АрАЙ ЖШС полистирол көбігін өндіретін кәсіпорындағы зиянды және қауіпті факторларды бағалау мен төмендету шаралары

ҚАЗАҚСТАН РЕСПУБЛИКАСЫ БІЛІМ ЖӘНЕ ҒЫЛЫМ МИНИСТРЛІГІ
Сәтпаев университеті
Т. Бәсенов атындағы Сәулет және құрылыс институты
Тіршілік қауіпсіздігі кафедрасы
Курстық жобаға
ТҮСІНІКТЕМЕЛІК ЖАЗБА
Тақырыбы: « «АрАЙ» ЖШС полистирол көбігін шығаратын кәсіпорнындағы зиянды және қауіпті факторларын төмендету іс - шаралары »
5В073100 - Тіршілік қауіпсіздігі және
қоршаған ортаны қорғау
Орындаған: Е. Б. Камал
Жетекші:
т. ғ. к., асс. проф.
Ф. Қ. Батесова
«»2017 ж.
Норма бақылаушы
магистр, лектор
Е. Е. Садвакасов
«»2017 ж.
Алматы 2017
ҚАЗАҚСТАН РЕСПУБЛИКАСЫ БІЛІМ ЖӘНЕ ҒЫЛЫМ МИНИСТРЛІГІ
Сәтбаев университеті
Т. Бәсенов атындағы Сәулет және құрылыс институты
Тіршілік қауіпсіздігі кафедрасы
Курстық жобаға
ТҮСІНІКТЕМЕЛІК ЖАЗБА
Тақырыбы: « «АрАЙ» ЖШС полистирол көбігін шығаратын кәсіпорнындағы зиянды және қауіпті факторлар»
Курстық жұмыстың орындалуын бағалау
Баға
диапазоны
1 Орындалмады
Білімалушы Т. А. Ә. Камал Е. Б.
Мамандық шифры 5В073100
Оқытушы Т. А. Ә. Батесова. Ф. Қ.
Алматы 2017
ҚАЗАҚСТАН РЕСПУБЛИКАСЫ БІЛІМ ЖӘНЕ ҒЫЛЫМ МИНИСТРЛІГІ
Сәтбаев университеті
Т. Бәсенов атындағы Сәулет және құрылыс институты
Тіршілік қауіпсіздігі кафедрасы
5В073100 - Тіршілік қауіпсіздігі және қоршаған ортаны қорғау
Курстық жобаны орындауға
ТАПСЫРМА
Білім алушы: Камал Еркін Бақытжанұлы
Жоба тақырыбы: « «АрАЙ» ЖШС полистирол көбігін шығаратын кәсіпорнындағы зиянды және қауіпті факторлар»
Аяқталған жобаны тапсыру мерзімі: «___» 2017ж.
Курстық жобаның бастапқы берілістері
Ұсынылатын негізгі әдебиеттер тізімі:
Курстық жұмыстың дайындау
ГРАФИГІ
аттестациялау
Кафедра меңгерушісі Қ. М. Қасенов
Жұмыс жетекшісі Ф. Қ. Батесова
Тапсырманы орындауға алған білім алушыЕ. Б. Камал
Күні «»2017 ж.
МАЗМҰНЫ
Кіріспе
«АрАЙ» ЖШС БҚО Бөрлі ауданы Ақсай қаласында орналасқан. Жалпы «АрАЙ» ЖШС осыдан 10 жыл бұрын ашылған. Өндіріс орны полистирол өнімін шығарумен айналысады. Өндіріс орны екі бөліктен тұрады. Бірінші бөлік - полистирол өнімін шығаратын арнайы соңғы модельдегі техникалармен жабдықталған цехтан тұрса, ал екінші бөлік - осы заводтан шыққан өнімдерді сақтайтын қоймадан тұрады. Жалпы өнеркәсіпорнында 25 адам бар. Өнеркәсіпорны екі аусымда жұмыс жасайды. «АрАй» ЖШС өндірісте бекітілген кілем (несьемная оболочка), қағаз майлықтар, шикі EPS (сырье EPS) полисстирол көбігі өнімдерін экспортаумен айналысады. «АрАЙ» ЖШС өнімдерін Орал, Атырау және тағы басқа қазақстандық және ресейлік қалаларға экспорттайды.
- Өндіріс орнындағы технологиялар
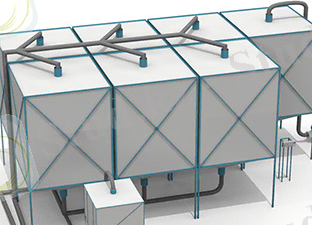
Бастапқы және қайталама шикізатқа арналған «тұйық» типті блок-нысаны бар жылжымалы түрдегі жылжымалы полистирол көбікі 40-дан 250 м3 болатын цехтың жоспары:
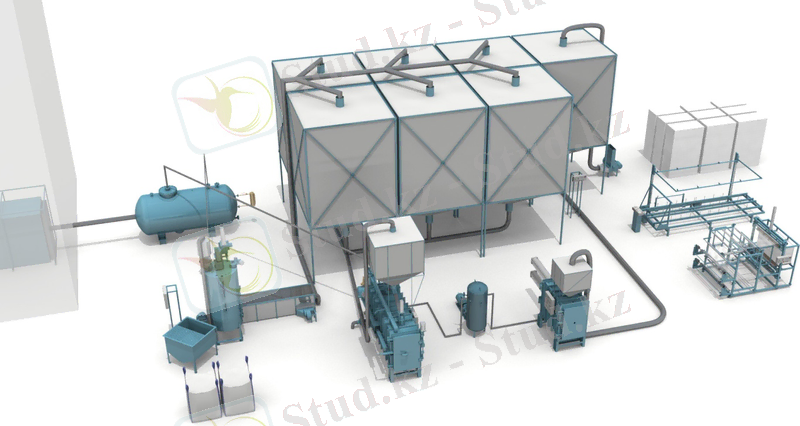
Бұл суреттегі апараттар арқылы
1000х630х2000 мм
1200х630х2000 мм
Пішіндегі полистирол көбігі блоктарын аламыз
Цехты басқа жағынан көргендегі көрінісі
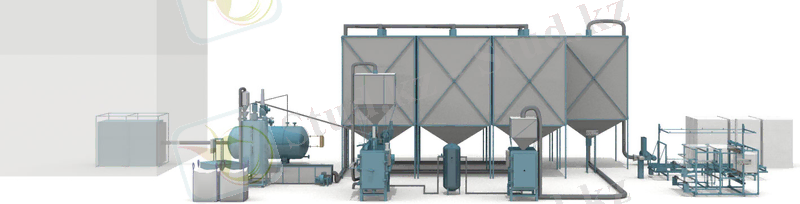
«Ашық» типті блок-формамен жылжу кезіндегі 40-80 м3 кеңейтілген полистирол көбікі бар шеберхананың жоспары
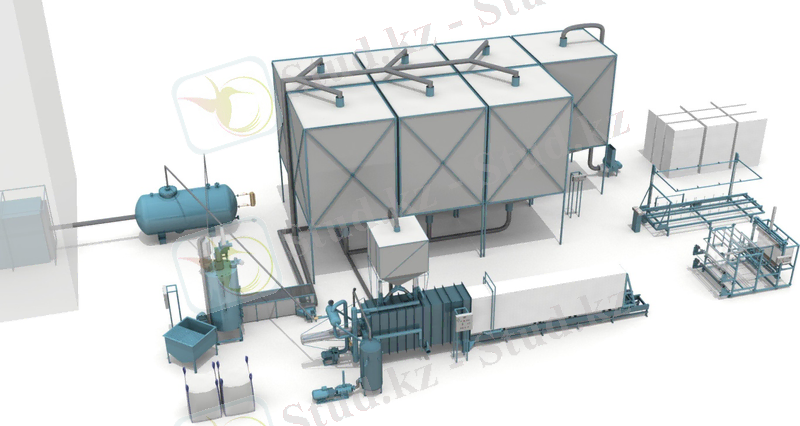
Бұл суреттегі апараттар арқылы
1000х500х1000 . . . 3000 мм
Пішіндегі полистирол көбігі блоктарын аламыз
- Көбіктеу және түйіршіктер дайындау
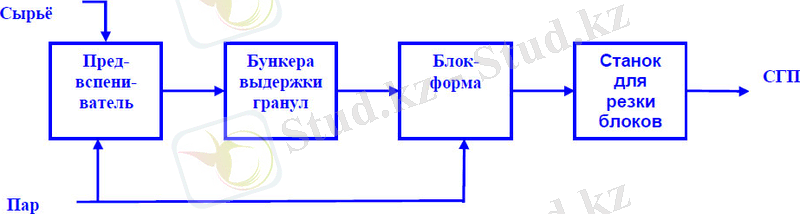
Блок пен пневматикалық көбікті дайындау процесі келесі кезеңдерден тұрады: көбік пен шикізатты дайындау; Түйіршіктерден кеңейтілген полистиролдың блоктарын қалыптастыру, парақтарға кесу блоктары. Осылайша, жабдық шартты түрде бөлімдерге бөлінеді:

Алдын ала көбіктендіргіш (Предвспениватель ) - бұл кеңейтілген полистирол бумен өңделген контейнер. Шикізаттың түйіршіктері өлшемі артып, жеңіл шарларға айналады. Алдын ала көбіктейтін агентке жүктелген шикізаттың мөлшері тығыздығын анықтайды, яғни көбіктің көбеюінің болашақ бренді. Жеңіл маркалар өндіру үшін «үлкен түйіршік» қолданылады немесе шикізат қайталама көбікке ұшырайды. Жүк түсіру тікелей шұңқырға немесе кептіру қондырғысы арқылы жүзеге асырылуы мүмкін.
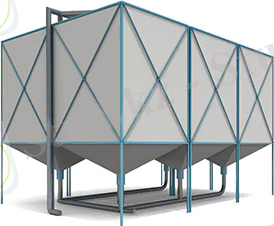
Өткізу диспенсері көбік түйіршіктерін және полистирол көбігін сақтауға арналған силос болып табылады. Бункерлерде жаңадан көбіктелген шикізат блоктарға айналмас бұрын тұрақтандырылған: кептіру қондырғысы жоқ - 12 сағаттан кем емес. кептіруді қолдану арқылы - 4 сағаттан кем емес.
Пневматикалық көлік полистирол түйіршіктерін силос, порфирлеу және құю құрылғылары арасында автоматты түрде беру үшін қолданылады. Бұл желдеткіштер жүйесі, клапандары бар компьютерлік басқару жүйесі бар сенсорлар.
- Полистиролды көбікке форма беретіндер:
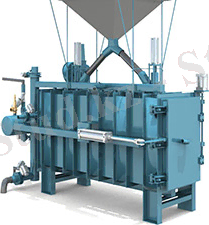
Полистиролдың бланкісі будың әсерінен кеңейтілген полистирол түйіршіктері қайтадан кеңейтіліп, құйма ішкі бетіне сәйкес өнімге айналатын блок-нысанды береді. Блок-нысандар 3 метрге дейін, ашық және жабық типтегі әртүрлі өлшемдерде, әр түрлі автоматтандыру деңгейінде болуы мүмкін.
Резервуар пневматикалық шикізатты жүктеу жүйелерінің жұмысын қамтамасыз ететін және дайын блокты шығаратын сығылған ауаның қорын жинақтайды. Құрылғыны салқындату (тұрақтандыру) үшін блок-пішіндегі ауаны шығаратын вакуумдық құрылғы қолданылады. Эвакуацияны пайдалану көбік блок құрастыру қондырғысының өнімділігін айтарлықтай арттырады.
- Блокты кесу және өңдеу аумағы

Қартаюдан кейін көбікті дайын блоктарын парақтарға немесе бұйра бөлшектерге кесуге болады. Пластикалық пластмассадан жасалған шламдар тік, көлденең, күрделі болуы мүмкін. Кесу жылытылған нихромды ағындармен шаңсыз жүргізіледі.

Парақтарға бөлініп, блоктардан қапталғаннан кейін қиыршық тас түрінде өндірісте қолданылатын кесектер бар. Роторлы ұнтақтау қондырғысы көбік қалдықтарын блоктар мен плиталар немесе полистироллы бетон өндіру үшін шикізатқа айналдырады.

Кәсіпкерліктің заманауи мәдениеті, өндірісі мен тұтынуы кәсіпкердің жеке болуын және өнімнің қауіпсіздігін талап етеді. Екі тапсырма да өнімді орау арқылы шешіледі. Қаптама машинасы көбік парақтарының жинағын дәнекерлеуге және кесуге арналған пленкада орайды.
- Қосымша жаюдықтар
Бу қазандықтары

Шикізатты алдын-ала көбіктіру процестеріне және көбік пластмасса блоктарын қалыптастыру процесінде қанық су буы қажет, көбікті өндіріс цехын ұйымдастыруда, жабдықты дайын бумен (индустриялық бумен, ірі ЖЭС зауытының аумағында және т. б. ) орналастыру ең жақсы нұсқа болып табылады. Алайда, егер бұл мүмкін болмаса, семинар жеке бу қазанымен жабдықталады.
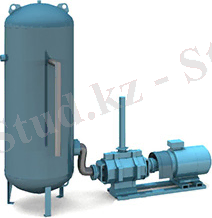
Бу жинағыш

Буды сақтау цилиндрлік пішіндегі эллиптикалық түбімен дәнекерленген резервуар. Қазандықтан шығарылатын бу, шамадан тыс қысым астында ресиверге түсіп, ішінара сұйық күйге айналады (өте қызған су T = 160 ° C) . Буды алу сәтінде (алдын ала көбіктену немесе блоктың соңғы қалыптаулары үшін) су бумен күйге түседі және шикізатты термиялық өңдеу алдын ала көбіктенуші агент немесе түйіршікте блок түрінде орын алады.
Жұмыс орнының жұмыс істеу принциптері
Технологиялық схемасы
Өндірістің технологиялық схемасы келесі кезеңдерді қамтиды: түйіршіктерді алдын-ала көбіктіру, көбік түйіршіктерін емдеу, көбік пен монолитті массадағы соңғы көбіктендіру және синтездеу.
Қаныққан су буы бірінші және үшінші сатыларда салқындатқыш ретінде пайдаланылады.
Шикізатты алдын ала көбіктеу
Бұл соңғы өнімнің сапасына үлкен әсер ететін көбік өндіру технологиясының маңызды сатыларының бірі. Шикізаттың қажетті саны алдын ала көбіктенуші агентке жүктеледі, содан кейін бу қысыммен жеткізіледі. Нәтижесінде шикізаттың түйіршіктері диаметрі диаметрі бойынша көбейтіледі («көбік») . Көпіршік түйіршіктері 1 м3 көлемге жеткенде, бу беру үрдісі тоқтайды, көбіктендіргіш алдынан шығарылады және көбік түйіршіктері пневмотранспортпен сақтау қоймасына тасымалданады.
Тығыздығы жағынан кеңейтілген полистиролдың әр түрлі маркаларын өндіру үшін өте маңызды:
- брендті көбіктенетін полистирол, т. к. түрлі өлшемдегі полистирол түйіршіктері (фракциялар) ;
- жеткізілетін түйіршіктердің мөлшері;
- алдын ала кептіруге жеткізілетін будың параметрлері;
- кеңейтілген моншалардың соңғы көлемі.
Тасымалдағыштағы материалдың тұру уақыты да тығыздығына әсер етеді:
- уақыт тым ұзын - алдын-ала пішінді шарлар үзіледі (жарылған) және тығыздық артады;
- уақыт тым қысқа (жоғары тығыздықта), онда тығыздықта айтарлықтай таралу болуы мүмкін және ауаның аз мөлшерін мойындап, алдын ала көбіктендіргішті азайту арқылы температураны азайту қажет болады. Алынған көбік агентідегі материалдың тығыздығына қатынасының қатынасы суретте көрсетілген.

Көбік пластиктің (8-9 кг / м3) жеңіл сорттарын өндіру үшін қос порфирлеу қолданылады. Екінші рет жүктелген түйіршіктер ауаға жақсы қанықтырылуы керек, әдетте, екінші көбіктендіруге дейін емдеуге уақыт жеткілікті, ал пеллет кішірек болса, бұл кезең қаншалықты қысқа болуы керек.
2. 2. Піскен түйіршіктердің пісетін биналарындағы кептіру және қартаю.
Алдын ала түйіршіктелген түйіршіктер сәл кептіріліп, перфорацияланған панель арқылы 30-35 ° C температурада жылы ауамен қамтамасыз етілген кептіргіште салқындатылады. Жаңадан құйылған түйіршіктер оңай ағып кетеді және сыртқы ортадағы өзгерістерге өте сезімтал, сондықтан олар түйіршіктердің ішкі кернеулері тұрақтандырылған желдеткіштің көмегімен жәшіктерге түсіп кетеді. Қолданылатын шикізатқа байланысты, ұстау уақыты 12 - 24 сағатты құрайды.
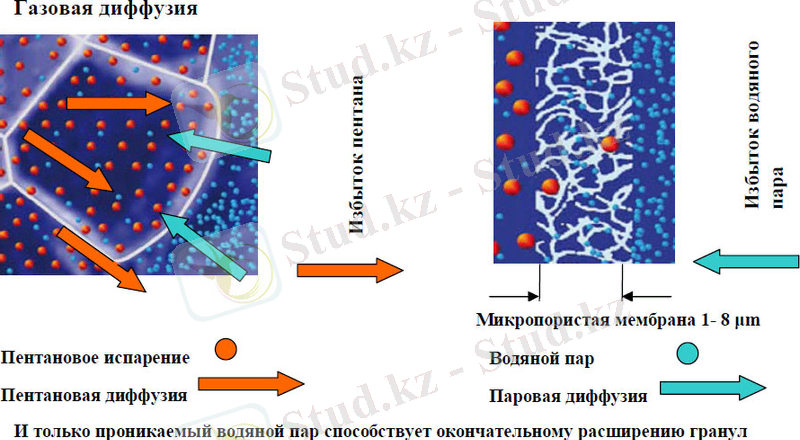
Сыртқы ауа температурасы түйіршіктердің температурасы 16 ° C-тан төмен болмауы керек, төмен температураларда кондицияның ұзақтығы артады, ал жазда, 20 ° C жоғары температурада, кондиционерлеу уақыты қысқарады. Жаңа түйіршіктерді силостарға тасымалдау кезінде, олардың тығыздығы газ құбырының қабырғаларымен соқтығысу нәтижесінде артады. Сондықтан, көбік параметрлерін орнатқанда, тасымалдау кезінде тығыздықтың өсуін ескеру қажет. Вылживания сатысында, түйіршіктер ішінде қысым атмосфераға қарағанда төмен болғандықтан, ауа түйіршеге ағып кетеді; су мен пентанды түйіршіктен түйіршіктен тұрақтағанша «сығылады».
Бұл кезең келесі сапалы қалыптау үшін өте маңызды.
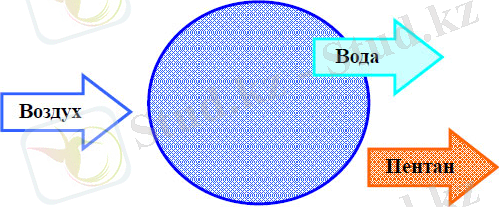
Ауаның ауаға таралу жылдамдығы түйіршіктің тығыздығына, температурасына және өлшеміне байланысты. Бұл сондай-ақ пентана эмиссиясының жылдамдығына қолданылады ірі түйіршіктердің пентаны беткі аймақтың массалық арақатынасының аз болуына байланысты шағын түйіршіктерге қарағанда баяуырақ өзгереді. Жақсы қалыптау үшін 40 кг / м3 тығыздығы қажет болса, пентанның мөлшері 2, 7-3, 2% болуы керек, егер 40-75 кг / м3 тығыздығы үшін пентанның мөлшері 1, 8-2, 4% қажет. Осылайша, қажетті тығыздық қаншалықты төмен болса, алдын ала құйылған түйіршіктерді емдеуге азырақ уақыт.
2. 3. Блок-пішінде көбік пластик блогын қалыптастыру.
Пневмотранспортпен түйіршікті ұстағаннан кейін олар блок-формада жүктеледі. Сонымен қатар, олардың термиялық өңдеуі жүзеге асырылады, нәтижесінде түйіршіктер бірнеше рет кеңейтіліп, осылайша қондырғы ішінде көбік блогы қалыптасады. Содан кейін құйылған блокты салқындату процесі блоктық қалыптың жұмыс камерасында эвакуациялық вакуум жасау жолымен жүзеге асырылады. Блок-пішіннен дайын блоктың сыртқа шығарылуы пневматикалық цилиндрден немесе «ауа-қапшығынан» жұмыс істейтін итергіш арқылы таңдалған блок-пішінді дизайнға байланысты орындалады.

Сур. 1. 1. Вакуумды пайдаланбай, блокты қалыптаудың фазалық айналымының мысалы

Сур. 1. 2. Вакуумды қолдану арқылы блокты қалыптаудың фазалық айналымының мысалы
Буды блоктық пішінге жеткізудегі ең маңызды фактор - бұл қысқа уақытта будың үлкен көлемін беру. Бұл үшін блок-пішінді ауа қысымын енгізгенге дейін алып тастау керек. Бұл блоктың вакуумдық блогымен оңай жасалады. Сондай-ақ, қалыпты жоғары температураны ұстап тұру маңызды, әйтпесе бу шығыны едәуір артады және бу қанықтанады, бұл түйіршіктердің адгезиясының сапасын төмендетеді (байланыстырушы) .

Сур. 4. Құйманың температурасына қарай жуықтай бу шығыны
Блок камерасының ішкі қабырғаларына әсер ететін қысым шамамен 0, 08 МПа құрайды. Құрылғыны зақымданудан құйып алу үшін бұл қысым шамамен 0, 01 МПа дейін азайтылуы керек. Блок қысымын азайту үшін қажетті уақыт, яғни салқындату уақыты көбік брендіне байланысты.

Сур. 5. Жайлаудың ұзақтығына байланысты құрылғының шамамен салқындату уақыты
Тазарту және салқындату сатысында бумен өңдеу процесін қарқындату және салқындату процесін жылдамдату үшін вакуум қолданылады.
Біздің компания өндіріс әдістерімен әртүрлі қалыптар: ашық және жабық типті.
Ашық типті блок-пішінді пайдалану арқылы сіздің шеберханаңыз шектеусіз ұзындығы бар блоктарды және плиталарды шығара алады, алайда жабық блок-пішін жоғары өнімділікке ие.
Блоктың экспозициясы
Пішіндеу процесінің аяқталуынан кейін блоктарды орнатуға болады. Кондиционерлеу ылғалдылықты азайту және құю кезінде туындайтын ішкі кернеулерді жою үшін жүзеге асырылады. Бұдан басқа, газдарды диффузиялау және атмосфералық қысыммен түйіршіктердегі қысым теңестіру үдерістері алдын-ала кеңейтілген түйіршіктерге байланысты болатын жағдайларға ұқсас. Кесілген блоктар қалыпты жағдайларды кесуден 12-ден 24 сағатқа дейін сақталады.
Блокты парақтарға кесу.
Кесу блоктары, талап етілетін өлшемдердің көбік қабаттарын алу үшін, тиісті температураға қыздырылған реостат сымымен көлденең немесе тік кесу арқылы жүзеге асырылады.
Қалдықтарды пайдалану
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz