Дайындамаларды ажарлау және білдектердегі технологиялық өңдеу мүмкіндіктері

Практикалық жұмыс 5
Тақырыбы:Дайындамаларды ажарлау білдектерде өндеудің технологиялық мүмкіндігі
Жұмыстың мақсаты: ажарлау өңдеу процесінің негізін, негізгі білдек түрлерін, кесу құрал және технологиялық өңдеу үлгілерін үйрену
Жұмыстың міндетті:
- ажарлау білдектерінің құрылғысын және жұмыс принципін
үйрену;
- ажарлау топ білдектерінде өңдеу кезінде дайындамаларды бекіту әдістерін үйрену;
- ажарлау топ білдектерінде өңдеу кезінде кесу кұралдарын бекітуді үйрену;
- ажарлау топ білдектерінде өңдеу кезінде орындайтын негізгі технологиялық операцияларды үйрену.
Ажарлау білдектерінде дайындамаларды өңдеу
Ажарлау деп дайындамаларды ажарлағыш шарықтас көмегімен өңдеу процесін айтамыз. Ажарлаумен дәлдігі жоғары және кедір-бұдырлығы төмен тетіктерді аламыз. Ажарлаумен әр түрлі материалдардан жасалған дайындамаларды өңдеуге болады, ал шынықтырылған болаттарға және кескіш кұралдарды қайрау үшін ажарлау кең тараған пішін құру тәсілі болып саналады.
Ажарлағыш шарықтаста кажақ түйіршіктері ретсіз орналасқан, оларды байланыстырғыш материалдар ұстап тұрады (біріктірме) . Шарықтас айналған кезде түйіршіктердің бір бөліктері дайындамадан жұп-жұқа түрде материалдан жоңқа кеседі. Өңделген бетте қажақ түйіршіктердің қалған микроіздер байқалады және кедір-бұдырлығы төмен болады. Шарықтастағы түйіршіктердің жартысы кесу жұмысын жүргізбейді, бірақ кесу бетінде үйкеліс күшін туғызады, сондықтан кесу аумағында үлкен көлемде жылу пайда болады. Өңделген беттің ұсақ бөлшектері жанып, шоққа айналады немесе балқып кетеді.
Дайындамаға кажақ түйіршігі үлкен күш әсер етеді, материалда бет илемділік деформация пайда болады, оның кристалл торы өзгереді,
өңделген бетте қақталма пайда болады. Бірақ бұл эффект механикалық құралмен өңдегеннен салыстырғанда әлдеқайда төмен. Өңделетің материалдың үстінгі қабаттарының физика-механикалық қасиеттерінің өзгеруіне әкелетін жылу эффектілерін азайту үшін ажарлау кезінде майлап- суытатын сұйықтар қолданылады.
Ажарлау әдісімен кез келген бетті қалыптастыру үшін қозғалыстар болу керек: шарықтастын айналу қозғалысы және координаттық осіне бойынша жылжу, оны айналу және ось айнала қозғалыспен ауыстыруға болады. 1-суретте Д к - ажарлау шарықтастын диаметрі, Vк- оның айналу жылдамдығы, S, S, S - көлденең беріс, бойлық беріс және кірекесу беріс.
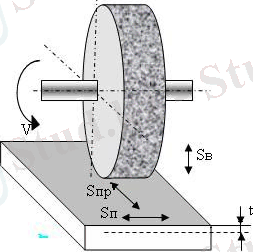
1-сурет - Процесс сұлбасы
Кесу элементтері: кесу жылдамдығы және кесу тереңдігі болып табылады. Кесу жылдамдығы (м/с), ажарлағыш шарықтастын шеттік шеңбер жылдамдығына тең.
V=3, 14 · D · n / 1000 · 60,
мұнда n - айналыс жиілігі, айн/ мин;
D - ажарлағыш шарықтастын сыртқы диаметрі, мм.
Беріс деп дайындаманың немесе құралдың бойлық және координаттық осьтерінің айналасындағы қозғалысын айтамыз. Кесу тереңдігі t жұмыс жүрісі кезіндегі сылынатын материал қабатының қалыңдығын анықтайды.
Білдектердің негізгі типтері
Ең көп дөңгелете ажарлайтың, жазық ажарлайтың, центрсіз ажарлау, қайрағыш және арнайы білдектер болып саналады. Барлық білдектер үшін негізгі кесу қозғалысы ажарлағыш шарықтастың V жылдамдықпен айналуымен қамтамасыз етіледі. Дөңгелете ажарлайтың білдектер жай, әмбебап және әр түрлі білдектерге бөлінеді (2-сурет) .
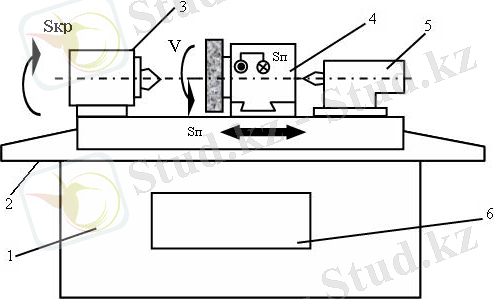
1 - станина, 2 - үстел, 3 - алдыңғы тұғыр жылдамдықтар қорабымен,
4 - ажарлағыш басша, 5 - артқы тұғыр, 6 - үстел жетегі
2-сурет - Дөңгелете ажарлайтың білдектің жалпы түрі
Әмбебап білдектерде алдыңғы бұрылу және ажарлағыш басшалар бар, оларды өс бойымен белгілі бір бұрышка бұру болады және келесі жұмыс жасау үшін бекіту. Жай білдектерде бұрылу басшалар жоқ. Кірекесу білдектерде үстелдің бойлық берісі жоқ, өңдеу процесі кезінде дайындаманың бүкіл ұзындығы бойынша көлденең беріспен жалпақ кажақ шарықтаспен өңдейді.
Қазіргі білдектер ең жоғары дәрежелі автоматтандырылған. Автоматты түрде үстел берісі ажарлағыш шарықтас және оның тозуын қайыру, ажарлағыш басшаның қайтарумен келтіруі орындалады.
Білдектерде ақпараттық баскару құрылғысының орнатылуы, өңдеудің кең көлемді технологиялық мүмкіндіктерге жол ашады.
Жазық беттерді ажарлау тіктөртбұрышты үстелде, жазық ажарлау білдектерінде шарықтастың шеттігімен жүргізіледі (3 сурет) .
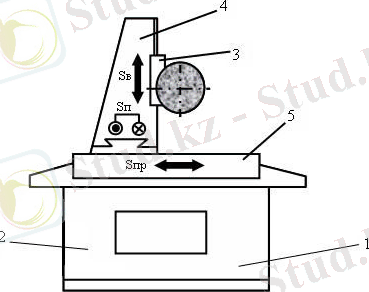
1 - тұғыр, 2- үстел жетегі, 3 - ажарлағыш басша, 4 - тіреуіш, 5 - үстел
3-сурет - Тіктөртбұрышты үстелді тегіс ажарлағыш білдектің жалпы түрі
Беріс қозғалысы қолмен немесе білдектің жетегімен іске асырылады. Бойлық жылжу жетегі гидравликалық құрылғылар - поршень, цилиндр және басқару мәрімдерімен арқылы іске асырылады.
Дайындамаларды ажарлау білдектерінде бекіту, ажарлау әдісінен байланысты. Дөңгелете ажарлайтын білдектерде дайындамаларды алдыңғы және артқы тұғырлардың центрлерінде бекітіледі. Өндеу дәлдігін жоғарлату үшін центрлер айналмайды. Дайындаманың дөңгелек берісін жетектеме құрылғысы (жетектеме және қамытша) қамтамасыз етеді. Жазық ажарлау білдектерінде дайындамаларды магнитті тақта арқылы бекітіледі. Дайындамаларды білдектің үстелінде орналастырады, ток қосқанда олар магнитті тақтаға жабысады.
Қажақ кесу құралы
Қажақ құралдарды геометриялық пішіне, өлшеміне, қажақ материалдар түрлеріне, түйіршіктілігіне, байланысына, қаттылығына және құрылымы бойынша ажыратылады.
Қажақ түйіршіктердің түрлері синтетикалық матералдар немесе табиғи минералдар, алмас, кварц, корунд, кремний, гранит. Синтетикалық: нормальді электрокорунд (Э), ақ электрокорунд (ЭБ), монокорунд (М), жасыл кремний карбиды (КЗ), және қара (КЧ), бор карбиді т. б.
Қажақ материалдардың негізгі ерекшілігі олардың жоғары қаттылығы болып саналады. Құралды жасау кезінде түйіршіктерді бір бірімен біріктірме арқылы бекітеді. Құралдарда қыш, бакелитті және резенкелі біріктірмелер қолданылады. Қыш біріктірме шпат, кварц және т. б заттардан тұрады. Бакелитті - синтетикалық шайырдан - бакелит. Резенкелі - вулканизацияға ұшырып, қатты эбонитке айналған синтетикалық каучук.
Қажақ құралдың қаттылығы деп - сыртқы күштердің әсерінен құралдың жұмыс бетінен қажақ түйіршіктердің жұлынуына біріктірмелердің қарсылық көрсетуін атайды.
Алмасты ажарлағыш шарықтас тұрқыдан (алюминилі, пластмасс және болат) және 1, 5 - 3 мм қалындығы алмасты қабаттан тұрады.
Ажарлағыш шарықтастарға таңбалау салынады. Ол маркалау деп аталады Таңба салудың реті: қажақ материал және оның маркасы, түйіршіктердің өлшемдері, қаттылық дәрежесі, құрылым номері, байланыс түрі.
Өңдеудің технологиялық сұлбалары
Ажарлағыш білдектердің ең көп тарағаны центрде ажарлау әдісі. Дөңгелек ажарлағыш (4-сурет) шарықтастын жылдамдығы V айналмалы қозғалыспен және дайындаманың (дөңгелек берісі Sкр) айналмалы қозғалысымен орындалады.
Бойлық беріспен ажарлау кезінде (4а-сурет) дайындама бір қалыпты айналады және қайтымды-ілгерлемелі қозғалыс жасайды. Дайындаманың ақыр жүрісінде ажарлағыш шарықтас Sп өлшемге орын ауыстырады, ал келесі жүріс кезінде белгіленген тереңдікпен металл қабатын кеседі. Ажарлау процессі дайындама бетінің керекті өлшемін алғанша жүргізіле береді. Егер дайындаманың екінші аумағын ажарлау керек болса, баптау және орнату жүргізіледі, жаңа жайда бойлық берісті ауыстыру үшін үстелдің үстіне таяныштар орнатады. Беттің керекті кедір бұдырлығына байланысты Sп, Sпр беріс өлшемдерін орнатады.
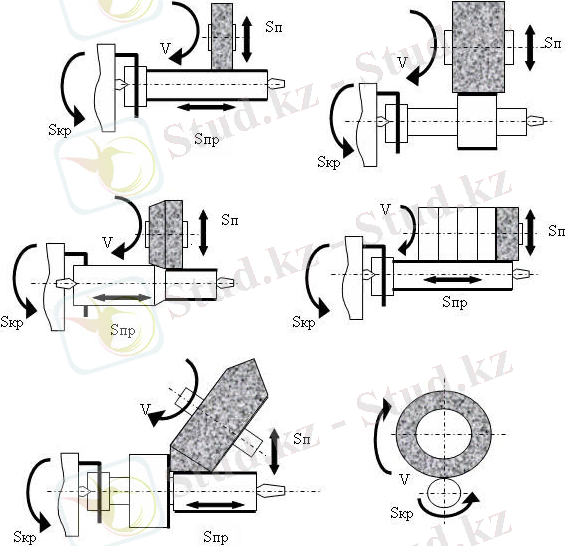
- - бойлықберіспен, б- кірме, в- терендік, г- кемермен, д- құрастырмалы
4-сурет - Дөңгелек ажарлау үрдісінің сұлбасы
Егер, қатаңдық дайындамаларды өңдеу кезінде ажарлағыш шарықтастың ені ажарланатын беттен үлкен болса, онда кірме ажарлау әдісі тиімді болып саналады. Тетіктің керек өлшеміне жеткенге дейін шарықтас тұрақты беріспен жылжиды (4 б- сурет) . Осы әдіс фасонды беттерді және балдақты бунақтарды ажарлау кезінде қолданылады.
Тереңдік ажарлау бір жүріс кезінде бүкіл тереңдікке материал қабатын кесу үшін мүмкіндік береді (4 в- сурет) . Ажарлағыш шарықтаста ұзыңдығы 12 мм конустық аумағы ажарлау кезінде кесінді қабаттың негізгі бөлімін жояды, ал шарықтастың цилиндрлік аумағы өнделген бетті сақтайды. Көлденең беріс жоқ.
Кемер ажарлау 4 а , 4 б суреттерінде көрсетілген. Ажарлау процессі екі кезеңнен тұрады. Бірінші кезеңде S п мм/айн беріспен кірме ажарлау жүргізіледі, арасында 0, 8- 0, 9 шарықтастың еніне қарай үстелді жылжытып отырады. Екінші кезенде беттерді тазарту үшін Sпр бойлық беріспен бірнеше жүрістер жасайды.
Тетіктің цилиндрлік және жазық (шетжақ) беттерінің өзара дұрыс орналасуын қамтамасыз ету үшін ажарлағыш шарықтасты арнайы қайрайды (4 д- сурет) және белгілі бұрышқа бұрады. Осылай біліктің мойынағы өңделеді. Ажарлау шарықтастың конусты аумағымен жүргізіледі. Цилиндрлік бетті өңдеу 4 а суретте көрсетілгендей өңделеді. Тетіктердің шетжақ беттерінің өңдеуі қол беріспен дайындаманы шарықтасқа бірқалыпты келтірумен немесе басқару бағдарламамен жүргізіледі.
Сыртқы конусты беттерді ажарлау екі сұлба бойынша жасалады. Дайындамаларды центрде өңдеу кезінде үстелдің жоғарғы бөлігін центрмен бір белгілі бұрышқа бұрады, сол кезде конустық беттің жасауы бойлық берістің бағытымен сәйкес болу керек. Әрі қарай ажарлау цилиндрлік беттерді өңдеуге ұқсас жүргізіледі.
Дайындамаларды консоль секілді (қысқыда) бекіту кезінде алдыңғы тұғырды конустың жарты бұрышына бұрады және сол жайда бекітеді. Конустық беттің жасауы тағы бойлық берістің бағытымен сәйкес.
Ішкі ажарлауды (5 а- сурет) термиялық өңдеуді өткен дайындамаларда аз кедір бұдырлықты, жоғары дәлдікті тесіктерді алу үшін қолданады. Өтпелі, тұйық конустық және фасонды беттерді ажарлайды. Ажарлағыш шарықтасын диаметрі 0, 7−0, 9 ажарлайтын тесіктің диаметрін құрайды, шарықтас кіші болған сайын айналыс жиілігі жоғары болады. Дөңгелете ажарлайтын білдектерде артқы тұғыр жоқ. Ажарлағыш басшаның консольді айналдырығында орналасқан құрал қайтымды-ілгерлемелі бойлық қозғалыс жасайды.
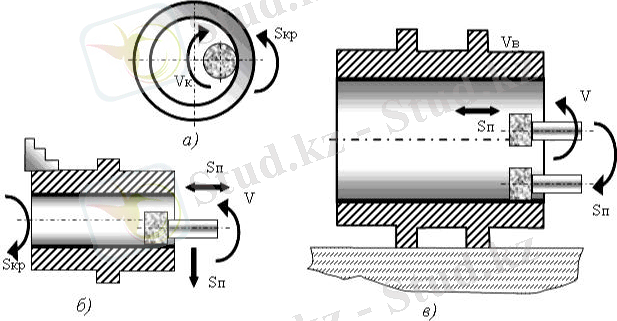
5-сурет - Ішкі ажарлау сұлбасы
Ішкі ажарлаудың негізгі сұлбасын екі әдіспен іске асыруға болады. Дайындамаларды ажарлау кезінде жиі үшжұдырықшалы қысқыда бекітеді (5 б- сурет) . Егер тетіктің сыртқы беті тесіктің өсіне қатысты симметриялық болмаса, онда төрт жұдырықшалы қысқылар немесе қысушы айлабұйымдар қолданылады.
Өңдеу кезіндегі қозғалыстардың технологиялық тағайындауы дөңгелете ажарлайтын білдектің қозғалыстарына ұқсас, бұл тесіктің бүкіл ұзындығына немесе тек керек ұзындығын ажарлау үшін мүмкіндік береді. Сонымен қатар ішкі шетжақ беттерді өңдеуге болады. Фасонды беттерді кірме әдісіпен арнайы қайралған шарықтаспен ажарлайды. Конустық беттерді алдыңғы тұғырды бұрып өңдейді.
Салмағы және өлшемдері үлкен дайындамаларды айтылған әдіспен
ажарлау жаңашыл емес, сондықтан планетарлық ажарлау қолданылады (5 в- сурет) . Дайындаманы білдектің үстелінің үстіне қозғалусыз бекітеміз, ажарлағыш шарықтас өз өсі және тесіктің өсі бойынша айналады. (5 в -сурет) . Шарықтас кесу тереңдігіне сәйкес мерзімде беріліп отырады.
Жазық ажарлаудың негізгі сұлбасын төрт негізгі түрде көрсетуге болады (6-сурет) .
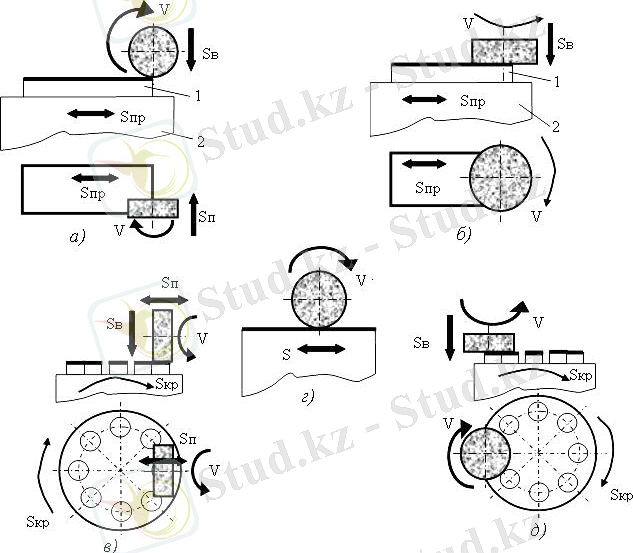
6-сурет - Жазық ажарлау сұлбасы
Дайындаманы 1 тіктөртбұрышты немесе дөңгелек 2 үстелде бекітеді. Тіктөртбұрышты үстелдер қайтымды-ілгерлемелі бойлық беріс қозғалыстарды жасайды. Кесу тереңдігіне беріс үстелдің тек шекті жағдайында жасалады. Көлденең беріс тек кана шарықтастың ені дайындаманың енінен аз болғанда ғана қажет. Бойлық ажарлауды арнайы қайралған шарықтаспен орындауға болады.
Дөңгелек үстелдер айналмалы қозғалыс жасайды, дөңгелек берісті қамтамасыз етеді. Қалған қозғалыстар тіктөртбұрышты үстелді ажарлауға ұқсас.
Жұмыста бір мезгілде көп қажақ түйіршіктер саны қатысу болғандықтан жоғары өнімді болып шетжақ шарықтаспен ажарлау саналады, тек тікбұрышты үстелде шарықтастың шеттігімен ажарлау көп әр түрлі жұмыстарды орындауға мүмкіндік береді.
Шетжақпен жұмыс істейтін және диаметрлері үлкен шарықтастарды құрама түрде жасайды, олар жеке бөлшектерден - сегменттерден тұрады. Сегменттерді салмақты металлдан жасалған дискте бекітеді. Ажарлау қауіпсіздігі жоғарлаған сайын, кесу тереңдігін үлкейтуге болады.
Центрсіз ажарлау (7-сурет) . Өңдеу режимін қатаңдату және білдектерді автоматтандыру салдарынан центрсіз ажарлау өңдеу өнімділігін жоғарлатуға мүмкіндік береді. Дайындама бекітілмеген жағдайда өңделеді. Ажарлау үшін центр тесігі керек емес. Центрсіз ажарлау білдегінде бір уақытта ажарлағыш және жетекші шарықтас жұмыс істейді. Дайындама пышаққа қойылады және бір уақытта екі шарықтастармен байланысады. Арнайы механизмдер көмегімен әр шарықтастарда мерзімді түзету жасалады.
Ажарлау кезінде (7 а- сурет) дайындама 2 бір бағытта тек әр түрлі жылдамдықпен айналатын жұмыс 4 және жетекші 1 шарықтастардың ортасындағы пышаққа 3 койылады. Дайындамамен жетекші шарықтастың арасындағы үйкеліс дайындамамен жұмыс шарықтасының арасындағы үйкеліске қарағанда үлкен, сондықтан дайындама жетекші шарықтастың шеңбер жылдамдығына жақын жылдамдықпен айналады. Жетекші шарықтасты дайындаманың айналу өсіне қатысты (1 о −7 о ) бұрышпен еңкею орнатылады, сол кезде бойлық беріс пайда болады. Дайындама өзінің бойлық өсі бойынша жылжиды, сол кезде дайындаманың бүкіл ұзындығы ажарланады. Жетекші шарықтастың еңкею бұрышы үлкен болса, онда беріс те үлкен болады. Дайындамалар бекітілмей білдектің пышағына бір бірінің үстіне койылады.
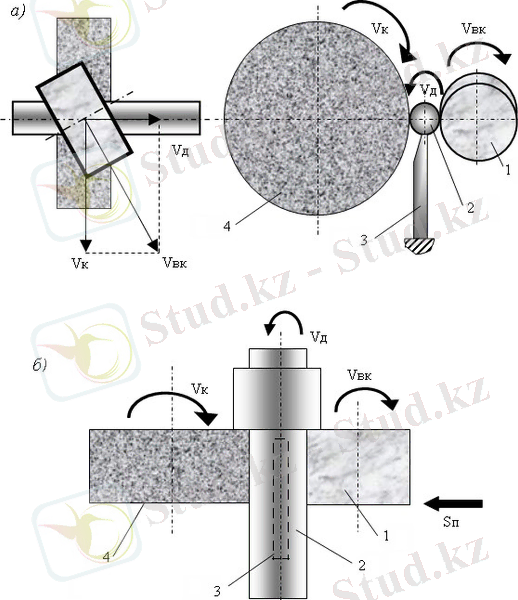
7-сурет - Центрсіз ажарлау сұлбасы
Кемерлі дайындамаларды ажарлау кезінде, жетекші шарықтастың тұғырын бұрмайды (7 б- сурет), ол бүкіл станинаның бағыттауышы бойынша Sп беріспен берілген күйге дейін (таянышқа дейін) жылжиды. Ажарлаудың алдында жетекші шарықтасты шетке жылжытып қойып, дайындаманы пышаққа орнатқан соң жетекші шарықтаспен қысыңқырайды. Тетіктің керекті өлшемдерін алғанша өңдеу көлденең беріспен жүргізіледі.
Бұранда ажарлайтың білдектерде ажарлағыш шарықтастар бұранданың ойым пішініне сәйкес қайратылады, бұранды алдын ала басқа токарлы білдектерде кесіледі. Дайындама бұранда ажарлау білдегінің центрінде орнатылады, бір айналымда осьтік бағыты бойынша бұранданың бір қадамына жылжиды.
Цилиндрлік беттер (мысалы: жұдырықшалар) арнайы білдектерде ажарланады - жартылай автоматта, көшіргішпен жабдықталған, кірме әдісімен. Күрделі пішінді тетіктерді ажарлау кезінде мысалы: турбина қалағында бірнеше көшірме құрылғылар пайдаланылады, ал кажақ құралдың орнына шексіз кажақ
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz