НАСОСТЫҚ - КОМПРЕССОРЛЫҚ ҚҰБЫРЛАРНКҚ-дың тағайындалуы мен техникалық сипаттамасы
Насостық-компрессорлық құбырлар жағалау (обсадной) құбырларының ішінде сұйықтықтар мен газдарды тасымалдау үшін мұнай, газ, айдауыш (нагнетательный) және су іркуіш (водозаборный) ұңғыларды пайдалану процесі кезінде қолданылады. НКҚ құбырлары бір-бірімен муфталық бұрандалар арқылы қосылады.
Насостық-компрессорлық құбырлардың бұрандалар арқылы мына қызметтерді қамтамасыз етеді:
- Ұңғы сабағынан күрделі профильдер колоннасының өтуі;
- Күш түсірудің барлық түріне жеткілікті беріктік және құбыр колонналарын біріктіру үшін керекті ауа кірмейтіндік (герметичность) ;
- Талап етілетін беріктік пен жөндеуге жарамдылық.
Насостық-компрессорлық құбырлар келесі техникалық шарттар және олардың комбинациялары бойынша дайындалады:
- Ұштары сыртқа шығарылған ТУ 14-161-150-94, ТУ 14-161-173-97, АРI 5СТ бойынша;
- Тегіс жоғары герметикалық ГОСТ 633-80, ТУ 14-161-150-94, ТУ 14-161-173-97 бойынша;
- Полимерлік материалдан жасалған қатты түйіні бар құбырлар ТУ 14-3-1534-87 бойынша;
- Тегіс, созылуға және суыққа төзімді жоғары герметикалық тегіс ТУ 14-3-1588-88, ТУ 14-3-1282-84 бойынша. [5]
1. 2. НКҚ құрылғылары мен қолданылуы
Құрылымдық НКҚ тікелей құбыр мен муфта болып табылады. Сонымен бірге муфтасыз ұштары сыртқа шығарылған насостық-компрессорлық құбырлар да бар.
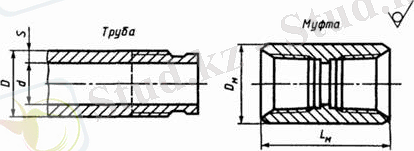
1-сурет. Тегіс жоғары герметикалық құбыр және оның муфтасы

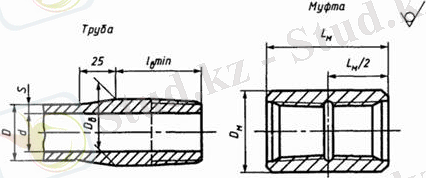
2-сурет. Тегіс насостық-компрессорлық құбыр және оның муфтасы
3-сурет. Ұштары сыртқа шығарылған насостық-компрессорлық құбыр және оның муфтасы
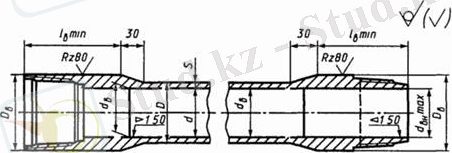
4-сурет. Ұштары сыртқа шығарылған насостық-компрессорлық құбыр муфтасыз [1]
- НКҚ ЖӨНДЕУ (НКҚЖ) БАСҚАРМАСЫНКҚ жөндеу бойынша цехтың сипаттамасы
НКҚЖ басқармасы 2006 жылы негізделді және 2007 жылы пайдалануға берілді. Бұл басқарма насостық-компрессорлық құбырларды жөндеудің толық циклін өткізуге мүмкіндік беретін қазіргі заманғы құрылғылар кешенімен жабдықталған.
Басқарма Маңғыстау облысының Жетібай кен орнында орналасқан. 5 корпустан және алдын-ала жуу бөлмесінен тұрады, жылумен, газбен, электроэнергиямен қамтамасыз етілген.
Жөндеуге түскен құбырлар алдын-ала (предварительно) сорттаудан кейін алдын-ала тазалау учаскісіне әкелінеді. Мұнда жарамсыз НКҚ-ларды визуалды түрде шығарып тастайды. Шартты жарамды НКҚ ыстық жууға (горячая мойка) келіп түседі. Жуудан кейін транспорттық жүйелердің көмегімен сорттау бөліміне әкелінеді. Бұл бөлімде бақылаудан кейін НКҚ-ларды 2 бағытқа бөледі:
- Тұзды қалдықтары бар құбырлар қатты қалдықтарды тазарту бөлімшесіне келіп түседі. Мұнда НКҚ-лардың ішкі қабатындағы қалдықтарды тазалайды.
- Тұзды қалдықтары жоқ НКҚ транспорттық жүйе бойынша жөндеудің негізгі бөліміне жіберіледі. Негізгі бөлімде құбырлар жөндеудің толық циклінен өтеді. Құбырлар қатты қалдықтардан тазарғаннан кейін де жөндеу бөліміне транспорттық жүйемен жеткізіледі.
Жөндеу жұмыстары біткеннен кейін НКҚ дайын өнімдердің қоймасына әкелінеді.
Цех өнімділігі мыналарды құрайды:
-НКТ Ø 73х5, 5 -1000 құбыр/тәу дейін.
-штангалар - 800 дана/тәу дейін.
Бүгінгі күнде басқармадағы жұмысшылардың саны 400-ден асады.
2. 2. Жалпы техникалық сипаттама
І. НКҚ жөндеу бөлімі
- Өнімділік, 1000 құбыр/тәу дейін.
- ГОСТ 633-80 бойынша НКҚ шартты диаметрі - 73, 89мм.
- НКҚ ұзындығы - 5, 5 ÷ 10, 5м.
Негізгі операциялардың атауы, құрылғылардың сипаттамасы
Пайдаланатын сұйықтық - су,
Судың жұмыстық қысымы - 23, 0 - 40, 0 МПа-ға дейін.
Судың температурасы -цехтық (цеховая) .
Бақыланатын параметрлер: құбыр материалының тегістігі, қалыңдықты өлшеу;
Жарамсыз құбырлар бөлімшесінің шекарасын анықтау.
II. НКҚ-ды қатты, тұзды қалдықтардан тазарту бөлімі.
- Өнімділік, 1000 құбыр/тәу дейін.
- ГОСТ 633-80 бойынша НКҚ шартты диаметрі - 73, 89мм.
- НКҚ ұзындығы - 5, 5 ÷ 10, 5м.
Негізгі операциялардың атауы, құрылғылардың сипаттамасы
3. СЫНАУ ЖӘНЕ БАҚЫЛАУ
3. 1. Цехтағы сынау және бақылау
1. Дефектоскопияның автоматталған желісі
Беріктігі бойынша сортталған муфталы НКҚ-ды жөндеу және қалпына келтіру кезінде электромагниттік әдіспен бұзбай бақылау үшін арналған. Басқару программаланған командо-бақылаушының көмегімен жүзеге асады. Желі құрамына "УРАН-2000М" дефектоскобының қондырғысы (установка) кіреді.
Бұрыннан бар құрылғымен салыстырғанда желінің бірнеше артықшылықтары бар.
Автоматты режимде жүзеге асырылады:
- әлдеқайда үлкен кешенді дефектоскопия және құбырлар мен муфталардың сапасын бақылау;
- НКҚ мен муфталарды беріктігі бойынша сұрыптау және іріктеу;
- НКҚ сапасының сенімділік көрсеткіштерін алу;
- Құбырдың ақаулы жерлерінің шегін анықтау
2. НКҚ және муфталар үшін "УРАН-2000М" дефектоскопия қондырғысы
Құрылғы дефектоскопияның автоматталған желісінің құрамында жұмыс істейді және НКҚ-дың сапасын келесі көрсеткіштер бойынша тексеруге арналған:
- тегістіктің бұзылуының бар болуы;
- құбыр қабырғасының қалыңдығын бақылау;
- құбырлар мен муфталарды «Д», «К», «Е» топтарына беріктігі бойынша сорттап талдау.
Құрылғы құрамы:
- өлшейтін бақылаушы (контроллер) ;
- бақылаушының жұмыс үстелі;
- құбырдың беріктік бойынша тобын бақылау датчигі (басқару пультімен, индикациямен) ;
- муфтаның беріктік бойынша тобын бақылау датчигі (монитормен) ;
- дефектоскопияның датчиктер кешені;
- индикация құрылғысының мониторы;
- қалыңдықты өлшеу датчиктерінің кешені;
- ақпараттық қамтамасыз ету;
- сигналдарды өңдеу блогы;
- жұмыс үлгілерінің кешені;
- индикация құрылғысының бақылаушысы.
Құрылғы келесі режимдер бойынша жұмыс істейді:
- тегістіктің бұзылуын бақылау (дефектоскопия) ГОСТ 633-80 бойынша;
- құбыр қабырғасының қалыңдығын ГОСТ 633-80 бойынша бақылау;
- муфта мен құбырдың химиялық құрамын бақылау;
- НКҚ және муфталардың беріктік тобын ГОСТ 633-80 бойынша бақылау;
- Индикация құрылғысы бойынша нәтижелерді шығару.
3. Гидросынау қондырғысы
Оралған муфталы НКҚ-ды жөндеу және қалпына келтіру жұмыстары кезінде беріктікке және герметикалыққа ішкі гидростатикалық қысым арқылы сынау үшін арналған.
Сыналатын қуыстың гермитикалылығы НКТ және муфтаның бұрандалары бойынша іске асады. Құрылғының жұмыс аймағы сынау кезінде көтерілетін қорғаушы экранмен жабылады.
Құрылғының жұмысы автоматты режимде программаланған командо-бақылаушының басқаруымен жүзеге асады.
Артықшылықтары:
- ГОСТ 633-80 сәйкес бақылаудың жоғары сапасы;
- құрылғының сенімді жұмыс жасауы, құбыр каналының жону қалдықтарынан жуылуы қарастырылады;
- өндірістік аумақты маңызды үнемдеуде өндірістік қызметкердің сенімді қорғалуы. [2]
3. 2 Сынау түрлері
НКҚ құбырлары келесі сынаулардан өтуі қажет:
- созылуға сынау
- майысуға сынау
- қаттылыққа сынау
- соққыға сынау.
3. 2. 1 Созылуға сынау
- Созылуға сынау (балқуды бақылау)
ГОСТ-633. 80 стандарты бойынша өндірушілердің құбыр жасап шығаруы үшін пайдаланатын болаттың әрбір балқуына бақылау есебінде созылуға сынау жүргізілу міндетті. Электрмен балқытып біріктірілген (электросварка) құбырлар үшін созылуға сынау құбырды дайындау кезінде немесе дайын құбырға жасалуы керек (өндірушінің қалауы бойынша) .
Құбырдың ұзындығына өткізілген балқуды бақылау сияқты сынау сыналатын партия үшін бұйымның сыналуы болып есептеледі.
- Cынау үшін үлгілер - Жалпы жағдайлар
Үлкен (полное) денелерді созылуға сынау үшін үлгілер жолақ немесе дөңгелек кесек (круглый брусок) түрінде болуы керек. Жапсарсыз (бесшовный) құбырлардан алынған жолақ түріндегі үлгілер өндірушінің таңдауы бойынша құбырдың кез келген жерінен сұрыпталуы керек. Дөңгелек кесек түріндегі үлгілер қабырғаның ортасынан алынады. Дәнекерленген құбырдан алынған жолақ түріндегі үлгілер жапсардан (шов) 90°- төмен шамасында алынуы тиіс. Немесе өндірушінің таңдауы бойынша дайындаудан прокаттаудың параллель бағытына және шеті мен центрінің ортасындағы шамада алынады.
Термиялық өңделген құбырлар үшін созылуға сынау үлгілері өндірістік желідегі соңғы термоөңдеуден өткен құбырлардан алынады.
Жолақ түріндегі үлгілердің барлығының ені ұзындығына сәйкес шамамен 38мм болуы керек.
- Сынау үшін үлгілер - Муфталар, жеделдетілген (ускороченные) құбырлар, аксессуарлар үшін қосымша талаптар
Бойлық (продольные) үлгілер үшін созылуға сынау муфтаға, жеделдетілген құбырлардың материалына немесе аксессуарларға және жеке түрде дайындалған, термоөңделген муфтаға, соңғы термоөңдеуден өткен жеделдетілген құбырлар мен аксессуарларға байланысты. Созылуға сыналатын үлгі жолақ түрінде болуы керек, немесе құбырлық бұйымның қабырғасы 19. 1 мм-ден асса, онда үлгі диаметрі 12. 7мм болатын дөңгелек үлгі болуы керек.
Муфтаның материалы, муфталық дайындау немесе жеке үзындық негізінде термоөңдеуден өткен жеделдетілген құбырлар немесе аксессуарлар үшін созылуға сынау үлгілері бұйымнан алынуы керек. Жеделдетілген түрде кесілген жолақ түріндегі үлгілер өндіруші мен тұтынушының өзара келісімі бойынша пайдаланылады.
- Сынау әдісі
Бойлық үлгілерді сынау кезінде созылу қасиеті анықталады. Созылуға сынау үлгілердің көмегімен және бөлме температурасында жүзеге асады. Бұл сынаулар жүргізілу кезінде деформацияның жылдамдығы ISO 6892 немесе ASTM А370 талаптарына сәйкес болуы керек.
Созылуға сынау жүргізілетін машиналар кез келген сынау алдында 15 айдың ішінде ASTM Е83 процедураларына сәйкес калибрлеуден өткізілуі тиіс.
- Сынауды жоққа шығару
Егер созылуға сынау үшін үлгілер сәйкессіз механикалық өңдеуді немесе ақауды көрсетсе, онда бұл үлгі жарамсыз болып табылады және жаңасына ауыстырылады.
- Қайтадан сынау - С90, Т95 және Q125 типті муфтадан, муфталық құбырлардан, жеделдетілген құбырлардан немесе аксессуарлардан басқа барлық бұйымдар
Егер партияны ұсынатын созылуға сынау тапсырылған талаптарға сәйкес болмаса, өндірушілер берілген ерітіндіні көрсететін үш қосымша ұзындықта қайтадан сынау жүргізе алады.
Егер барлық қайталанатын сынаулар талаптарға сай болса, онда партия жарамды болып есептеледі.
Егер бастапқы сынауда сыналған бір үлгі бұл сынаудан өтпесе немесе бір не одан да көп қосымша сыналған үлгілер бұл сынаудан өтпесе, өндіруші партиядағы қалған ұзындықтардың арасынан біреуін таңдап алып сынай алады.
- Қайтадан сынау - С90, Т95 және Q125 типті муфта, муфталық құбырлар, жеделдетілген құбырлар немесе аксессуарлар
Құбыр ұзындығы есебінде термоөңделген материал үшін созылуға сынау үлгісі тапсырылған талаптарға сәйкес болмаса, өндіруші сенімсіз құбырдың екі ұшына да сынау жүргізеді немесе ұзындықты жарамсыз деп белгілейді. Муфта ұзындығының, жеделдетілген құбырлардың немесе аксессуарлардың квалификациясы үшін қосымша сынаулар жүргізілмейді. Екі сынақтың нәтижелері тапсырылған талаптарға сәйкес болуы керек немесе ұзындық жарамсыз деп танылуы керек. Жарамсыз ұзындықтар қайтадан термоөңдеуден және жаңа лот ретінде қайтадан сынаудан өте алады.
Муфталық дайындау немесе бұйымның жеке ұзындықтары есебінде термоөңделген материалдар үшін созылуға сынау үлгілері тапсырылған талаптарға сәйкес болмаса, өндіруші күдікті партияны қайтадан термоөңдеуден өткізеді немесе бұл күдікті партияны қайтадан үш рет сынаудан өткізеді.
Егер бір немесе одан да көп сынаулар талаптарды қанағаттандырмаса, онда партия жармсыз деп танылады. Өндіруші бұл партияларды жаңа лоттар ретінде қайтадан термоөңдеу немесе сынаудан өткізе алады.
- Майысуға сынау
- Сынау үшін жалпы талаптар
Майысуға сынау дәнекерленген құбырлардың барлығына да D/t қатынасымен жүргізіледі.
Параллель плитамен байланыстыратын жапсар (шов) 0° жағдайда болуы керек (12сағ немесе 6сағ сияқты анықталады) . 90° жағдайдағы жапсар - 3сағ немесе 9сағ.
- Сынау үшін үлгілер
Үлгілер сақина түрінде немесе кесілген ұштар (ұзындығы 63. 5мм-ден кем емес) болуы керек.
Ораманың әр түрлі ұзындығын кескенде алынған құбырда бір бұйымның бір ұшын сынау келесі құбырлық бұйымның шектесетін ұшын сынауды көрсетуі керек.
Егер құбыр сынатын болса, үлгі құбырдан сынбас бұрын алынады.
Үлгілер термоөңдеуден бұрын кесіліп алынады және ұсынылған құбыр өтетін термоөңдеудің түрінен өте алады. Егер партия сынаулары қолданылса, мына сақтық шараларын қабылдау қажет: үлгілер өздері кесіліп алынатын құбырлардың ұзындығымен сәйкес келуі керек.
Әр партиядағы әр балқыма (плавка) майысуға сынаудан өткізілуі тиіс.
3. Сынау әдісі - Құбырдың толық емес денесін термоөңдеу
Сынау үшін үлгілер параллельді плиталардың арасында жаншылуы керек. Әр екі майысқан үлгінің біреуі 90° кезінде жапсармен майысады, ал екіншісі - 0° бұрышпен. Құбырдың қарама-қарсы қабырғалары түйіскенше үлгілер майысуы керек.
4. Сынау әдісі - Құбырдың барлық жерін термоөңдеу
Сынау үшін үлгілер, максималды иілу нүктесіндегі жапсармен, параллельді плиталардың арасында жаншылуы керек және инспектордың қалауы бойынша бөлек созылуға сынау жүргізіледі (максималды иілу нүктесіндегі жапсармен) . Құбырдың қарама-қарсы қабырғалары түйіскенше үлгілер майысуы керек.
5. Қайтадан сынау
Бір ұзындықты ұсынатын кез келген сынау үшін үлгі тапсырылған талаптарға сәйкес келмесе, өндіруші құбырдың бір ұшынан кесілген үлгілерге қосымша сынақ жүргізе алады. Егер партияны ұсынатын ұзындықтан кесілген кез келген сынау үшін үлгі тапсырылған талаптарды қанағаттандырмаса, онда өндіруші сол партияның екі қосымша ұзындықтарынан кесілген үлгілерде сынауды қайталай алады. Егер бұл сынаулар талаптарға сәйкес келсе, бастапқы алынған ұзындықтан басқа, партияның барлық ұзындықтары жарамды болып есептеледі. Қайта сынаудың кез келген үлгісі талапқа сәйкес келмесе, өндіруші партияда қалған жеке ұзындықтардан кесілген үлгілерді сынай алады.
Өндірушінің таңдауынша, құбырдың кез келген партиясы термоөңделеді және жаңа партия есебінде сыналады. [1]
- Қаттылыққа сынау
- Сынау үшін үлгілер
Қаттылыққа сынау үшін үлгілер, ГОСТ-633. 80 стандартында қарастырылғандай, ұзындықтың ұшынан кесіліп алынады және сыналады.
Дөңгелекті соңынан кескенде, сынау дөңгелек жақта жүргізіледі.
Қаттылыққа сынаудың беткі жағы параллельді және тегіс шлифтелуі тиіс, қабыршақсыз, майлаусыз болуы керек.
- Сынау әдісі
Қаттылыққа сынау ISO 6508-1 сәйкес немесе ASTM Е18 Роквелла бойынша сынау не ISO 6506-1 сәйкес немесе ASTM Е10 Бринель бойынша сынау арқылы жүргізіледі.
ГОСТ-633. 80 стандартында сынаудың екі түрі қолданылады:
а) жеке таңбаны қосқанда сыртқы бетті сынау;
б) көптеген таңбаларды қосқанда қабырғаның бүкіл қалыңдығын сынау.
Сыртқы бетті сынау не Роквелла бойынша, не Бринель бойынша жүргізіледі және бақылау процесінде өнімді қабылдау кезінде қолданылады.
Қабырғаның барлық қалыңдығын сынау Роквелла бойынша жүргізіледі және максималды қаттылықпен өнімді қабылдау кезінде қолданылады. Қабырғаның барлық қалыңдығын сынау өнімнің осінен көлденең жасалады. Дөңгелек құбырдың ұшынан алынып тасталғанда, қаттылыққа сынау өнімнің соңғы жағында өткізіледі. Қаттылықтың әр блогындағы немесе дөңгелек квадранттағы (кольцевой квадрант) бірінші таңба қателіктің болуын азайту мақсатында еленбеуі мүмкін.
Әдетте қабырғаның барлық қалыңдығын сынау Роквелланың С-шкаласында өткізіледі. Қаттылық деңгейі 20 HRC-дан төмен материалдарға Роквелланың С-шкаласын қолдану рұқсат етіледі. 20 HRC-дан төмен қаттылық көрсеткіштері мен мәндерінің бағасын абайлап өткізу керек. Роквелланың С-шкаласы бойынша зертханалық қаттылыққа сынау шиеленіс жағдайында арбитражды әдіс есебінде қолданылуы тиіс. Роквелла бойынша В-шкаласының қолданылуы қаттылық деңгейі 20 HRC-дан төмен болғанда рұқсат етіледі. Бірақ қаттылық деңгейі 20 HRC-дан төмен болғанда көрсеткіштер дәл емес болуы мүмкін, оларды қаттылықтың мәнін есептеу үшін қолдануға болады. Роквелла бойынша қаттылық көрсеткіштері мен мәндері келіспеушіліктерді азайту үшін бірінші ондық дәрежеге дейін тіркелуі керек. Қаттылық мәндері Роквелланың С-шкаласы сияқты тіркелуі тиіс. Егер тапсырыста А. 9 SR15 көрсетілсе, өндіруші бұл мәліметтерді тапсырушыға ұсынады.
Бринель бойынша қаттылық мәндері үш мәнді санға дейін дөңгелектенеді және сынау шарттары жазылып отырады, қолданылады: 29, 42 kN (3000kgf) ерекшеленетін сынау күші, шардың диаметрі.
Роквелланың С-шкаласы сәйкессіздік жағдайында рефери ретінде қолданылады.
- Сынауларды жоққа шығару
Егер сынау үшін үлгі тиісті емес механикалық өңдеуді немесе ақауларды көрсетсе, онда ол жойылады да жаңасына ауыстырылады. [4]
- Соққыға сынау
- Сынау үшін үлгілер
Соққыға сынау үшін үлгілер майысқан құбырлық бұйымдарды механикалық өңдеу нәтижесінен алынған үлгілер болмауы тиіс.
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz