Технологиялық машиналарды пайдалану және сервистік қызмет көрсету: дәрістер жинағы (фармацевтік өндіріс технологиясы студенттеріне)

ҚАЗАҚСТАН РЕСПУБЛИКАСЫ БІЛІМ ЖӘНЕ ҒЫЛЫМ МИНИСТРЛІГІ

Коммерциялық емес акционерлік қоғам
«М. ӘУЕЗОВ атындағы Оңтүстік Қазақстан университеті»
«Технологиялық машиналар мен жабдықтар» кафедрасы
Киыкбаев Б. А.
«Технологиялық машиналарын пайдалану және сервистік қызымет көрсету» пәнінен 6В07270 - «Фармацевтік өндіріс технологиясы» БББ-ның студенттері үшін
ДӘРІСТЕР ЖИНАҒЫ
Шымкент 2021
УДК 69. 057. 7. 621. 86. 06
ББК 38. 6-4
Құрастырушылар: аға оқытушы Киыкбаев Б. А. «Технологиялық машиналарын пайдалану және сервистік қызымет көрсету» пәнінен 6В07270 - «Фармацевтік өндіріс технологиясы» БББ-ның студенттері үшін дәрістер жинағы. - Шымкент. М. Әуезов атындағы ОҚУ, 2021 ж. - 24 бет
Әдістемелік нұсқаулар БББ және «Технологиялық машиналарын пайдалану және сервистік қызымет көрсету» пәнінің оқу бағдарламасының талаптарына сай құрылған және курстың лабораториялық жұмыстарының тақырыптарын орындау үшін барлық қажетті мәліметтермен қамтамасыз етілген.
Кафедраның мәжілісінде талқыланып бекітілген
Хаттама №, « 6 » 13 01 2022 ж.
«ТМЖ » кафедрасының меңгерушісі Сейтханов Н. Т.
«Механика және мұнайгаз ісі» факультетінің әдістемелік комиссиясымен бекітуге ұсынған
.
№ 6 хаттама « 21 » 01 2022 ж.
М. Әуезов атындағы Оңтүстік Қазақстан Университеті, 2021
1-Дәріс тақырыбы. Кіріспе дәріс . Курстың мақсаты мен мәселелері. Курстың мазмұны және басқа пәндермен байланысы, бакалаврды даярлаудағы маңызы. Курстық зерделеудің әдістері.
«Технологиялық машиналарын пайдалану және сервистік қызымет көрсету» пәні сервистік қызымет көрсетудің ғылыми негіздерін, жүйелерін, құралдары мен әдістерін, әр түрлі жағдайларды сенімді және жоғары өнімді жұмысты қамтамасыз ету мақсатында технологиялық машиналарды техникалық пайдалануды, олардың жұмысының тиімділігін анықтау және оларды әрі қарай техникалық жетілдіру әдістерін зерделеуді меңгеруге бағытталған.
Пәнді зерделеу нәтижесінде студенттер меңгеруі тиіс:
- технологиялық машиналар мен жабдықтарды сервистік қызымет көрсету, коснтрукциялау, дайындау және пайдаланудың негізгі ғылыми-техникалық проблемалары туралы түсінігі болуы керек;
- қызмет көрсетуші персоналдың негізгі құқықтары мен міндеттерін; жұмыстарды ұтымды және қауіпсіз жүргізу бойынша негізгі талаптарды; технологиялық машиналар мен жабдықтарды пайдалану кезінде экологиялық қауіпсіздікті қамтамасыз ету әдістерін; тандау мен пайдалануды регламенттейтін нормативтік құжаттарды; электрондық және өлшеуіш техниканы, өндірістік процестерді бақылау аспаптары мен жүйелерін білуі керек;
- қазіргі әдістер мен есептеу техникасын пайдалану арқылы технологиялық жабдықтарды тиімді пайдалану міндеттерін шешуді; технологиялық машиналарға тиімді техникалық қызмет көрсетуді; жұмыста бұзылу себептерін айқындауды; ақаулықтардың пайда болуын ескертуді және олардың салдарын жоюды; өнеркәсіптік кәсіпорын учаскесі жабдықтарының ырғақты және үнемді жұмысын қамтамасыз етуді жасай білуі керек;
- ЭЕМ-да жұмыс істеуді; технологиялық машиналар мен жабдықтарды жинақтау мен пайдалану бойынша негізгі нормативтік құжаттарды қолдануды; метрологиялық ережелер мен нормаларды пайдалануды; жұмыс істеп тұрған өндіріс жағдайларында техникалық бақылау әдістерін меңгеруді; еңбектің қауіпсіз шарттарын және апаттарды жоюды ұйымдастырудың практикалық дағдыларын иеленуі керек;
- шектес өндірістердің технологиялық процестері облысында технологиялық жабдықтарды жинақтау мен пайдаланудың ұтымды режимдерін таңдауда құзыретті болуы керек.
-Технологиялық машиналар мен жабдықтарды конструкциялау, дайындау және пайдаланудың негізгі ғылыми-техникалық проблемаларын меңгеру.
-Технологиялық машиналар мен жабдықтарды пайдаланумен байланысты жұмыстарды ұтымды және қауіпсіз жүргізу бойынша негізгі талаптарды білуі тиіс. Технологиялық жабдықтарды пайдаланудағы жобалық және техникалық құжаттардың талаптары мен мазмұнын меңгергені міндетті.
Қорытынды: Соңғы уақытта сервистік қызымет көрсету жұмыстарын ұйымдастырудың прогрессивті формалары кеңінен трауда, атап айтқанда:
- ағынды-біріккен;
- кешенді- блокты әдістер;
Бұл әдістерді меңгеруге тек қана өндірісті жақсы жобалау, дайындау, техноогиялық жабдықтарды қондыру, монтаждау алаңдарын ұйымдастыру арқылы сапалы және кешенді инженерлік дайындық кезінде қол жеткізуіміз мүмкін.
Яғни, еңбек өнімділігін арттыру үшін монтаждау жұмыстарының индустриализациялық дәрежесін жоғарылатуымыз қажет.
МЖИД-сі дегеніміз ол:
-дайындыққа дейінгі үлкен емес көлемді жұмысарды игеру;
-ірі көлемді жабдықтарды жинақтау;
-жабдықтарды заводта, промбазада, шебрханада және монтаждау ұйымдарында сынау;
-жобалық жағдайда ірі-блокты тұтас жинақ аппараттарды, яғни салмағы бірнеше тоннаға жететін, биіктігі 70м-80м жететін, диаметрі 7-9м болатын қондырғыларды орнату. Мұндай жабдықтарды көтеру үшін арнайы механизмдер мен жүк көтеру машиналары және құрал-саймандар қажет. Сонымен қатар бұл механизмдерді соңғы заманауи лазерлі аспаптармен және ЭЕМ пайдаланумен қолдануымыз қажет.
Курстың Оқу процесіндегі рөлі
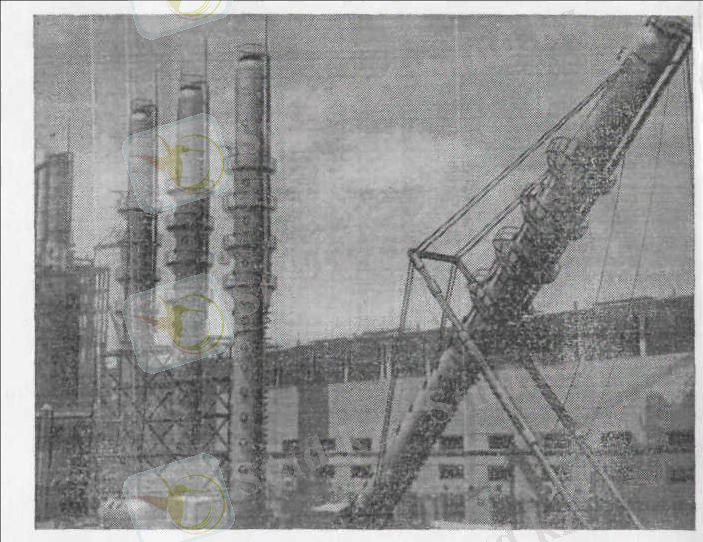
Иілгіш тартулармен тіреуді көмегі бар аппараттың монтажы
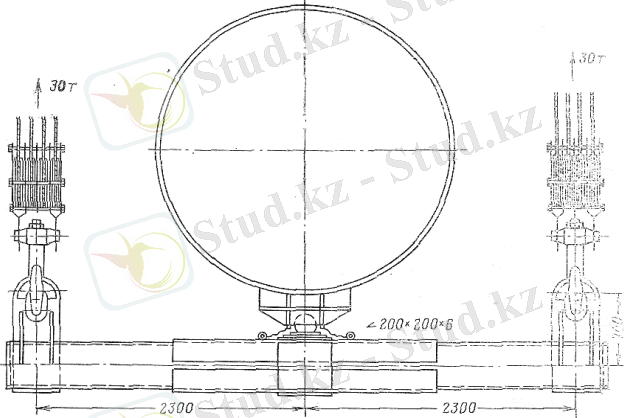
Шарлы шарнирмен балансерлік траверса
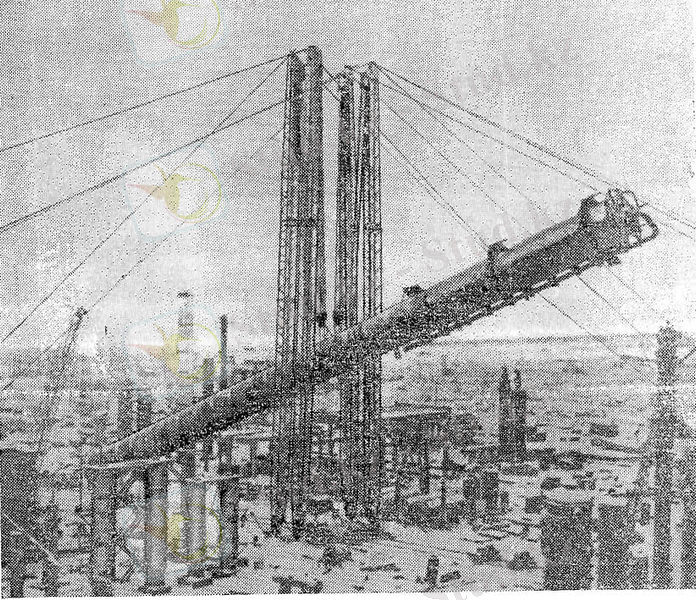
Төрт мачталы аппаратты монтаждау схемасы
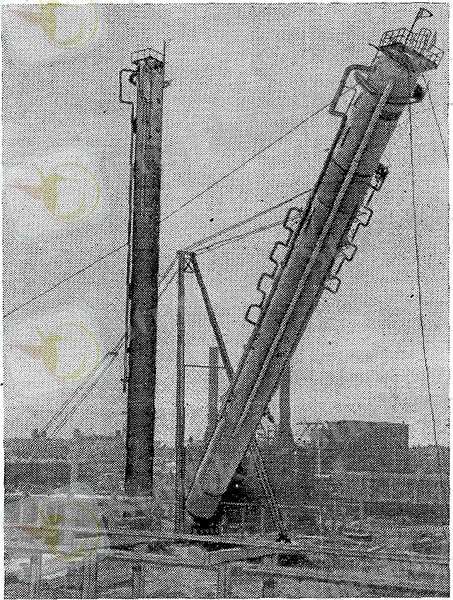
Массасы 300 тонналық бағананы құламалы шевр және ажырамалы ригел көмегімен монтаждау
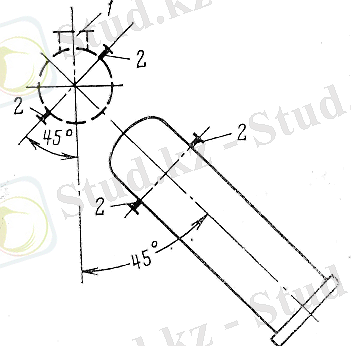
Строповкалауға арналған монтаждық келте құбырды аппаратқа бекіту схемасы
Такелаждық жасақ көмегімен аппаратты жерден сырғыту арқылы көтеру схемасы

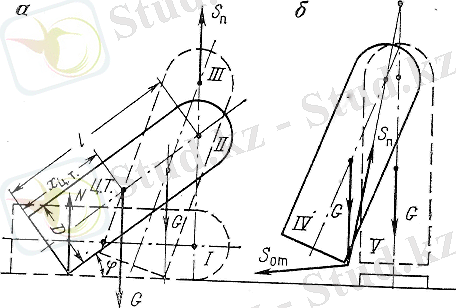
Тік қозғалмайтын мачта көмегімен топсаны айнала көтеру тәсілі мен аппараты монтаждаудың есептік схемасы
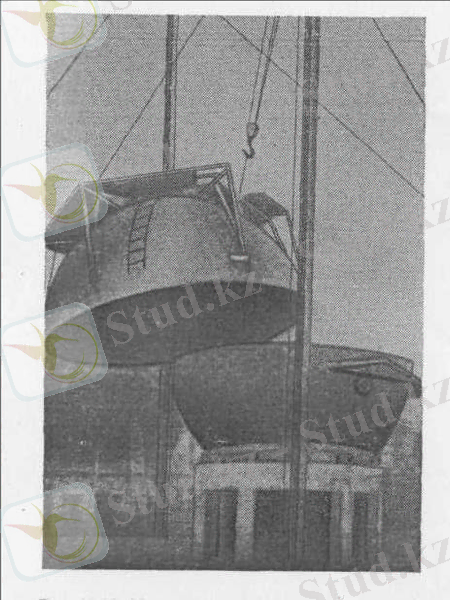
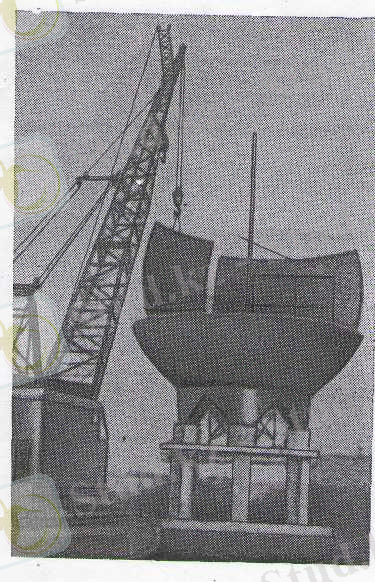
Екі мачта көмегімен жартысфераның бетін монтаждау
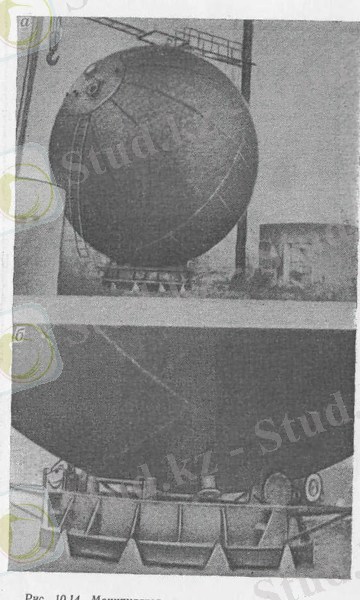
Сфералық резервуардың корпустарын автоматты пісіруге арналған монипулятор. а - сфераны псірувге арналған орнатудың жалпы түрі, б - монипуляторлдың жалпы түрі,
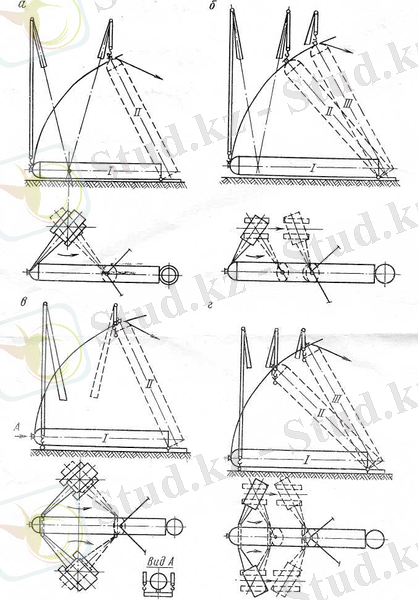
Шарнирді айналдыра тұратын бағыттаушы көлденең кранның монтаждау схемасы
Жылжымалы жебелік кранды қолданумен полиспасталық жинақтау әдісімен резервуарды монтаждау
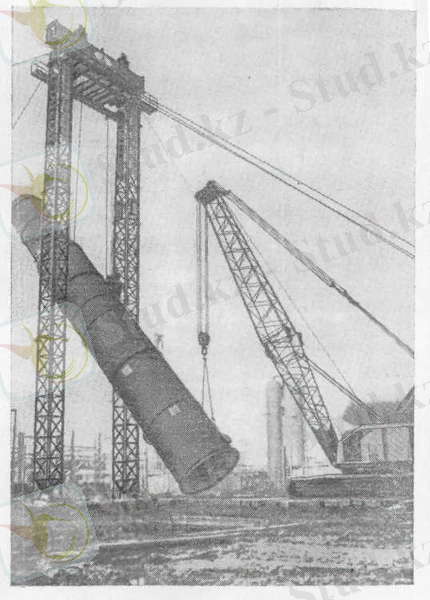
Порталды жүккөтергіш аппаратын монтаждау
Пәннің әдістемелік қамсыздандыру және ОҚТ
негізгі әдебиеттер.
1 . Ермаков В . И ., Шеин B. C. «Ремонт и монтаж химического оборудования. » М. : Химия, 1981 г. -363 с.
2. Молоканов Ю. К., Харас З. Б. «Монтаж аппаратов и оборудования для нефтяной и газовой промышленности. » М «Недера», 1982., 391 с.
3. Гайдалсак К. М., «Монтаж обуродавания предпиятий химической и нефтеной промышленности», М. «Химия», 1983г., 391 с.
4. Матаеев В. В. «Примеры расчета промышленности», М. «Высшая школа», 1990г., 2081 с.
5. Маршев В. З. Петрухин Н. П. «Монтаж обуродавания предпиятий химической и нефтеной промышленности», М. «Высшая школа», 1990 г. 2081с.
2-Дәріс тақырыбы. Технологиялық жабдықтарды пайдалану және монтаждаудың озық әдістері. Терминдер мен түсініктер. Технологиялық машиналармен жабдықтарды конструкциялау, дайындау және пайдаланудың негізгі ғылыми-техникалық проблемалары. Технологиялық машиналарды пайдалануменен байланысты жұмыстарды ұтымды және қауіпсіз орындаудың негізгі талаптары.
Технологиялық жабдықтарды пайдалану мен сервистік қызымет көрсетудің негізгі озық әдістерді меңгеруде басты терминдер мен түсініктерге өнеркәсіптік жабдықтарды монтаждауды ұйымдастыру және МЖ ұйымдасырудың негізгі әдістерін келтіруге болады.
МЖ ұйымдастырудың және пайдаланудың негізі ол - «Жабдықтар сипаттамасы»
«Жабдықтар сипаттамасы» өздігінен негізгі төрт топқа бөлінеді:
1- жабдықтардың салмақтық сипаттамасы;
2-жабдықтардың габариттік сипаттамасы;
3-технологиялық қондырғылар алаңында жабдықтардың орналасуы;
4-жабдықтардың жүмысшы жағдайы;
5-жабдықтардың конструкциялық және технологиялық негіздері.
1- ші «Жабдықтардың салмақтық сипаттамасы»
Монтаждау кезінде ірі жинақтардың тиімділік шегі және осы аппаратты монтаждаудағы тәсілді қабылдау дәрежесіндегі басты монтаждау сипаттамасы «Аппараттың салмағы» болып саналады. Яғыни, әр түрлі тең жағдайларда аппараттың салмағының өсуімен, монтаждаудың еңбексиымдылығы өседі. Монтаждау аппараттарының ішінде негізгі салмақты тік-бағаналы аппараттар құрайды.
Атап айтқанда негізгі сандар бойынша 50т дейінгі аппараттар салмағы 70%-ды құрайды. Дегенмен олардың (50тонналық) жалпы салмағы, барлық аппараттардың жалпы салмағының 35%-ын ғана құрайды. Салмағы 100 тоннадан асатын ауырсалмақты аппараттардың саны 13%-ды құрайды, ал олардың жалпы салмағы, қарастырып отырған барлық аппараттардың жалпы салмағының 43%-ын құрайды. Аса ауыр аппараттар қатарына: ректификациялық бағаналар, реакторлар, регенераторлар, абсорберлер және комплектелген үлкен бірлік қуаттағы агрегаттар мен үлкен өндірістік цехтардағы басқа да аппаратты қондырғылар жатады. Қазіргі таңда салмағы 1000 тоннаға жететін толық жиналған аппараттарды монтаждауға мүмкіндігі бар жүккөтергіш жабдықтары жасақталған. Салмағы 2000 тонналық аппараттарды монтаждау үшін жүккөтергіш жабдықтары жасалуда, яғни арнайы крандар мен тасымалдау жабдықтарын қосқанда. Салмағы бойынша тік аппараттарды келесідей негізгі топтарға бөлуге болады:
Бірінші топ: - 30 тоннаға дейінгілер;
Екінші топ: - 30тоннадан-200тоннаға дейін;
Үшінші топ: - 200тоннадан - 400тоннаға дейін;
Төртінші топ: - 400тоннадан жоғары.
- 30т-ға дейінгі тік аппараттарды жобалау орнына СКГ-50 типті өздігінен жүретін жебелі кранды пайдалана отырып орнатуға болады.
- Салмағы 30-200т аппараттарды орнатуда СКГ-100 типті ӨЖЖК, құбырлы және клеткалы мачтаны, порталды, гидрокөтергіштерді пайдаланады.
- Салмағы 200-400т аппараттарды монтаждауда мачталы көтергіштің және көтеруді басқару мен бақылаудың орталықтанған жүйесін пайдалану мен гидрокөтергіштерді пайдаланады.
- Салмаға 400т асатын аппараттарды көтеруде арнайы мачталы көтергіштерді қолданады. Мұндай аппараттарды монтаждауда монтаждау және тасымалдау жұмыстарының барлық этаптарын қамтамасыз ететін тасымалдау және жүккөтеру жабдықтарының кешендік механизмдері қажет.
2- ші «Жабдықтардың габариттік сипаттамасы»
Жабдықтардың габариттік өлшемдері, яғни ұзындығы, ені және биіктігі немесе диаметрі мен биіктігі монтаждау әдісін таңдауда және орнатуда бірқатар әсерлерін тигізеді.
Жабдықтарды габариті бойынша келесідей топқа бөлуге болады:
1. Габаритті, шексіз теміржол бойынша және шектелген жинақталған күйде тасымадауда қолданылатын белгілі дәрежедегі габаритсіз.
2. Габаритсіз теміржол тасымалы үшін, яғни теміржол бойынша бөлек блокты және бөлшекті тасымалдауда қолданылатын, бірақ габаритті теңіз немесе трасса жолдары бойынша жинақталған күйде тасымалдау үшін.
3. Абсолютті габаритсіз, толық жинақталған күйде тасымалдаудың кез келген түрімен тасымалдау үшін.
3- ші «Технологиялық қондырғылар алаңында жабдықтардың орналасуы»
Технологиялық қондырғылар алаңында жабдықтарды орналасуы бойынша, келесі топтағы жабдықтарға бөлугеболады:
- Ғимарат сыртында жер деңгейінде немесе биік іргетаста орналасуы;
- Ғимарат сыртында биік іргетаста, постаментте немесе металконструкцияда;
- Ғимарат ішінде немесе бастырмаларда орналасуы.
4- ші «Жабдықтардың жүмысшы жағдайы»
ЖЖЖ- дегеніміз ол жұмысшы қысым және температура, сонымен қатар аппарат ішіндегі орта мен оның құрамы. Осы көрсеткіштердің әртүрлі болуына байланысты монтаждау жұмыстарына жоғары талаптар қойылады. Жұмысшы қысымы бойынша:
-қалдық қысым 0, 07МПА жоғары;
-қалдық қысым 0, 07МПА дейін;
-вакуум асты жұмыс істейтін болып келеді.
Жұмыс кезінде қалдық қысымы 0, 07МПА-дан жоғары болатын аппараттар Госгортехнадзор байқауында болады. Ал вакуум асты жұмыс істейтін аппараттарға ажырау тығыздықтарына және пісіру қосылыстарына қарай қосымша талаптар қойылады. Яғни, аппаратты сынау және оны жүргізу әдісі кезінде қажетті қысымды жұмысшы қысым мәніне баиланысты қабылдайды. Ал жұмысшы температура жабдықтың конструкциялық формасын және материалдарды таңдауды анықтайтын негізгі фактор болып табылады. Мысалы: аппарат қабырғасының температурасы 475С-тан жоғары болса, онда легірленген болат қолданылады. Жабдықтардың температуралық режимі келесідей: -250С-тан жоғары емес; -250С-тан жоғары; -0С-тан төмен температурада жұмыс істейтін.
5- ші «Жабдықтардың конструкциялық және технологиялық негіздері».
Үйде өз - беттерінше оқу.
Монтаждаудың озық әдістері .
Технологиялық нысандардың монтаждау жұмысын ұйымдастырудағы басты мақсат, бұл монтаждау мерзімін қысқарту және монтаждалу сапасын арттыру. Сонымен қатар қолмен атқарушы жұмыстар үлесін шектеуде басты мәселе болып отыр .
Өнеркәсіптік жабдықтар номенклатурасының ауқымдылығы, олардың конструкцияларының күрделенуі монтаждау жұмысының сапасына(құрастыру, слесарлық және пісіру) қатаң талаптар қояды. Монтаждау мерзімін қысқарту мәселесі технологиялық нысандарды монтаждауды атқарудың ұйымдастырудың және техникалық әдістерінің жетілдіруін талап етеді. Бұл кезде монтаждау жұмыстарының орындалуға межеленіп отырған жағдай, тапсырыс беруші мен монтаждау мекемелерінің техникалық мүмкіндіктері ескерілуі қажет.
Монтаждау жұмысын атқарудың заманауи әдістері жабдықтың толықтай дерлік зауыттың дайындылық түрінде монтаждауын қарастырады. Дегеніменде монтаждалуға келіп түсетін жабдықтардың зауыттың дайындылқ дәрежесі оның габариттік, салмақтық, конструктивті және технологиялық сипаттамаларымен анықталады. Бұл тұста біршама қиындық туындайтын ірі габаритті және ірі салмақты жабдықтар. Осыған орай мұндай жабдықтар монтаждалуға тасымалды күйде (ірі блоктар, жинақ бірліктер немесе бөлшектер түрінде) жеткізіледі. Тасымалданылды бөліктерге бөлу, олардың тасымалдануының қолайлығы және монтаждық алаңдарда мүмкіндігінше қарапайым құрастыру - пісіру жұмыстарының орындалу тұтасынан іске асырылады. Сонымен қатар монтаждау әдісін қабылдауда жабдық орындалатын құрылыс конструкциялардың дайындық дәрежесін ескереді. Осыған орай монтаждау жұмысын атқарудың келесі әдістері әзірленген: ағынды-аралас, жинақ бірлікті, вахталық,
Ағынды-аралас әдіс бір мезетте кезектестіріле келе қат-қабат құрылыстық, монтаждық және іске қосу игеру жұмыстарының орындалуын қарастырады. Бұл әдіс ұйымдастрылуы бойынша біршама күрделі, және де барлық орындалатын жұмыстардың уақыт бойынша орындалуын қатаң түрде ойластыруын талап етеді. Бұл әдіс үшін құрылыс және монтаждық жұмыстарды мүмкіндігінше біріктірген жөн. Атқарылатын жұмыстарды ойластыру монтаждық жұмыстарды жүргізудің жалпы графигі негізінде орындайды. Қажет жағдайда құрылыс-монтаждық жұмыстардың тарапты жоспарлауын да қолданады.
Жинақ бірлікті монтаждау әдісінде нысанды өзара байланысты жинақ бірліктерге бөліп монтаждауды атқарады. Мұндағы басты мәселе монтаждалған жинақ бірлікті кейінгісіне тәуелсіз жағдайда іске қосу игеруді орындай алу. Жиі әдісті жабдықтың жеке түрі үшін қолданады.
Коллекталы-блоктық әдіс - жабдықты монтаждауға мүмкіндігінше зауыттың дайындық күйде берілуін қарастырады. Мұндай әдіс барысында жабдықты құрастыру бойынша монтаждық алаңнан дайындау зауытына жүктеледі. Күшті өндірістік базасы бар монтаждау кәсіпорындарында блоктар мен түйіндерде құрастыру жұмыстары осы базада атқарылады.
Монтаждаудың вахталық әдісі монтаждауды салынып жатқан кәсіпорын үлкен территорияда таралып орналасқан, немесе монтаждау мекемесінен қашық орналасқан жағдайда қолданылады. Монтаждаудың бұл әдісінде жабдықты құрастыру пісіру жұмыстары монтаждау кәсіпорынның өндірістік базасында орындалады.
- Химиялық, мұнай-химиялық және мұнайөңдеу жабдықтарын жобалау техникалық шартты бекітіп алудан басталады.
Әрбір жобаланушы аппарат (машина) келесі талаптар эрорхиясын қанағаттанндыруы тиіс: жоғары бейімділігі, пайдаланудағы сенімділігі; герметикалығы; ұзақ мерзімді пайдалануға бейімділігі (ұзақ мерзімділігі) ; құрамында стандартты және қалыптастырылған бөлшектер мен түйіндерді мүмкіндігінше қолдану; құрастыру мен бөлшектену, тасымалдау мен жөндеудің қолайлығы; тасымалдану , монтаждау, пайдалану және жөндеу барысындағы персоналдық қауіпсіздігін қамтамасыз ету, өндірістік және пайдалану технологиялығы; эргононмика мен техникалық эстетикалықтық негізгі қағидаттарына сай келуі, және патенттік базалығы.
- Жоғары тиімділік, яғни (шикізаттың) көлемі немесе шамасының бірлігінен өнімнің мүмкіндігінше үлкен шығынын қамтамасыз ету. Жабдықтың тиімді функциялануы үлкен жеке қуатты (маңызды ғылыми қолдануға негізделген, қосалқы операцияларды толық механикаландыру және автоматтандыруменен жоғары қарқынды, басты түрде үздіксіз процестерді іске асыру мен қол жеткен өнімділігі) дегенді білдіреді.
- Пайдалнудағы сенімділігі жабдықтың беріктігі мен оның катаңдығы мен, тұрақтылығыменен, герметикалығымен сипатталады.
Бұл жерде жабдық шамадан тыс берік болмауы тиіс, яғни оның бөлшектеріндегі кернеулер мүмкін шамадан оншалықты төмен болмауы тиіс, кері жағдайда контсрукцияның шамасы мен құны тым жоғары болады. Материалдық шамасы мен шығынын төмендету үшін бүкіл конструецияны берік етіп қоймай сонымен қатар теңдей берікті етуге ұмтылады. Ал бұл жалпыға мол өндіріс бұйымдар үшін ерекше маңызды. Кей жағдайда теңдей берік ету принципін біле отырып (әдейі) бір жеңіл ауыстырылатын және арзан бөлшектерді біршама төмен берік ете отырып буланады. Мұндағы басты идея, конструкцияның жарамсыз болуынан сақтай отырып тым кернеулік жағдайда осы бөлшек сынады деген сөз.
Бәсең жүктемеде бейім аппараттар үшін шектісі беріктік емес, оның қатаңдығы. Бұл жағдайда күйреу бастапқы пішінінң жоғалуыменен (тұрақтылық жоғалуыменен) жүреді, яғни беріктіктің елеулі бәсеңсуінен жүреді
Герметикалық - қысым түсуіменен жұмыс істейтін немесе улы, өрт және жарылыс қауіпті заттарды өңдеуші аппараттар үшін керекті шарт. Кері жағдайда қысымдар айырмасында жұмыс істейтін аппараттарды өнімнің сыртқы бөлінуі орын алады. Ал бұл өнімділіктің бәсеңдеуіне және санитарлық жағдайдың бұзылуына алып келеді.
Ұзақ уақыт пайдалануға бейімділігі. Бұл есептемелік және нақты ұзақ мерзімділікпенен сипатталады. Есептемелік ұзақ мерзімділік конструктормен берілген шарты шама. Өнеркәсіптік жабдықтардың басым көпшілігі үшін есептемелік ұзақ мерзімділік 10-12 жылды құрайды, және де амортизациялық қаражатты анықтауда негізге алады. Нақты ұзақ мерзімділік, әдетте металдың шаршауына, эрозиялық тозуыменен және механикалық беріктігін әлсіретуші карозиялқ әсерленгені анықталады.
Техниканың заманауи даму қарқынды жабдықты тым ұзақ мерзімді етудің қажеті жоқ . Себебі заман талабына сай жылдағы моральді тозуға ұшырайды . Сондықтанда өндірістің технологиялық паркін біршама өнімді және жетілген жабдықтармен ауыстырып отырған жөн.
-Стандартталған және қалыптастырылған жинақ бірліктер, бөлшектерді мүмкіндігінше көптеп қолдану. Мұндай бөлшектерді ауқымды қолдану конструкцияны жобалау мен жасап шығаруды жеңілдетеді, бұл процестердің құны мен еңбексиымдылығын үнемдейді, және де жаңа техниканы өнеркәсіптік игеруді уақытын қысқартады.
-Жабдықты тасымалдау, монтаждау, пайдалану және жөндеу кезіндегі персоналдар қауіпсіздігін қамтамасыз ету. Бұл талапты қанағаттандыру үшін, механикалық беріліс пен жалжымалы органдарды қоршау, кабельдер мен толыққұбырларды кездейсоқ жарақаттанудан қорғау, жұмыс істеп тұрған машина параметрінің өзгеруі барысында оның жұмысын блокировкалау және жетегін ажыратуды, және т. б амалдарды қолданады. Экологиялық жетілуі. Химия, мұнайөңдеу және мұнай-химиялық жабдықтар үшін міндетті іс-шаралар, бұл атмосфераға зиянды газдардың, булар мен шаңдардың бөлінуін болдырмау, ақаба сулардың тазалау қатты қалдақтарды қайта қолдану.
-Өндірістік және пайдалану технологиялығы. Бұл жабдықтың дайындалуының, оның пайдаланылуы мен жөнделенуінің құны, еңбексиымдылығыменен анықталады. Жинап шығару барысында оларды өңдеу және құрастыру үшін арнаулы станоктар мен аспаптар, айрықша құралдар және еңбек сиымды операциялар қажет болмайтындай етіп, бұйымды конструкциялау қажет.
Технологиялықтың пайдалану көрсеткіштері машинаға қызмет көрсетуге қажетті персоналдар санымен және қол еңбегі шығынымен, өнімнің өндірілу саны мен ұдайлығын реттестіру, байыптау және басқарудың күрделігіменен сипатталады. Жөндеулер барысындағы жабдықтың негізгі технологиялық көрсеткіштеріне оның агрегатталуының деңгейі, бөлшектерінің жөндеу жарамдылығы мен өзара алмасымдылығы, жинақ бірліктері мен агрегаттарының құрастырылуы мен монтаждалуының қарапайымдылығы мен қолайлығы.
- Технологиялық жабдықтарды конструкциялау жасап, шығару және пайдаланудын ғылыми техникалық проблемалары.
Техникалық эстетикалығы талаптары, дизайнына машиналар мен аппарттардың сырт көрінісінің рәсімделуіне, олардың болуына жұмыс орнының интерьеріне, жұмыс айлығының және толығымен өндіріс «ү»-нің жарық болдырылуы мен жасақталуы жатады.
Бұйымның патенттік базалығы патенттік зерттеулер негізінде анықталады да, онда бұйым қолданады деп жорамалданып отырған мемлекет патенттеріменен қорғалған элементтердің жоқтығын білдіреді. Жабдық конструкциясының патенттік тазалығын сақтау оны экспорттауға мүмкіндік береді.
Эргонимика мен техникалық эстетикалық негізгі қағидаттарына сай келуі.
Эргономикалық көрсеткіштері адам-машина жүйесіндегі функцияның үйлестірілуімен сипатталады. Яғни қызмет көрсетуші персоналды бір сарынды, жолақтарын, еңбекшілді операциялардан босату. Оған тек жоспарлау бағдарламалар түзу, басқару және қадағалау мәселелерін атқаруды жүктеу.
Бұл талаптар машинаның басқару органының орналасу аймағаның жағдайы мен физикалық жүктеменің, жұмысшы орындағы температура мен жарық болдыруын, игу мен дірілдің мүмкін деңгейін, қызмет көрсету аумағында шаңның, газ бен зиянды заттардың болмауын, жұмыс орнының қолайлығын, басқару пультінің мәнділігін реттейді.
Әдебиеттер.
1. Анурьев В. И Справочник конструктора-машиностройтеля.
В 3Т. Изд. 7-е -М. Машиностроение, 1952. Т1-816с
2. Соколов В. И. Основы расчета и конструирования машин и аппаратов пищевых пройзводств. -М. Машиностроение, 1983-447.
3. СмирновГ. Г, Толчинский А. Р, Кондратьева Т. Ф Конструктирование безопасных аппаратов для химических и нефтехимических пройзводств : Справочник-А. :Машиностроение. 1988-303с.
4. Тиманин А. С Основы конструирование и расчета химико-технологических и природоохранного обородувания : Справочник Н. Бочкаревой, 2002. Т. 1850с.
5. Поникаров И. И. Конструирование и расчет элементов химического оборудования :Учебник И. И. Поникаров,
С. И. Поникаров. -М. 2010-382с.
3-Дәріс тақырыбы. Технологиялық машиналар мен жабдықтарды пайдаланудың негізгі қағидаттары мен ережелері.
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz