Сұйықтыққа арналған сорғының жалғастық тетігін өндірудің конструкторлық-технологиялық дайындығы

Қазақстан Республикасының Білім және ғылым министрлігі
Торайғыров университеті
Инженерия факультеті
Машина жасау және стандарттау кафедрасы
курстық жұмыс
Пәні: Жоба 3
Тақырыбы: Сұйықтыққа арналған сорғының "Жалғастық" тетігі өндірісінің конструкторлық-технологиялық дайындығы.
(баға)
Комиссия мүшелері
(қызметі, ғылыми дәрежесі)
(аты-жөні)
(қолы) (күні)
(қызметі, ғылыми дәрежесі)
(аты-жөні)
қолы) (күні)
Нормабақылаушы
(қызметі, ғылыми дәрежесі)
(аты-жөні)
қолы) (күні)
Жетекшісі
аға оқытушы, PhD докторы
(қызметі, ғылыми дәрежесі)
Сапинов Р. В.
(аты-жөні)
(қолы) (күні)
Білім алушы
Хавдарсоль Уазира
(аты-жөні)
(қолы) (күні)
ҚМЖ - 301
(топ)
2023
Мазмұны
Б қосымша - Спецификация
В қосымша - Тетік сызбасы
27
29
Машинажасау өндірісі - өнеркәсiптің маңызды салаларының бірі. Басқа өнеркәсiп салаларымен салыстырсақ ол әлі де даму барасында. Машиналардың өндiрiсiнiң құрастырушы өндiрiстiң құрал-сайман технологиялық жабдығы болады. Машина жасауда құрал-саймандармен операциялардың орындауы, механикалық өңдеу, құрастыру және бақылау үшiн қолданылатын қосалқы құрылымдарды айлабұйымдар деп атайды. Айлабұйымды қолдануы кәдiмгi әмбебап білдектер қолданылуын кеңейтеді, өнiмнiң өзiндiк құнын төмендетедi.
Басып алу үшiн құрал-саймандар өз кезегiнде әмбебап құрал-саймандар, қайта өндеушi құрал-саймандар, арнайы құрал-саймандардан тұрады. Құрал-саймандардың орын ауыстыруы, технологиялық талаптардың орындауы және экономикалық тиiмдi өнiмдiлiк қамтамасыз ететiн өңдеулер білдектердің күйiне келтiруге мамандандыруға мүмкiндік бередi. Дұрыс таңдаулы құрал-сайман олардың білдекте қоюдың жанында еңбек өнiмдiлiк және өңдеудi дәлдiк, пiшiлген затының алдын ала белгiсiнiң жоюы және мұқият тексерудiң жоғарылатуына мүмкiндiк туғызуы керек. Құрал-саймандардың қызмет көрсету және жөндеуiне шығындарды олардың қолдануын экономикалық эффектпен әбден ақталады. Әрбiр жағдайдағы құрал-саймандар білдектердің тозу дәрежесi және олардың таңдауы шарттармен, шығарылымның бағдарламасымен анықталады. Айлабұйымдар - бұл білдектерде өңдеу және аспаптардың пiшiлген затының бекiтуi үшiн өндiрiс сайманы. Айлабұйымдар жұмыс жасау барысында қауiпсiз жұмыстарда, жөндеуге келетiн жылдам, дәл, дiрiлге төзiмдi, үйкелiске шыдамды ыңғайлы болуы керек.
1 Жалпы бөлім
1. 1
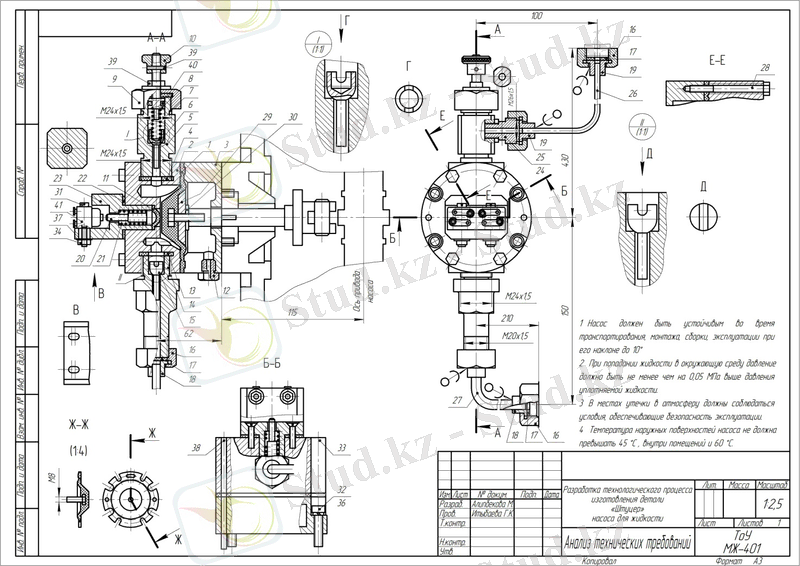
2. 3-сурет - сұйықтыққа арналған сорғы
1. 2 Өндіріс түрін анықтау
Өндіріс - қоғамның өмір сүруі және дамуы үшін қажетті материалдарды өнімдерді шығаратын процесс. Өндірістің дамуын еңбек құралдарынан, еңбек заттарынан және белгілі бір мақсатпен жасалынатын жұмыс процесінен тұратын еңбек ету жағдайы анықтайды.
Қазіргі заманғы өндіріс ғылыми-техникалық процесстің нәтижелерін қолдану, соның ішінде автоматизацияландыру арқылы дамиды. Әрбір өндірістік кәсіпорын - цехтан, учаскелерден, қосалқы шаруашылықтардан, басқару және ұйымдастыру шаруашылығы ұйымдарынан тұрады.
Өндірістік бөлімдердің жиынтығы, олардың саны мен өзара қарым - қатынастары және өндірістің көлемі мен жұмысшылардың санын кәсіпорынның жалпы құрылымын құрайды.
Өндірістің негізгі үш түрі болады:
- Жеке - дара өндіріс;
- Сериялық өндіріс;
- Жаппай өндіріс.
Бұл курстық жұмыста өндіріс екі факторға байланысты болады:N - тетіктерді шығарудың жылдық бағдарламасы - 1000 дана. Менің тетігім
0, 352 кг және бір жылда 1000 дана шығарылуына байланысты, сериялық өндірісіті.
Сериялық өндіріс біркелкі бұйымдарды дайындап шығарудың оқтын-оқтын қайталанып отыруымен сипатталады және оған мынадай ерекшеліктер тән:
- шығарылатын енім номенклатурасының шектеулілігі;
- жұмыс орындарының салыстырмалы түрде алғанда кен мамандануы;
- мамандандырылған машиналардың, аспаптар мен кондырғыларының колданылуының шектеулілігі.
Сериялық өндіріс машина жасау өнеркәсібінде және металл өңдеуде неғұрлым кең тараған. Бұл кәсіпорындарда өнімнің, шығарылуын есепке алу сериялы бұйымдарға тән етіп колданылады, бірақ ол бұйымдарды құрастыратын партияларға қолданылмайды.
Сериялардың көлеміне карай өндірістер мынадай үш түрге бөлінеді:
- ірі сериялык өндіріс (өнім жыл бойы үздіксіз дайындалады),
- сериялық (мамандану анағұрлым тар, ал өндірістік желілер мен цехтар бойынша және технологиялық жағынан мамандырылған),
- ұсак сериялық өндіріс (жекелеген өндірістен ұсак сериямен өнім шығаруға арналған) .
Жабдықтың жылдық номиналды қор уақыты, сағат

мұндағы
F K - күнтізбелік уақыт қоры; F K =365 күндер;
П - мейрамдар күндарі саны; П=14 күндер;
В - демалатын күндер саны; В=104күн;
h - ауысым шығатын уақыт; h=8 сағ. ;
С - мейрамдардың қысқарған күндер саныС=0;
Т - сағаттар саны, ауысымның қысқарғаны; Т=0;
S - ауысым саны; S=1.

Нақты жылдық қор уақыты, сағ

мұндағы К рем - коэффициент, жоспардағы жұмыстың қарапайым жабдықты ескере отырып, К рем =0, 94-0, 97, қабылдаймын К рем =0, 94

Іске қосу бағдарламасы

мұндағы α - коэффициент, технологиялық шығын, механикалық цехтар үшін α=0, 03
Жеке дара өндірісте партия мөлшері болып анықталынады, т. б. тетіктер саны, өндіріске бір уақытта қосылады

Мұндағы
n - партия ішіндегі тетіктер саны;
N -тетіктерді шығарудың жылдық бағдарламасы;
F- жылдың ішінде жұмыс істелінген күндер саны;
a- күндер саны, аралық қоймада міндетті тетіктер қоры қамтылынады, ол жинақтау цехында үздіксіз жұмыс істелінеді.
Аралық қоймада міндетті тетіктер қоры қамтылынады, ол жинақтау цехында жеке-дара өндірісінде 20 - күндізгі қажетінде қолданылынады, сонымен қатар тетіктердің қор саны әр түрлі болады; ірілер үшін 5 - 6 күн, ұсақтар үшін 10 - 20 күндей. Цехтарда жұмыс ұйымдасқан болса, қоймада тетіктер қоры аз болуы мүмкін.
2Қызметтік тағайындау
2. 1 Тетікті технологиялық талдау
Бөлшектерді жобалау процесінде оның жарамдылығы бағаланады. Бұл технологиялық процесті әзірлеу мен енгізуді және бөлшектерді шығаруды айтарлықтай жеңілдетеді. Тетік құрылымын технологиялыққа талдау әзірленген технологиялық процестің техникалық-экономикалық көрсеткіштерінің жақсаруын қамтамасыз етеді.
Технологиялылық дегеніміз - ұқсас құрылыммен салыстырғанда ең тиімді технология бойынша өнімді өндіруді, жөндеуді, техникалық қызмет көрсетуді қамтамасыз ететін құрылымдық қасиеттердің жиынтығы. Технологиялыққа талдау тетіктерді сапалық және сандық бағалау негізінде жүргізіледі.
Тетіктің технологиялығына сапалы баға береміз.
Тетік болат 45 материалынан жасалған, өңдеуге қанағаттанарлық. Дисктың құрылымы тетіктің мөлшеріне мүмкіндігінше жақын өлшемдері бар дайындаманы алуға мүмкіндік береді. Бұл материалды пайдалану жылдамдығын арттыруға мүмкіндік береді.
Тетік жеткілікті қаттылыққа ие, бұл кесу режимдерін шектемейді. Тетіктің пішіні өңдеу кезінде дайындаманы ыңғайлы орналастыруға және бекітуге мүмкіндік береді, сонымен қатар құралдың өңделген беттерге еркін қол жетімділігін қамтамасыз етеді.
2. 2 Дайындаманы таңдау
Тетік өске симметриялы айналу денесі болып табылады,
материалы - Болат 45 МЕМСТ 8479-70 құрамында 2%- ға дейін көміртегі бар хромды легирленген болат, 1%- ға дейін хром. Механикалық қасиеттері:
 ,
,
 , күйдірілген немесе босатылған күйдегі Бринелл бойынша қаттылығы 187 НВ-дан артық емес. Соғылма тобы II МЕМСТ 8479-70 бойынша тағайындалады. Соғылманың өндіріс түрі - орта сериялы
, күйдірілген немесе босатылған күйдегі Бринелл бойынша қаттылығы 187 НВ-дан артық емес. Соғылма тобы II МЕМСТ 8479-70 бойынша тағайындалады. Соғылманың өндіріс түрі - орта сериялы
 M=0. 352 кг және шығарылымның жылдық көлемі
M=0. 352 кг және шығарылымның жылдық көлемі
 Сондықтан қалыптау қондырғысы - қосиінді ыссы қалыптау баспағы, қалыптау әдісі - ашық, бастапқы даналы дайындаманы қыздыру тәсілі - жалынды.
Сондықтан қалыптау қондырғысы - қосиінді ыссы қалыптау баспағы, қалыптау әдісі - ашық, бастапқы даналы дайындаманы қыздыру тәсілі - жалынды.

2. 1-суреті - Дайындама
2. 3 Техникалық шарттың өлшем бірлігі
Біз кепілдік берілген бүйірлік аралықты тұйықтаушы (бастапқы) буынның ретінде
 мм-ден аспайтын етіп қабылдаймыз.
мм-ден аспайтын етіп қабылдаймыз.
 - Корпус пен ниппель арасындағы арақашықтық;
- Корпус пен ниппель арасындағы арақашықтық;
 - Тығыздауыш қалыңдығы;
- Тығыздауыш қалыңдығы;
 - Жалғастық ұзындығы;
- Жалғастық ұзындығы;
 - Тығыздауыш қалыңдығы;
- Тығыздауыш қалыңдығы;
 - Жалғастық пен корпус арасындағы ұзындық - тізбектің тұйықтаушы (бастапқы) буыны.
- Жалғастық пен корпус арасындағы ұзындық - тізбектің тұйықтаушы (бастапқы) буыны.
Формуланы басшылыққа ала отырып, барлық буындар үшін номиналды мәндерді есептейміз:
n, m - өлшемдік тізбектің ұлғайтатын және азайтатын буындарының саны, n=1, m=4;
 ,
,
 - тиісінше, байланыстарды ұлғайту және азайту.
- тиісінше, байланыстарды ұлғайту және азайту.
А
 = А
1
- (А
2
+А
3
+А
4
) =72 - (68+2+2+) =0 мм
= А
1
- (А
2
+А
3
+А
4
) =72 - (68+2+2+) =0 мм
Демек, номиналдар дұрыс тағайындалған.
Өлшемдік тізбекті есептеу максимум - минимум әдісі мен жүзеге асырылады. Бастапқы буынның берілген дәлдігіне ең аз технологиялық және пайдалану шығындарымен қол жеткізілуі тиіс.
Бұл жағдайда құрамдас буындарға орташа дәлдік шегін формула бойынша табамыз

Біз бірдей дәлдік классы бойынша құрамдас буындардың дәлдік шегін есептейміз. Құрамдас буындардың орташа дәлдік шегінің саны өрнекке сәйкес есептеледі
D и - өлшемдердің геометриялық орташа интервалы, мм.

Мұндай дәлдік шегінің бірліктерінің саны ЕСДП-да шамамен 9 квалитетке сәйкескеледі. Біз бұл жағдайда мұндай дәлдік орынды екенін қабылдаймыз.
Біз өндірістің күрделілік дәрежесін ескере отырып, құрамдас өлшемдердің дәлдік шегін: Т 1 =0, 062 мм, Т 2 =0, 036 мм; Т 3 =0, 087, Т 4 =0, 5 мм, деп қабылдап, 1- кестеге енгіземіз.
Теңдеу бойынша құрамдас буындардың дәлдік шегінің дұрыстығын тексереміз:
где Т i - і-ші өлшемдік тізбектің құрамдас буынының дәлдік шегі.

Мүмкін болатын аяқтау операциясы үшін өндірістің экономикалық дәлдігіне сүйене отырып, рұқсат етілген ауытқуларды барлық құрамдас өлшемдерге тағайындаймыз.
Дәлдік шегінің ортасының координатын формула бойынша анықтаймыз:




Алынған координаттарды 1-кесте қоямыз.
Таблица 1 - Өлшемдік тізбек




2. 4 Технологиялық үрдісті әзірлеу
Технологиялық маршрутты жобалау кезінде дайындама туралы деректерді ескеру қажет: оны алу әдісі (құйма, қалыптама, илем және т. б. ), пайдалану процесінде алынатын рұқсат мөлшерін анықтайтын оның дәлдігі.
Жұмыс оны жасау процесінде бөлшектерді орнатудың технологиялық негізі болатын тексеруден басталуы керек.
Содан соң өңдеу түрлерін (жону, бұрғылау, жоңғылау және т. б. ) өндіріс түріне байланысты әр түрлі болуы мүмкін, бірақ біз оларды бір білдектегі объектілерінде шоғырландыруға тырысуымыз керек.
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz