Болаттың термохимиялық өңдеуі: цементтендіру, азоттандыру, цианирлеу және диффузионды металдандыру

Болаттың термохимиялық өңдеуі
Мазмұны :
Термохимиялық өңдеу негіздері.
Болатты цементтеу, оның түрлері, процестің химизмі.
Болатты азоттау.
Нитроцементтеу (циандау) . Борлау.
Диффузиялық металдану (алитирлеу, хромдау, силицирлеу) .
Термохимиялық өңдеу негіздері.
Химия- термиялық өңдеу дегеніміз - детальдардың беткі қабаттарының қасиеттерін, микроқұрылымын және химиялық құрамының өзгеру үрдісі.
Беткі қабаттарының химиялық құрамының өзгеруі олардың сыртқы ортамен (қатты, сұйық, газ, плазма) қарым-қатынасы нәтижесінде қыздырыда іске асады.
Беткі қабаттарының химиялық құрамының өзгеруі нәтижесінде оның фазалық құрамы мен микроқұрылымы өзгереді.
Химия- термиялық өңдеудің негізгі параметрі болып қыздыру темепературасы мен төзімділік ұзақтығы.
Химия- термиялық өңдеу түрлерінің негізінде диссоциация, адсорбция, диффузия үрдістері жатады.
Диссоциация- химиялық реакция және булану нәтижесінде белсендірілген атомарды жағдайдағы аса қаныққан элементтің алынуы.
Мысалы
2NH 3 → 2N + 3H 2 или СН 2 → С + 2Н 2
Адсорбция - яғни бұйымға берілетін атомдардың металдық бетке «жабысуы». Адсорбция экзотермиялық үрдіс, металдың бетіндегі атомдардың еркін байланыстарының сыртқа қарай бағытталғандығымен түсіндіріледі, бұл жағдай металдың беткі энергиясын арттырады.
Диффузия - адсорбталған атомдардың бұйым түбіне ауысуы.
Адсорбция және диффузия үрдістерінің қабылдануы үшін аса қаныққан ерітінді негізгі металмен әсерлесіп, қатты ерітінді және химиялық қосылыс құрау керек.
Химия-термиялық өңдеу бұйым бетінің мықтылығының негізгі түрі болып табылады. Химия- термиялық өңдеудің негізгі түрлері болып табылады:
-Цементтендіру (беткі қабаттың көміртегімен қанығуы)
-Азоттандыру (беткі қабаттың азотпен қанығуы)
-Нитроцементтелу және цианерлену (беткі қабаттың бір уақытта көміртегімен де, азотпен де қанығуы)
-Диффузионды металдандыру (беткі қабаттың әртүрлі металдармен қанығуы)
Химия-термиялық өңдеу түрлерінің технологиясы мен тағайындалуы
Цементтендіру.
Цементтендіру - болат детальдардың беткі қабатын 900 . . . 950 0 С температураға дейін көміртекпен диффузиялык қанықтыру үрдісі. Көміртегі мөлшері төмен болаттар ғана цементтендіріледі. (0, 25 % дейін) .
Бұйымдардың қыздырылуы көміртегін жеңіл беретін ортада жүреді. Өңдеу режимдері таңдалынып, беткі қабатты белгілі бір тереңдікке дейін көміртегімен қанықтырады. Цементтендірілу тереңдігі құрылысында феррит пен перлит көлемдері бірдей болатын бұйымның беткі қабатынан орта зонаға дейінгі ара қашықтықтығы.
Цементтендірілу дәрежесі - беткі қабаттағы көміртегінің орташа мөлшерде болуы (әдетте шамамен 1, 2 %) .
Көміртегі мөлшерінің жоғары болуы екінші цементит санының пайда болуына және жоғары морт сынғыштыққа алып келеді. Тәжірибе кезінде цементтендіруді қатты және газды карбюризаторда қолданады. Цементтендірілмеген бұйым беті алдын-ала мыс немесе сазбен (электролиттік әдіспен) қапталады.
Қатты карбюризаторда цементтендіру.
Толықтай дайын емес бұйымдарды темір жәщіктерге салып, қатты карбюризатормен жабады. 10-40% мөлшерде BaCO 3 , Na 2 CO 3 көмірқышқыл тұздарымен қосылған ағаш көмір қолданылады. Жабық жәшіктерді пешке салып, 930-950 0 С температурада ұстайды. Оттегі әсерінен көмір толық жанбай СО көміртек оксиді пайда болады, реакциясы нәтижесінде атомарды көміртек бөлініп шығады. 2СО→СО 2 + С ат
Пайда болған көміртек атомдары бұым бетімен адсорбцияланып, металл түбіне диффузияланады.
Бұл әдістің кемшіліктері:
-Уақыттың көп жұмсалуы (0, 1мм тереңдікте цементтендіру үшін 1 сағат уақыт жұмсалады)
-Үрдістің өнімділігі төмен
Газбен цементтендіру.
Бұл үрдіс газбен толтырылған герметикалық камерасы бар пештерде іске асады. Көміртекқұрамды газдар активті газдар болып табылатын газ-тасығыш, көміртегі оксиді, метан және басқа да көмірсутек құрайтын азот, сутегі, су буынан тұрады.
Цементтендіру тереңдіг төзімділік ұзақтығы мен қыздыру температурасымен анықталады. Әдістің артықшылығы:
-қабаттағы көміртегінің белгілі бір концентрациясын алу мүмкіндігі (құрайтын газдардың қатынасын өзгерту арқылы көміртегі мөлшерін қадағалауға болады)
-жай термиялық өңдеу әсерінен үрдістің ұзақтығының қысқаруы
-үрдістің толық механикаландырылуы мен автоматтандырылуы Бұл әдіс өнімді жаппай немесе көп сериялы өндірісте қолданылады.
Цементтендірілген қабаттың құрылысы.
Цементтендірілген қабаттың құрылысы 15, 1 суретте көрсетілген.
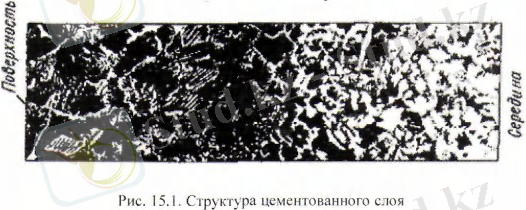
Сур. 15. 1. Цементтерілген қабаттың құрылымы
Бұйымның бетінде перлиттен және цементиттен тұратын эвтектоидтан кейінгі шойын қабаты пайда болады. Беткі қабаттың жойылуына байланысты көміртегінің мөлшері азаяды және келесі бет перлиттен ғана құралады. Содан кейін ферриттік түйіршіктер пайда болады, олардың мөлшері бетті қабаттың жойылуына байланысты көбейеді. Сонында, бұйымның құрлымы бастапқы құрамға сай келеді.
Цементтендіруден кейінгі термиялық өңдеу.
Цементтендірудің нәтіжесінде кескін жерінде көміртек тиімді үйлестіріледі. Цементтендірілген бұйымның құрамын келесі термиялық өңдеуден кейін толығымен түзіледі. Барлық бұйымдар төмен жұмсартумен шынықтыруға ұшырайды. Шынықтырылғаннан кейін цементтерілген бұйым жоғары қаттылыққа, тозуға төзімді болады, және контакты шыдамдылығтың шегі өседі және тұтқырлығын сақтап иілу кезіндегі шегі жоғарлайды. Термиялық өңдеудің комплексі материалдын және бұйымның қолдануынан тәуелді болады. Әртүрлі термиялық өңдеудің комплексті графиктері 15. 2- суретте келтірілген.
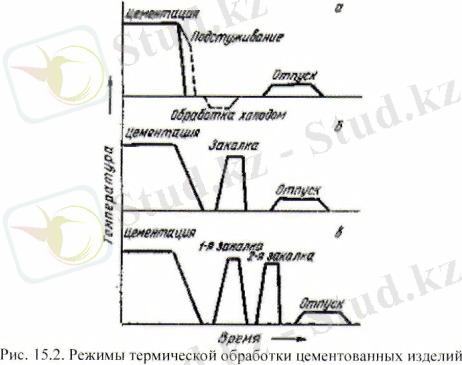
Сур. 15. 2. Цементтендірілген бұйымның термиялық өндеудің режимі
Егер болат үсақ дәнді немесе бұйым жауапсыз қолданылатын болса, бір ретте шынықтыру
820-850 0 С t арасында жүргізіледі.
Сонымен қатар, цементтендірілген қабатта жоғары көміртекті мартенсит алынады және де бөлшектеп қайта кристалдандыруын және дәннің өзегінің ұсақталуын қамтамасыз етеді.
Газбен цементтендірілген кезде мына процесс біткенде осы температураға дейін суытады, кейін шынықтыру жүргізіледі.
Цементтендірілген бұйымдардың жоғары механикалық қасиеттеріне жеткізу үшін 2-рет шынықтыу қолданады:
-Бірінші шынықтыру 880-900 0 С температура аралықында құрылым өзегін түзеу үшін жүргізіледі.
-Екінші рет шынықтыру 760-780 0 С температура аралығында беткі қабатта ұсақ ине тәрізді мартенситті алу үшін жүргізіледі.
Термиялық өндеудің соңғы операциясы ретінде 150-180 0 C аралығында жүргізілетін төменгі жұмсарту болып саналады.
Жұмсарту соңында беткі қабатта жасытылған мартенситті құрылым алынады және аз ғана мөлшерде кернеуді азайтады. Цементтендіруге ұшырайтындар:тісті дөңгелектер, поршеньді сақиналар, червяктар, осьтер, роликтер.
Азоттандыру.
Азоттандыру- беткі қабаты азотпен қанықтыратын химико- термиялық өңдеу. Ең бірінші рет азоттандыруды Чижевский И. Л. өндірісте 20 жылдары қолданды. Азоттандыру кезінде тек қана қаттылық пен тозуға төзімділік жоғарламайды, сонымен қатар коррозияға төзімділігі өседі. Азоттандыру кезінде бұйымды белгілі бір жылдамдықпен аммиак NH 3 келетін герметиялық пешке салады. Қыздыру кезінде аммиак мына реакция бойыша диссоциаланады: 2NH 3 =2N+3H 2 . Атомдық азот бұйым беті сіңіріп және түбіне диффундіріледі. Көміртекті болаттардың азоттандырылган қабатта алынған фазалар жоғары қаттылықты қамтамасыз етпейді және морт сынғыш қабат түзеді. Азоттандыру үшін құрамды алюминий, молибден, хром, титан бар болаттар құрылады. Бұл элеметтердің нитридтері дисперсті және жоғары қаттылық пен термиялық тұрақтылыққа ие болады. Типтік азоттандырылған болаттар:38 ХМЮА, 35ХМЮА, 30 ХТ2Н3Ю.
Азоттандырылған қабаттың тереңдігі мен беткі қаттылығы кейбір факторларға байланысты оның ішінде негізгілері: азоттандыру температурасы, азоттандыру ұзақтығы және азоттандырылатын болаттың құрамы.
Детальдардың жұмыс істеу шартына байланысты азоттандыру келесілерге бөлінеді: 1. Бетінің қаттылығын және тозуға төзімділігін жоғарлату
2. Коррозияға қарсылығын жақсарту (антикоррозиялық азоттандыру)
Бірінші жағдайда үрдіс 500 . . . 560°С температурада 24 . . . 90 сағат бойы жүргізіледі, себебі азоттандыру жылдамдығы 0, 01мм/сағ құрайды. Беткі қабаттағы азоттың құрамы 10 . . . 12% құрайды, ал қабат қалыңдығы(Һ) -0, 3 . . . 0, 6мм. Бетінің қаттылығы шамамен 1000 HV. Салқындау пешпен бірге аммиак ағынында жүргізіледі.
Иондық азоттандыру кезінде азоттандырудың уақыты барынша қысқарады. Катод(детальмен) және анод иондарының арасында бықсу разряды пайда болады. Азотқұрамдас газдар иондалады, және иондар катодтың бетін бомбылайды, оны қанығу температурасына дейін қыздырады. Катодтық шаңдану 1100 . . . 1400 В қысыммен 5 . . . 60мин бойы орындалады және қысымы 0, 1 . . . 0, 2 мм рт. ст, ал жұмыстық қысым 400 . . . 1100 В, үрдістің ұзақтылығы 24 сағатқа дейін.
Антикоррозиялық азоттандыру легирленген және көміртекті болаттарда жүргізіледі. Азоттандыру температурасы 650 . . . 700°С, үрдіс ұзақтығы -10 сағат. Бетінде коррозияға қарсы жоғары төзімділікке ие ε- фаза қалыңдығы 0, 01 . . . 0, 03 мм қабат пайда болады (ε-фаза- гексагональді торға ие, темір нитридінің Fe 3 N негізіндегі қатты ерітінді) .
Азоттандыру ақырғы механикалық және термиялық өңдеуден өткен дайын бұйымда жүргізіледі.
Азоттандырудан кейін бұйым өзегінде жоғары беріктікке және тұтқырлыққа ие сорбит құрылымын сақтайды.
Цианирлеу және нитроцементтендіру.
Цианерлеу- беті бір уақытта көміртек және азотпен қанығатын химия- термиялық өңдеу. Ол цианисті тұз балқытылған ваннада жүргізіледі, мысалы NaCN-тың NaCL, BaCL
тұздарының қосылуымен және т. б. Цианисті натрийдің тотығуында атомдық азот және көміртек тотығы түзіледі: 2NaCNO +O 2 → Na 2 CO 3 +CO +2N ат
Қабаттың тереңдігі және ондағы көміртек пен азоттың концентрациясы үрдістің температурасына және оның ұзақтылығына байланысты.
Цианирлі қабат жоғары қаттлыққа 58 . . . 62HRC ие және тозуға жақсы қарсыласады. Коррозияға төзімділігі және беріктігі жоғарлайды.
Үрдістің ұзақтығы 0, 5 . . . 2 сағат.
Жоғары температуралы цианирлеу - 800 . . . 950°С температурасында, және 0, 6% . . . 1, 2% көміртегі бар болаттың қанығуымен жүргізіледі(сұйық цементтелу) . Цианерлеу қабатындағы азоттың құрамы 0, 2 . . . 0, 6%, ал қабаттың қалыңдығы 0, 15…2 мм. Бұйым цианирленгеннен кейін төмен жұмсаруға және шынықтыруға ие болады. Жобаланған қабаттың ақырғы құрылымы Fe 2 (C, N) карбониттердің жуқа қабатынан, сосын азоттық мартенситтен құралады.
Цементтендіруді жоғары температуралы цианерлеумен салыстырғанда жоғары жылдамдықпен жүреді, бұйымды аз деформацияға әкеліп соқтырады, тозуға қарсыласады және жоғары қаттылыққа ие.
Төменгі температуралы цианерлеу- 540 . . . 600°С температурасында болаттың азотпен қанығуымен жүргізіледі. Бұл үрдіс бұйымдарға тезкезкіш, жоғары хромды болаттардан жасалады. Ақырғы өңдеу болып табылады. Цианирлеудің негізгі кемшілігі болып цианисті тұздардың ұлы болып келуі.
Нитроцементтендіру- цементтендірілетін газдан және диссоциацияланатын аммиактан тұратын газ тәріздес құймада жүргізілетін цианерлеу.
Газдың құрамы және үрдіс температурасы жоспарланған қабатта көміртек пен азоттың қатынасымен анықталады.
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz