Бұрғы қондырғысының жетегі: қозғалтқыш түрлері, қуатты анықтау, муфталар мен жылдамдық қораптары

2 - Тарау.
Бұрғы қондырғысының жетегі.
§ 1. Жетекті қозғалтқыштардың қуаты мен түріне қарай, энергетикалық және өндірістік технологиялық таңдауға тапсырыс.
Бұрғы қондырғысының жетегі - механизмдерге қозғалыс беру үшін арналған.
Жетек, әртүрлі терендіктегі, түрлі физика - механикалық қасиеттерге ие тау - жыныстарын талқандауға, тау - жынысын талқандаушы құралдардың үйкеліс күшінарттыруға, бұрғы құбырының айналуы кезінде бұрғылау сұйығының кедергісі пайда болуына, қандай жылдамдықта болмасын бұрғы снарядын көтеріп - түсіруді қамтамасыз етуге қажеттті қуатына байланысты таралуы тиіс.
Энергия тартуына байланысты жетек - жеке, топты (групповой) және көп қозғалқышты болып бөлінеді. Топты жетекте, бұрғылау қондырғысының барлық орындаушы механиздері, бір қозғалтқыштың қозғалысына келтіріледі. Жеке жетекте әрбір орындаушы механизм, өзінің қозғалтқышының қозғалысымен жүреді. Көп қозғатқышты жетекте механизмдердің бір бөлігі бір қозғалтқышпен біріктірілсе, қалған бөлігі басқа қозғалтқышқа біріктіріледі. (мыс: айналдырғыш пен лебедка бір қозғалтқышпен жұмыс жасаса, жуушы сорап басқа қозғалтқышқа қосылған) .
Геолоиялық барлау ұңғымаларын бұрғылауға арналған станоктар мен қондырғылар арасында топты, және көп қозғалтқышты жетектер кеңінен таралаған. Ал жеке жетек, терең ұңғымаларды бұрғылауға арналған қондырғыларда қолданылады.
Жеке жетектің ең бір артықшылығы, бұрғылау қондырғысы аралық беріліс механизмдерсіз - ақ жинақталады. Осыған байланысты құны төмендеп, өндіру, жөндеу жұмыстары жеңілдейді. Сол себепті соңғы кездегі геологиялық барлау жұмыстарын бұрғылау станоктарында жеке жетектер кеңінен қолданылады.
Бұрғылау қондырғысының жетегіне энергия көзі ретінде алынған қозғалтқыш түріне байланысты мынадай түрлерге бөлінеді - электірлік жетек, іштен жану қозғалқышының жетегі, гидравликалық және пневматикалық жетектер.
Электрлік жетек.
Электрлік жетек бұрғылау құрылғыларында, тиімді әрі ыңғайлы болғандықтан кең қолданылады. Бұрғылау құралғыларында әрбір орындалатын механизмдер (айналдырғыш, лебедка, жуу сорабы) жеке приводпен қамтамасыз етуі трансмиссиялау мен басқаруды жеңілдетеді. Двигательдерді қолдану қауіпсіздігі ұңғыларды бұрғылауда тек жоғарғы жағына ғана емес, жер астында да қоланылады. Эксплуатацияда да тиімді әсіресе арзан токты электрлік жүйеде қолданғанды; әрдайым іске дайын; жоғарғы салмақ көтерушілік қабілет (1, 7 - 3, 0 салмақ көтереді) ; жоғарғы диапазон және шектеулі жылдамдықта жұмыс қозғалысын қосымша механикалық қондырғысыз жеңіл қадағаланады (үнемі тоқ қозғалқыштарында) ; жұмыс кезінде дыбысы шықпайды; үлкен емес габаритттік өлшемдер мен массалар электрлік жетектің ең негізгі кемшілігі. Жетектің қажеттілік аймағы - геологиялық барлау жұмыстарында электр жүйесіндегі керекті деңгейдегі қуатты немесе қозғалмалы электр станциясының бар болуы.
Іштен жану қозғалқышының жетегі.
Іштен жану қозғалқышының жетегі стационарлық және өзі жүретін бұрғылау құрылғыларында кең қолданыс тапты. Онда карбюраторлық және дизельдік қозғалтқыштарды қолданады. Іштен жану қозғалтқыштарының негізгі тиімділігі әрдайым жұмысқа дайын және сыртқы энергия көздеріне тәуелсіз. Сонымен қатар іштен жану қозғалқыштары аз мөлшерде артық салмақ көтеруге қабілетті. (1, 1 - 1, 2), олар үлкен пускілік моментті дамыта алмайды, бұл салмақ астындағы двигательді іске қосу мүмкіндігінен айырады. Кейбір жағдайда фрикциондық муфтаны құру қажет. Ол қозғалтқыш жүрген кезде өшіруге мүмкіндік береді.
Егер іске қосу моменттерінің тендігін ескерсек, электр қозғалтқыштар мен іштен жану қозғалтқыштарының максимальді кездегі қатынасында (1, 7 - 2, 2) / (1, 1 - 1, 2) = (1, 4 - 2) іштен жану қозғалқышының жоғарғы қуатын қабылдайды. Ақырында бұл құрылымның төмендеуі мен жанармайдың көп мөлшерде жұмсалуына әкеп соғады.
Бұрғылау құрылғыларында біліктері аз мөлшерде айналатын қозғалт -қыштарды қолданған артық, себебі олар көп жұмыс ресурстарын қамтамасыз етіп және трансмиссияны жеңілдетуге мүмкіндік береді. Сондықтан дизельдік қозғалтқыштар ең қолайлы және карбюраторлық қозғалтқыштарға қарағанда экономикалық тиімді.
Бұрғылау құрылғыларында жетек ретінде көп қолданылатын дизельдік двигатель 2ч - 8, 5/11, Д - 37, Д - 48, Д - 65, СМД - 14 (дв) қозғалтқыштары және бензинді қозғалтқыштар « Достық 4 », Л - 6/3, УД - 25 және т. б. өзі жүретін бұрғылау қондырғыларында жетек қозғалтқыштың жетегі, көліктерге, автомобильдің карбюраторлық қозғалысы немесе трактор дизелі.
Гидравликалық жетек.
Бұрғылау станоктарында қазіргі кезде гидравликалық жетек кең қолданып жүр. Бұл жетекте қозғалқыш есебінде гидромоторлар қолданылады, ол айналдыру, лебедка, насос іске қосу үшін құрылады. Сонымен қатар гидравликалық жетек беру механизмінде патрондарды қысқышпен қысу үшін пайдаланылады.
Гидравликалық жетектің тиімді жағы - кең аймақта құралдың айналу жиілігін сатысыз қадағалау. Төменгі қозғалыс жылдамдығында қосымша редукторсыз жұмыс істеу қабілеттілігі, механикалық пен салыстырғанда гидравликалық құрал - жабдықтар компактілі, жұмыс баяулығы, механизмді артық күшпен қорғау.
Гидравликалық жетектің кемшілішгі механикалық жетекпен салыстырғанда ПӘК төмен, температуралық режимге өте сезімтал, жоғары деңгейде майды тазалау және оған сыйымдылық көлемін арттыру, гидромоторлардың қымбаттылығы мен тапшылығы, әсіресе баяу реттелетідігі.
Пневматикалық жетек.
Пневмтикалық жетектерді, терең емес ұңғыларды бұрғылау үшін арналған станоктарда қолданады. Пневматикалық жетек маңыздылығы - жерасты ұңғымаларын бұрғылағанда көрінеді, себебі онда жарылыс қауіпшілігіне байланысты электрлік жетекті қолдану қиындығы туады.
Пневматикалық жетектің тиімділігі жұмыс баяулағы, конструкциясының қиын еместігі, жеңіл және жайлы қолданылуы.
Пневматикалық жетектің кемшілігі ПӘК төмен, қысымның шектеулігінен қуат амалсыздан төмендейді оны компрессордан алуға болады, пневможүйедегі қысым жоғалады, жұмыс кезінде шу пайда болады.
§ 2. Жетекті қозғалқыштың қажетті қуатын анытау.
Бұрғылау станогін жобалауда қозғалқыштың қуатын анықтау екі негізгі мақсатты орындау үшін қажет. Біріншісі, бұрғылау снарядын түсіріп, көтеру үшін қозгалқыштың қуаты жеткілікті болу қажет, бұрғылау трубаларының колонкаларының айналуы барлық диапазон жиілігі мен осьтік күштің ұңғыма астыңғы бөлігі.
Екіншіден, қозғалтқыштың қуаты станок элменттерін ұзақтық пен беріктігіне есептеу үшін негізгі параметрлерінің бірі.
Жұмысқа қажетті режимді қамтамасыз етіп ұңғымаларды бұрғылауда шығатын артық қуат өндіру мен шығарғандағы бағасы станок көлемі мен салмағының ұлғаюына әкеліп соғады.
Егер де қозғалтқыш қуаты қажет жағдайдан төмен болса жұмыстың есептеу режимін орындау мүмкін емес, бұрғылау мен көтеру тек қана төмен жылдамдықтағы шығарылымның төмендеуі мен жалпы бұрғылау жұмысының эффектілігінен жүзеге асады.
Жетекті қозғалтқыштың рационалды қуатын таңдау қиынырақ, себебі ұңғыманың астыңғы бөлігінің бүліну процесі толық зерттелмеген және ұңғыма диаметрі мен терендігі, геолого - техникалық жағдайлары, бұрғылаудағы тау жынысының қаттылығы т. б. әртүрлі бұрғылау құбырдарының жинақтары айналғанда қажалуға күш кетеді.
Әртүрлі бұрғылау әдістерінде жетекке қажетті қуатқа байланысты келтірілген рекомендацияларға негізделіп, өнім - аналогтарындағы өндіріс - тәжірибесін ескеріп, жаңа бұрғылау станоктары мен құрылғыларын проектілеуде бастапқы жетек қозғалтқышындай және орыналу механизміндей қажетті деңгейде нақты рекомендация ретінде неғұрлым толық жұмыстарда беріледі [25; 6; 22] ол операциялар ұңғымаларды әртүрлі мақсаттағы бұрғылау құрылғыларының орындалу механизмінің талаптарынан тұрады.
3 - Тарау.
Бұрғылау станоктарының жалғастыру элементтері.
§ 1. Муфт таңдау.
Қосылғыш элементтер (муфт) деп біліктерді бір - бірімен немесе қасындағы (детальдармен) бөлшектермен айналым кезінде бұрғылау снарядтарына беру үшін қосылатын құрылыс.
Муфта типін таңдау ең алдымен белгіленген орнымен, конструкциясының қарпайымдылығымен, жинау мен монтаж кезіндегі жайлылығымен анықталады.
Бұрғылау станоктарында екі білікті қосу үшін тұрақты муфталар мен уақытша қосу үшін тізбекті муфтылар қолданылады.
Тұрақты муфты ретінде кең қолданыс тапқандары фрикциондық (бұрғылау станоктарында ЗИФ - 300М, ЗИФ - 1200МР, СБА - 500, СБА - 800, УКБ - 200/300С және т. б. ) және эластикалық ( станоктарда ЗИФ - 300, ЗИФ - 650, БА - 2000) .
Тізбекті муфталар: жұдырықты және тісті мына станоктарда қолданылады. УКБ - 12/25, УПБ - 100 ГТ, ЗИФ - 650А.
Негізгі қызметтерінен басқа қосымша қызметтерді де атқарады:
- Біліктердің орналасу қатынасындағы монтаждардың дәл келмеуін өтейді.
- Біліктерді және ондағы бөлшектерді (жұдырықты, тісті, фрикциондық
муфталар) қосу және ажырату.
- Бұрғылау станоктары жұмыс кезінде вибрациялар мен зиянды
соққылардың әсерін әлсіретеді. (серпімді муфталар) .
- Артық салмақ кезінде сынудан қорғайды. (сақтандырғыш муфталар) .
- Біліктердің жұмыс кезінде электрлік изоляциясын жүзеге асырады.
Бұрғылау станоктарының трансмиссиясында маңызды айналам массалары (тісті дөңгелек, шкифтер) жеке элементтерді сынудан қорғайды. Нәтижесінде динамикалық артық салмақ пайда болады. Бұрғылау снарядын жинақтағанда қорғау муфталарын енгізу керек.
Муфтаны таңдағанда мынаны ескеру керек: айналыс кезінде муфтымен берілетін инерционды салмақтар әсер етеді. Әлі іс - әрекет болмай тұрған кезде соққы, тербеліс ұңғыманың қабырғасынан түбіне бұрғылау снаряды арқылы беріледі.
Муфтаны таңдау айналым кезінің есептеу үлкендігіне байланысты Мр, оны анықтауда қозғалтқыш түрін, муфта арқылы жалғанушы бөлшек массасының үлкендігі және айналу деңгейлерінің бірдей еместігі ескеру қажет. Есептеу кезінің көлемін жуықтап мына формула бойынша анықтауға болады.

қозғалғыш түріне тәуелді коэффициент.
(3. 1 таблицада берілген) .
айналымның бірқалыпты деңгейі мен жылдамдық массасының көлемін
ескеретін коэффициент. (3. 2 кестеде берілген) .
М - муфт арқылы берілетін ұзақ айналым көзі.
[М] - ең көп айналым көзі, муфтының типтік өлшемі үшін берілген.
Кесте 3. 1.
Коэффициент


Электрқозғалқыштар
Цилиндр санымен іштен жану қозғалқышы
1.
2.
3.
4.
0, 25
1. 20
0. 80
0. 60
0. 50
Таблица 3. 2.
Коэффициент


Айналым бірқалыпты, масса жылдамдығы өте төмен
Айналым бірқалыпты, масса жылдамдығы маңызды емес
Айналым бірқалыпты емес, масса орта көлемді
Қатты соққылар, масса жылдамдығы орта көлемді
Қатты соққылар, масса жылдамдығы үлкен көлемді
Өте қатты соққылар, масса жылдамдығы үлкен
0, 9 - 1, 0
1, 1 - 1, 2
1, 3 - 1, 4
1, 5 - 1, 6
2, 0 - 2, 5
2, 8 - 3
Кең көлемде қолданылатын муфталар стандартталған. Берілуге есептелген айналым кезінің көлемі әрбір муфтының негізгі құжаттық сипаттамасы.
§ 2. Жұдырықтық және тісті тізбектік муфталар.
Маңызды кездерді беру үшін габариттердің қысылған жағдайында жиі қоспағанда және міндетті емес баяу қосылғанда жұдырықтық немесе тістік емес муфтылар қолданылады. Сонымен қатар бұл муфтылар қатты кинематикалық жүйені немесе қатаң белгілі бір жағдайда қосуды жүзеге асыру үшін қолданылады.
Жұдырықтық муфта.
Жұдырықтың муфта 1 және 2 жартылай муфтылардан құралады (3. 1. сурет) жанында шашақ жерлері бар. Жұмыс кезінде бір жартылай муфтының шашақтары екіншісінен ішкі жағына кіреді.
Муфтаны қосып, өшіру үшін бір жартылай муфтыны осьтік бағытты қозғалмалы қылып білікке орналастырады қозғалмалы жартылай муфтыны арнайы құрылғы көмегімен шлицке немесе шпонкаға орналастыру. Қайтару вилкасын 4 - пен 5 - сақинаға біліктердің орталықтарына қызмет ету үшін орналастырады. Біліктерді алып тастау жұдырықтық муфта жұмыс қабілетін төмендетеді.
Жұдырықтық муфталарды біліктер айналған кезде қасқанда жарты муфталар бір - біріне соғылып нәтижесінде жұдырықтар бұзылады. Сол себепті бұл муфталарды артық салмақты механизмдерді қосқанда және біліктерді айналым жылдамдығының қатынасында (v ≥ 1м/с) қолдануға болмайды.
Жұдырықтық муфталардың жұмыс істеу қабілеттілігі негізінен жұдырықтарың тозуымен анықталады, ол қуаттық опырылу көлеміне және майысу сапалығы байланысты.
Жапырылу қуаты шамамен былай есептеледі барлық жұдырықта қуаттық бірдей таралу формуласымен анықталады.
(3, 2)
z - жартылай муфтылар жұдырықтар саны.
Дср - жұдырықтарды муфтыларды орташа диаметрі.
b - жұдырықтар ені.
Һ - жұдырықтар биіктігі.
[О] сн - жапырылудағы қуат.
Жұдырықтар қалыптасуында майысудың қуаты.
(3. 3)
майысу есебінде жұдырықтардың есептеу саны.

негізгі жұдрықтардың қарсыласу кехеңі.
l - жұдырықтың негізделудегі ұзындығы.
[Q] - майысудың руқсат етілген қуаты.
Тез тозбас үшін жұдырықтық жоғарғы жағы қатты болу керек. Ол үшін термоөңдеу сәйкес болу керек. Материал ретінде болат маркасы 20х немесе 18х ГТ цементтілігімен және қаттылықтың төзімділігі 4 RC 56 - 62 және болат маркасы 40х төзімділігімен ТВЧ - ден HRC 48 - 52.
Тісті муфталар.
Муфталардың құрылысы мен олардың есептеу методикасы анықталған. 3. 2. - суретте тіркегіш тісті муфта кескінделген. Мұнда 1 - құрсама, жылжымалы етіліп жасалады. Отводка арқылы бекітіледі. Берілген суретте
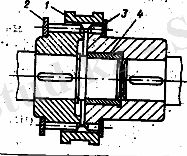
құрсама «қосылған» күйінде көрсетілген. 2, 3 дискілер шекарасы болып табылады. Төлке (4) білікті центрлейді. Сонымен қатар
подшипниктердің айналуын реттеп отырады.
Тісті жалғағыштар құрсамасыз қолданылады. Мұндағы бір жарты муфтаның тістері ішінен болса, қалғандырынікі сыртында болады. МЕСТ бойынша шығарылған муфталарды таңдаймыз. Берілген айналдыру моментін М р ескеріп,
беріктік шартын қарастырамыз. М р ≤ М ст мұндағы М ст - берілетін стандартты
муфтаның жоғарғыайналдыру моменті.
Стандартты емес тісті муфталардың шектік айналдыру моментін, келесі формуласы бойынша анықтаймыз.
 (3, 4)
(3, 4)
мұндағы: b - (ені) тістің ені; m - ілінісу модулі; z - тістер саны. σ т - муфта материалының аққыштық шегі.
Стандартты емес муфтаның жаншылу кернеуімен байланыстырып беріктікке есептейміз.

(3, 5)
шектік жаншылу кернеуі [σ]
см
=12 -15 мПа.
§ Фрикционды жалғағыштар.
Фрикционды жалғағыштар жүргізіліп жатқан технологиялық операциялардың түріне қарай, күш түсіру арқылы жүзеге асырылады.
Сонымен қатар фрикционды муфталар керннің сыналанып қалғанында, бұрғы снаряды ұңғы қабырғасында ұстап қалғанда апаттық жағдайлар кезінде қолданылады. Осындай кездерде өткір болып шығарылады, бұрғы тізбегі жинағына, жалғағыш элементтеріне белгілі мөлшерде күш түсіріледі. Фрикционды жалғағыш есебіне қатысты, үлкен салмақ берілгенде әсер ету шартын ескеріп шығарады.
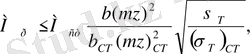
3. 3 суретінде типтік фрикционды жалғағыш көрсетілген.
1. 7 жартылай жалғағыш ойығы, жетекші және жетектегі біліктердің шетіне бекітілген. α жетектегі фрикционды диск және жеткші диск 3 орналастырылған. Муфтаны іске қосу ( осьтегі ) төлке осьтерін жалғастыру арқылы жүзеге асады. Жалғастырғыштағы рычаг (6) да (өз қызметін атқарады) әсер етеді. Муфтаны реттеп отыру гайка 4 арқылы орындалады.
Муфта арқылы берілетін айналдыру моменті:
 (3, 6)
(3, 6)
мұндағы μ - үйкеліс коэффициенті. (оның мәні 3. 3. кестесінде келтірілген) .
z - қақтығыстар үстіндегі жүмыс саны (z=z 1 +z 2 -1) .
z 1 - алғашқы шектегі дискілер саны.
z 2 - жетектегі дискілер саны.
[q] - қысым (3. 3 таблиада берілген) .
b - үстіңгі қақтығыстар ені [b=(0, 3 - 0, 6) R ср ] .
R ср - диск үстіндегі жұмыстық орташа радиусы.
[R ср =0, 5(R 1 +R 2 ) ]
R 1 - диск үстіндегі жұмыстың сыртқы радиусы.
R 2 - ішкі радиус (R 2 ) R 1 =06 - орташа мағынасы.
R v - сыртқы жылдамдықтың көлемге әсер ету коэффициенті [q] .
Дискілік фрикциондық муфтыда басым қысымы.
 (3, 7)
(3, 7)
Меншіктік қысымның фактілік мағынасы (3, 6) формуласынан q анықталады k v =1 тең болғанда.
Орташа радиусі таңдау R ср кепкен фрикциондарды қолдану (3, 4) суретте көрсетілген.
Тәуелділік соңғы деректерге құрылған:
B 1 +B 2 =1, 8 ; μ=0, 3 ; b=0, 45R CP ; [q] =0, 2мПа ; k v =1.
Таблица 3. 3.
Шыныққан құрыш
Шыныққан құрыштағы шойын
Құрыш бойынша текстолит
Шыныққан құрыштағы металкерамика
Шойын немесе құрыш бойынша асбест негізінде алынған престелген материал
0, 18
0, 15
-
0, 4
0, 3
0, 06
0, 08
0, 12
0, 1
-
0, 2 - 0, 3
0, 2 - 0, 3
-
0, 3 - 0, 4
2 - 3
0, 6 - 0, 8
0, 6 - 0, 8
0, 4 - 0, 6
0, 8 - 1, 0
-
Төменде k v - коэффициентінің қоршаған жылдамдықтан айырмашылығы берілген.
Қоршаған жылдамдық, м/с . . . 25 3 4 5 6 8 10 13 15.
k v коэффициенті . . . 1 0, 94 0, 86 0, 80 0, 75 0, 68 0, 59 0, 55.
§ 4. Сақтандырғыш муфтылар.
Сақтандырғыш муфтылар машинаны артық салмақтан қорғауға қызмет етеді. Ұңғымаларды бұрғылауда айналым кезінде бұрғылау агрегаттары істен шығып қалады.
Айналыс кезінде шектеу үшін және апатсыз бұрғылау құрал - жабдықтарын өндіру үшін станок құрлысына кейбір жағдайда сақтандыру муфталарын енгізу керек.
Механикалық сақтандырушы муфтыларды жұмыс істеу принципі бойынша мынадай топтарға бөлуге болады.
- Қосылуды автоматтандырылған түрде жүзеге асырады. Жұдырықтық бір немесе бірнеше бұрыштық қадам жасап бұрылғаннан кейін.
- Қосылуды автоматикалық түрде жүзеге асырмайтын, шынжырды үзетін және энергия ағымын тоқтататын муфтылар.
- Сырғу кезінде берілу үздіксіз қосылуды автоматты түрде жүзеге асыратын муфтылар.
Сақтандырушы муфтыларды есептеуге байқаусыз өшіруден сақтандыратын есептеу кезі. 1, 25 M max .
M max - агрегаттық қалыпты жағдайдағы жұмысында берілетін максималды кез.
Фрикциондық сақтандырушы муфтылар.
Фрикционды сақтандырушы муфтылар қысқа уақыт аралығында жиі болып тұратын артық самақтылыққа қолданылады.
Бұл муфтылар қысқа уақытқа сырғуына байланысты жоғарғы қысым болуы мүмкін. Егер де олар ұзақ уақыттағы артық күшке есептелмесе.
Мұндай муфтылардың серпігіштерін реттеп отыру керек.
Фрикционды сақтандырушы муфтылар шегіне жеткен кезде ілмектерді қысатын арнайы механизмге ие.
Сақтандырушы фрикционды муфтыларды ГОСТ 15622 - 77 бойынша таңдайды. Бұл муфтылардың есебін §3 бөлімдегі формулалар арқылы шығаруға болады.
Кесілген штив бар дискілік сақтандырушы муфтылар.
Кесілген штивті сақтандырушы муфты 3. 5 суретте келтірілген.

Айналым кезінде карданды білік 1 кесілген штифт 3 арқылы шкивке ременді жылжу беріледі 2 артық салмақ кезінде кесіледі. Нәтижесінде жылжу айналымы тоқтатылады. Механизм жұмысын қалпын келтіру үшін шкивтігі ауыстырады. Шыққан төлке онша қатты емес материал кардан мен шкив штифпен сығылуға жол бермейді. Соның нәтижесінде кесілудің нақтылы жағдайын есепке жақындатады. Құрылымның тұрақты жұмысы айналымның азғантай жиілігі біліктерді біріктіреді. (200 - 300
айн/мин) . Айналу кезінің көлемі бірнеше штифті сақтандырушы құрылым-мен шектеледі.
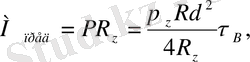 (3. 8)
(3. 8)
P - кесілген күш.
R - шкифтің осі орналасқан радиус.
z - шкифтер саны.
d - шкиф диаметрі.
τ b - кесу кезіндегі шкифт материалының шегі.
k z - шкифтер арасындағы салмақты біркелкі емес тарату коэффициенті.
Сапалықтың шегі келесідей мағынаны береді.
τ b : τ b = 0, 8σ В штиф диаметрі d = 2 - 3 мм;
τ B = (0, 7 - 0, 75) σ B штиф диаметрі d = 4 - 8 мм,
мұндағы σ В - созылғандағы штиф материалдарының сапалық шегі.
Штифтер саны z бірдей 1 немесе 2 қабылдайды, сонда сәйкес k z = 1, 0
k = 1, 2.
( Мұндай қораптардың негізгі тиімділігі айналым кезінде қатыспайтын барлық дөңгелектер тіркелуден шығып қалады. Соның нәтижесінде кесілген құрылымның негізгі элементтерінің өлшемі ГОСТ 12622 - 78.
Шкифтер үшін кесілген күштердің әртүрлі диаметрі төменде келтірілген.
Шкифт диаметрі d, мм 1, 5 2 3 4 5 6 8
Кесуші күш Р, Н 700 1300 2900 5300 8250 12000 21000
Төлкенің диаметрі D, мм 10 10 15 15 15 25 25
Келтірілген мәндер келесі шарттарға сәйкес келеді.
- 45 болат маркасынан жасалынған штифтер.
- Айналым кезі муфтымен шектеледі. (Нм) Мкр= RP
R - штифтің өсі орналасқан сыртқы радиус.
4 - тарау.
Бұрғылау станоктарының жылдамдық қорабтары.
§ 1. Жылдамдық қораптарының өндіру және технологиялық талаптары.
Жылдамдық қораптары лебедка барабандары мен айналым шпинделінің айналу жиілігін өзгертеді.
Жылдамдық қораптарының құрылымдық сұлбасы.
Қосу және өшіру тәсілдеріне байланысты жылдамдық қораптарының берілуі төрт түрге бөлінеді.
1. Жылжымалы тісті дөңгелектер және блоктың дөңгелектер қораптары, онда дөңгелектер мен блоктардың өз біліктерінде орын ауыстыруы жүзеге асады. Мұндай жылдамдықтардың ауыстыру тиісті дөңгелектерге сәйкес.
Мұнай қораптардың негізгі тиімділігі айналым кезіндегі қатыспайтын барлық дөңгелектер тіркелуден шығып қалады. Соның нәтижесінде жылдамдық қорап-тарының дөңгелектері баяуырақ тозады.
2. Қосылу муфталары бар қораптар сол арқылы тістік берілістер қосылып өшіріледі. Мұндай әдіс тік тісті және қиғаш тісті дөңгелектерді жылдамдық қораптарында қолданған кезде ұсынылады. Білік бойынша орын ауыстыруды тіркеуді енгізу мүмкін болғанмен өте қиын. Ол кезде біліктерді винттік шлиц болу керек.
3. Планетарлық берілімді қораптар (бұрғылау станоктарының планетарлық механизмді лебедкалары) тісті дөңгелектерді жұмысқа қосу тежеуіш арқылы жүзеге асырылады.
Жылжымалы тісті дөңгелектер мен тісті муфтылардың көмегімен жылдамдықтарды ауыстырудағы құрама әдісі қораптар.
Қазіргі кездегі бұрғылау станоктарында ең көп қолданылатындары бірінші және екінші түрдегі қораптар.
Бірінші түрдегі қораптарда жылдамдықтарды ауыстыру жеке тісті дөңгелектер мен блоктардың орын ауыстыруымен байланысты. Бір немесе екі венцтік блоктар кең қолданылады.
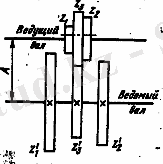
Үш венцтік жылжымалы блоктар (4. 1 - сурет) тазарту сораптарының механикалық бөлігінде кездеседі. Егер де екі венцілік блоктарда білік бойынша орын ауыстыруы кедергісіз болса, ал үш венцілік блоктарда қосымша шарттарды орындау қажет.
Үш дөңгелекті тісті блоктарды қарастырамыз. Z 1 <Z 2 <Z 3 . (4. 1 - сурет) .
Тіркелмей тұрып блокты солға ауыстыру үшін z 1 cz 1 немесе оңға ауыстыру үшін z 2 cz 2 немесе z 2 , және дөңгелек z 1 , дөңгелек z 3 - тен еркін айналым өту керек. Дөңгелектердің шығыңқы жағынан диаметрлерінің жартылай суммасы z 2 және z 3 , z 1 және z 3 - тен ось аралығы А азырақ болу керек.


Д е - тісті дөңгелектердің сыртқы диаметрі.
Бірінші шартта z 1 <z 2 орындалады, екінші шартта автоматты түрде орындалады.
Түзелмеген тісті дөңгелектерде.
 (4, 2)
(4, 2)
m - тіркелу модулі.
F 0 - тіс бысының биіктік коэффициенті.
Бұл теңдеуде A = m(z 3 + z 3 ) /2;
Z 2 +Z 3 +4f 0 < Z 3 +Z 3 . Z 3 - Z 2 > 4f 0.
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz